1.本发明属于植入体加工技术领域,具体涉及一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺。
背景技术:
2.聚四氟乙烯,俗称“塑料王”,是一种以四氟乙烯作为单体聚合制得的高分子聚合物。 白色蜡状、半透明、耐热、耐寒性优良,可在
‑
180~260
º
c长期使用。这种材料具有抗酸抗碱、抗各种有机溶剂的特点,几乎不溶于所有的溶剂。同时,聚四氟乙烯具有耐高温的特点,它的摩擦系数极低。随着材料工艺的发展,根据聚四氟乙烯的特性,通过加工工艺的调整使其可以作为良好的整形面部植入体使用。
3.现有技术制得的膨体聚四氟乙烯面部植入体,其在内部结构上,仅只有在平面方向上具有成纤成孔的网状结构,在厚度方向上几乎没有纤维丝拉开成网状的痕迹。造成厚度方向上的挠度和回弹率较低,植入人体后,面部容易僵硬,不够柔和灵动。
技术实现要素:
4.本发明的目的在于提供一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺投入使用,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,包括以下步骤;s1、膜状料的制备;s2、将s1步骤中制得的膜状料按模压模具大小尺寸裁切;s3、将s2步骤中裁切的膜片层叠至一定厚度放入模具中,合模后放置于模压机上进行模压复合粘接,模压参数设置为80
‑
120℃,15
‑
30mpa,40
‑
100min;s4、将s3步骤中的复合膜片进行脱油处理;s5、对s4中脱油后的复合膜片加热(温度设置为60℃
‑
280℃)后在拉伸机上进行长度和宽度方向的双向拉伸定型,拉伸倍率为1.5
‑
4倍;s6:、在高温拉伸烘箱内将经过双向拉伸过的复合层膜片进行加热(温度设置为50℃
‑
200℃)后,沿着复合层膜片的厚度方向进行拉伸,拉伸倍率为1
‑
5倍;s7、将s6步骤中拉伸后的复合膜片放入烘箱进行高温烧结,将复合膜片从烘箱中取出等待冷却,冷却拆模后得到膨体聚四氟乙烯片材;s8、最后对制得的膨体聚四氟乙烯片材进行分切雕刻。
6.优选的,s1中膜状料的制备包括以下步骤;a、原料混合:将少量溶剂油加入一定量的膨体聚四氟乙烯分散树脂中搅拌混匀,膨体聚四氟乙烯与溶剂油加入的质量比例为3:1;b、预压成坯:将混合原料放入柱形模具中,设置预压机压力10
‑
20bar与保压时间5
‑
10min,缓慢升压将物料压实,达到压力值后在此条件下保持5
‑
10分钟后缓慢卸压,脱模
后得到柱形毛坯料;c、推压挤出:将得到的毛坯料进行推压,得到细圆柱棒料;d、将棒料放入双辊筒压延机压延成膜并收卷。
7.优选的,d步骤中双辊筒辊距应控制在1
±
0.2mm的范围内。
8.优选的,所述s6和s7步骤中的高温拉伸烘箱包括高温烘箱以及设置于高温烘箱内部的拉伸组件以及设置于高温烘箱内壁上的拉伸高度识别组件;所述拉伸组件包括设置于高温烘箱底端的真空吸附下夹头以及相对设置于真空吸附下夹头上方通过液压杆驱动升降的真空吸附上夹头、设置于真空吸附上夹头的吸盘单元内的探针压力传感组件、设置于真空吸附上夹头上用于驱动单个吸盘单元升降的驱动机构以及设置于真空吸附上夹头的支撑架上用于夹取锁定吸盘单元的电磁夹爪,所述探针压力传感组件通过控制器与驱动机构的动力部电性连接;所述真空吸附上夹头以及真空吸附下夹头的吸盘单元均通过软管连接负压发生机构。
9.优选的,所述驱动机构包括相对固定设置于真空吸附上夹头的支撑架侧面的驱动电机、开设于支撑架上的导槽以及转动安装于导槽内的单向往复丝杆组件以及转动安装于单向往复丝杆组件的活动螺母上同轴固定安装有齿轮件,所述真空吸附上夹头的吸盘单元杆部沿着长度方向设置有可与齿轮件齿接的传动齿。
10.优选的,所述探针压力传感组件四周固定设置有安装杆,且安装杆的另一端与吸盘单元的内壁固定连接,且吸盘单元的工作面与探针压力传感组件的端部平齐。
11.优选的,所述拉伸高度识别组件包括贴设与高温烘箱内壁的rfid标签以及与rfid标签触点连接自上而下设置于高温烘箱内壁的的平行金属板,所述高温烘箱的外侧设置rfid标签阅读器。
12.优选的,所述支撑架通过连接杆与设置于正上方的活动杆固定连接,所述高温烘箱的底部滑动设置有一端与液压缸固定连接的支撑杆,所述支撑杆与活动杆弹性连接,且支撑架上设置有微型震动电机。
13.优选的,所述微型震动电机和驱动电机的外侧均设置有隔热罩。
14.优选的,所述活动杆插入支撑杆内部,且活动杆端部与支撑杆之间压持设置有压缩弹簧。
15.本发明的技术效果和优点:该三维立体的膨体聚四氟乙烯面部植入体的生产工艺及加工设备,1、膨体聚四氟乙烯面部植入体经过厚度方向的拉伸后,其侧面所在的结节纤维丝长度加长,内部气孔直径变大,具有优异的生物相容性,利于细胞组织生长。经过厚度方向拉伸过的膨体聚四氟乙烯面部植入体,其内部结节上的纤维丝在各个方向上延伸的长度均匀,产品内部网状结构会更加立体。具有三维立体结构的膨体聚四氟乙烯面部植入体,经加工成型后其表面更加光滑。
16.2、通过该设备可实现对于吸盘单元吸附情况的实时监控,在个别吸盘单元脱落后,可单独驱动运动从新完成吸附操作,避免出现个别吸盘单元脱离造成的拉伸不均匀的情况,保证产品质量,实用性更强。
17.3、在驱动机构工作时,通过单向往复丝杆组件的丝杆部顺时针转动,从而驱动活
动螺母沿着导轨方向运动,在到达指定位置后,丝杆部反向偏转,此时由于单向往复丝杆的特性,齿轮与丝杆相对固定状态,从而带动齿轮转动,此时齿轮与吸盘单元杆部齿接,从而推动吸盘单元下将从新吸附,结构更加简单,从而降低了整个机构的体积,实用性更强。
18.4、通过平行技术板与高温烘箱内部空间形成一个电容,高温烘箱内部空间构成该电容的中间介质,在rfid标签阅读器发出磁场时,rfid标签产生感应电流并向该电容输送电流,在拉升过程造成中间介质发生改变,从而电容也变化,当检测到电容到达设定阈值后,表示拉升幅度达到标准,此时通过控制器立即停止拉升工作,可实时监控拉升情况,无需比对刻度,控制更加精准,无需开箱观察,实用性更强。
附图说明
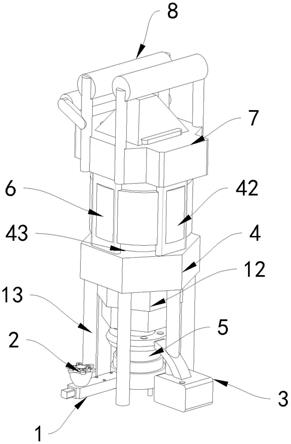
19.图1为本发明的工艺流程图;图2为本发明加工设备的结构示意图(去除箱门);图3为拉伸高度识别组件的安装结构示意图;图4为驱动结构的结构示意图;图5为吸盘单元的结构示意图;图6为支撑杆和活动杆的连接示意图。
20.图中:1、高温拉伸烘箱;110、高温烘箱;120、拉伸组件;130、拉伸高度识别组件;1210、真空吸附下夹头;1220、真空吸附上夹头;1230、探针压力传感组件;1240、驱动机构;1250、电磁夹爪;1241、驱动电机;1242、单向往复丝杆组件;1243、齿轮件;1244、导槽;1310、rfid标签;1320、平行金属板;2、吸盘单元;3、支撑架;4、安装杆;5、隔热罩;6、开口槽;7、rfid标签阅读器;8、传动齿;9、活动杆;10、支撑杆;11、压缩弹簧;12、微型震动电机。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.本发明提供了如图1所示的一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,包括以下步骤;s1、膜状料的制备;s2、将s1步骤中制得的膜状料按模压模具大小尺寸裁切;s3、将s2步骤中裁切的膜片层叠至一定厚度放入模具中,合模后放置于模压机上进行模压复合粘接,模压参数设置为80
‑
120℃,15
‑
30mpa,40
‑
100min;s4、将s3步骤中的复合膜片进行脱油处理;s5、对s4中脱油后的复合膜片加热(温度设置为60℃
‑
280℃)后在拉伸机上进行长度和宽度方向的双向拉伸定型,拉伸倍率为1.5
‑
4倍;s6:、在高温拉伸烘箱内将经过双向拉伸过的复合层膜片进行加热(温度设置为50
℃
‑
200℃)后,沿着复合层膜片的厚度方向进行拉伸,拉伸倍率为1
‑
5倍;s7、将s6步骤中拉伸后的复合膜片放入烘箱进行高温烧结,将复合膜片从烘箱中取出等待冷却,冷却拆模后得到膨体聚四氟乙烯片材;s8、最后对制得的膨体聚四氟乙烯片材进行分切雕刻。
23.在本案中膨体聚四氟乙烯面部植入体经过厚度方向的拉伸后,其侧面所在的结节纤维丝长度加长,内部气孔直径变大,具有优异的生物相容性,利于细胞组织生长。
24.并且经过厚度方向拉伸过的膨体聚四氟乙烯面部植入体,其内部结节上的纤维丝在各个方向上延伸的长度均匀,产品内部网状结构会更加立体。同时具有三维立体结构的膨体聚四氟乙烯面部植入体,经加工成型后其表面更加光滑。
25.使成型的膨体聚四氟乙烯面部植入体在微观结构上呈现出更加立体的成纤成孔结构。具体表现在所制得的膨体聚四氟乙烯面部植入体在其表面、内部和侧面都能具有很好的纤维网状结构,这样制作出来的面部植入体能够具有更好的生物相容性,有利于人体组织细胞在其内部生长,在不易移位变形的同时还能够呈现出多维的灵动性,使得术者面部更加立体柔和,不僵硬。
26.s1中膜状料的制备包括以下步骤;a、原料混合:将少量溶剂油加入一定量的膨体聚四氟乙烯分散树脂中搅拌混匀,膨体聚四氟乙烯与溶剂油加入的质量比例为3:1;b、预压成坯:将混合原料放入柱形模具中,设置预压机压力10
‑
20bar与保压时间5
‑
10min,缓慢升压将物料压实,达到压力值后在此条件下保持5
‑
10分钟后缓慢卸压,脱模后得到柱形毛坯料;c、推压挤出:将得到的毛坯料进行推压,得到细圆柱棒料;d、将棒料放入双辊筒压延机压延成膜并收卷。
27.通过上述步骤,精细化毛坯料的加工,进一步保证产品质量。
28.d步骤中双辊筒辊距应控制在1
±
0.2mm的范围内。确保压延出来的膜片厚度为1mm左右,方便后续的复合膜的压片。
29.还如图2
‑
6所示,所述s6和s7步骤中的高温拉伸烘箱1包括高温烘箱110以及设置于高温烘箱110内部的拉伸组件120以及设置于高温烘箱110内壁上的拉伸高度识别组件130;所述拉伸组件120包括设置于高温烘箱110底端的真空吸附下夹头1210以及相对设置于真空吸附下夹头1210上方通过液压杆驱动升降的真空吸附上夹头1220、设置于真空吸附上夹头1220的吸盘单元2内的探针压力传感组件1230、设置于真空吸附上夹头1220上用于驱动单个吸盘单元2升降的驱动机构1240以及设置于真空吸附上夹头1220的支撑架3上用于夹取锁定吸盘单元2的电磁夹爪1250,所述探针压力传感组件1230通过控制器与驱动机构1240的动力部电性连接;所述真空吸附上夹头1220的吸盘单元2滑动设置于支撑架3开设的开口槽6内,所述真空吸附上夹头1220以及真空吸附下夹头1210的吸盘单元2均通过软管连接负压发生机构。
30.在进行植入体加工时,需要将长度和宽度方向的双向拉伸定型定型后的复合膜片放入高温拉伸烘箱1内,首先将复合膜片放置到高温烘箱110内部的真空吸附下夹头1210,
同时通过液压缸驱动真空吸附上夹头1220下降,使得真空吸附上夹头1220的吸盘单元2与复合膜片的单元接触,通过启动负压发生机构使得真空吸附上夹头1220和真空吸附下夹头1210的吸盘单元2处产生负压对复合膜片进行吸附,此时探针压力传感组件1230收到挤压产生压力信号,此时通过高温烘箱110产生高温对于复合膜片进行高温加热,同时真空吸附上夹头1220拉动复合膜片的上表面上升,实现厚度上的拉升,在拉升过程中出现某个吸盘单元2处脱离时,此时探针压力传感组件1230瞬间压力消失,此时启动驱动机构1240运动到对应的吸盘单元2处,此时电磁夹爪1250通电,松开吸盘单元2,通过驱动机构1240驱动吸盘单元2下降,从新接触复合膜片表面进行吸取,吸取成功后,推动吸盘单元2复位,避免出现个别吸盘单元2脱离造成的拉伸不均匀的情况,保证产品质量,实用性更强;同时通过拉升高度识别组件,快速精准的检测拉升幅度,保证厚度拉升到位。
31.所述驱动机构1240包括相对固定设置于真空吸附上夹头1220的支撑架3侧面的驱动电机1241、开设于支撑架3上的导槽1244以及转动安装于导槽1244内的单向往复丝杆组件1242以及转动安装于单向往复丝杆组件1242的活动螺母上同轴固定安装有齿轮件1243,所述真空吸附上夹头1220的吸盘单元2杆部沿着长度方向设置有可与齿轮件1243齿接的传动齿8。在驱动机构1240工作时,通过单向往复丝杆组件1242的丝杆部顺时针转动,从而驱动活动螺母沿着导轨方向运动,在到达指定位置后,丝杆部反向偏转,此时由于单向往复丝杆的特性,齿轮与丝杆相对固定状态,从而带动齿轮转动,此时齿轮与吸盘单元2杆部齿接,从而推动吸盘单元2下将从新吸附,结构更加简单,从而降低了整个机构的体积,实用性更强。
32.所述探针压力传感组件1230四周固定设置有安装杆4,且安装杆4的另一端与吸盘单元2的内壁固定连接,且吸盘单元2的工作面与探针压力传感组件1230的端部平齐。保证在吸盘单元2吸附成功后,可以立即挤压到探针压力传感组件1230产生压力信号,保证检测的精确性,并且避免探针压力传感组件1230影响到吸盘单元2的正常工作。
33.所述拉伸高度识别组件130包括贴设与高温烘箱110内壁的rfid标签1310以及与rfid标签1310触点连接自上而下设置于高温烘箱110内壁的的平行金属板1320,所述高温烘箱110的外侧设置rfid标签1310阅读器。
34.电容式传感器是一个具有可变参数的电容器。由绝缘介质分开的两个平行金属板组成平板电容器,当忽略边缘效应影响时,其电容量与真空介电常数e0(8,854x10
‑
1f/m)、极板间介质的相对介电常数er极板的有效面积 a 以及两极板间的距离 d 有关,即式中 d
‑‑
两平行极板之间的距离:a
‑‑
两平行极板的正对覆盖面积er
‑‑
介质材料的相对介电常数e0
‑‑
真空介电常数;c
‑‑
电容量。
35.当被测量使得上述式中的d、a或三个参数中任意一个发生变化时,都会引起电容量的变化,再通过测量电路就可转换为电量输出。因此,电容式传感器可分为变极距型、变面积型和变介质型三种类型。
36.首先通过平行技术板与高温烘箱110内部空间形成一个电容,高温烘箱110内部空间构成该电容的中间介质,在rfid标签1310阅读器发出磁场时,rfid标签1310产生感应电
流并向该电容输送电流,在拉升过程造成中间介质发生改变,从而电容也早变化,当检测到电容到达设定阈值后,表示拉升幅度达到标准,此时通过控制器立即停止拉升工作,可实时监控拉升情况,无需比对刻度,控制更加精准,无需开箱观察,实用性更强。
37.所述活动杆9插入支撑杆10内部,且活动杆9端部与支撑杆10之间压持设置有压缩弹簧11所述支撑架3通过连接杆与设置于正上方的活动杆9固定连接,所述高温烘箱110的底部滑动设置有一端与液压缸固定连接的支撑杆10,所述支撑杆10与活动杆9弹性连接,且支撑架3上设置有微型震动电机12。通过在每次拉升一定距离后通过启动微型震动电机12工作3
‑
5秒,保证拉升效果,避免持续拉升造成吸盘单元2处应力过大,造成脱落,并且增加震动后,可进一步加强膨体聚四氟乙烯面部植入体形成纤维网状结构。
38.所述微型震动电机12和驱动电机1241的外侧均设置有隔热罩5,保证各个元器件的正常工作,保证使用寿命。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。