技术特征:
1.一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,其特征在于:包括以下步骤;s1、膜状料的制备;s2、将s1步骤中制得的膜状料按模压模具大小尺寸裁切;s3、将s2步骤中裁切的膜片层叠至一定厚度放入模具中,合模后放置于模压机上进行模压复合粘接,模压参数设置为80
‑
120℃,15
‑
30mpa,40
‑
100min;s4、将s3步骤中的复合膜片进行脱油处理;s5、对s4中脱油后的复合膜片加热(温度设置为60℃
‑
280℃)后在拉伸机上进行长度和宽度方向的双向拉伸定型,拉伸倍率为1.5
‑
4倍;s6:、在高温拉伸烘箱内将经过双向拉伸过的复合层膜片进行加热(温度设置为50℃
‑
200℃)后,沿着复合层膜片的厚度方向进行拉伸,拉伸倍率为1
‑
5倍;s7、将s6步骤中拉伸后的复合膜片放入烘箱进行高温烧结,将复合膜片从烘箱中取出等待冷却,冷却拆模后得到膨体聚四氟乙烯片材;s8、最后对制得的膨体聚四氟乙烯片材进行分切雕刻。2.根据权利要求1所述的一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,其特征在于:s1中膜状料的制备包括以下步骤;a、原料混合:将少量溶剂油加入一定量的膨体聚四氟乙烯分散树脂中搅拌混匀,膨体聚四氟乙烯与溶剂油加入的质量比例为3:1;b、预压成坯:将混合原料放入柱形模具中,设置预压机压力10
‑
20bar与保压时间5
‑
10min,缓慢升压将物料压实,达到压力值后在此条件下保持5
‑
10分钟后缓慢卸压,脱模后得到柱形毛坯料;c、推压挤出:将得到的毛坯料进行推压,得到细圆柱棒料;d、将棒料放入双辊筒压延机压延成膜并收卷。3.根据权利要求2所述的一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,其特征在于:d步骤中双辊筒辊距应控制在1
±
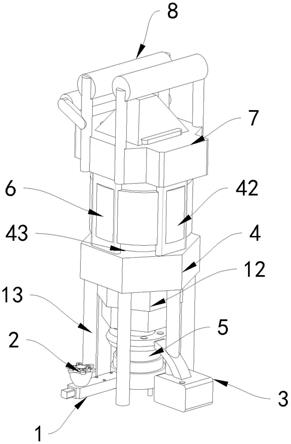
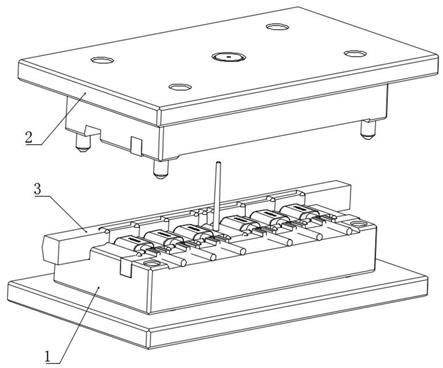
0.2mm的范围内。4.根据权利要求1所述的一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,其特征在于:所述s6和s7步骤中的高温拉伸烘箱(1)包括高温烘箱(110)以及设置于高温烘箱(110)内部的拉伸组件(120)以及设置于高温烘箱(110)内壁上的拉伸高度识别组件(130);所述拉伸组件(120)包括设置于高温烘箱(110)底端的真空吸附下夹头(1210)以及相对设置于真空吸附下夹头(1210)上方通过液压杆驱动升降的真空吸附上夹头(1220)、设置于真空吸附上夹头(1220)的吸盘单元(2)内的探针压力传感组件(1230)、设置于真空吸附上夹头(1220)上用于驱动单个吸盘单元(2)升降的驱动机构(1240)以及设置于真空吸附上夹头(1220)的支撑架(3)上用于夹取锁定吸盘单元(2)的电磁夹爪(1250),所述探针压力传感组件(1230)通过控制器与驱动机构(1240)的动力部电性连接;所述真空吸附上夹头(1220)的吸盘单元(2)滑动设置于支撑架(3)开设的开口槽(6)内,所述真空吸附上夹头(1220)以及真空吸附下夹头(1210)的吸盘单元(2)均通过软管连接负压发生机构。5.根据权利要求4所述的一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,其特征在于:所述驱动机构(1240)包括相对固定设置于真空吸附上夹头(1220)的支撑架(3)
侧面的驱动电机(1241)、开设于支撑架(3)上的导槽(1244)以及转动安装于导槽(1244)内的单向往复丝杆组件(1242)以及转动安装于单向往复丝杆组件(1242)的活动螺母上同轴固定安装有齿轮件(1243),所述真空吸附上夹头(1220)的吸盘单元(2)杆部沿着长度方向设置有可与齿轮件(1243)齿接的传动齿(8)。6.根据权利要求5所述的一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,其特征在于:所述探针压力传感组件(1230)四周固定设置有安装杆(4),且安装杆(4)的另一端与吸盘单元(2)的内壁固定连接,且吸盘单元(2)的工作面与探针压力传感组件(1230)的端部平齐。7.根据权利要求4所述一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,其特征在于:所述拉伸高度识别组件(130)包括贴设与高温烘箱内壁的rfid标签(1310)以及与rfid标签(1310)触点连接自上而下设置于高温烘箱(110)内壁的的平行金属板(1320),所述高温烘箱(110)的外侧设置rfid标签(1310)阅读器。8.根据权利要求5所述一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,其特征在于:所述支撑架(3)通过连接杆与设置于正上方的活动杆(9)固定连接,所述高温烘箱(110)的底部滑动设置有一端与液压缸固定连接的支撑杆(10),所述支撑杆(10)与活动杆(9)弹性连接,且支撑架(3)上设置有微型震动电机(12)。9.根据权利要求8所述一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,其特征在于:所述微型震动电机(12)和驱动电机(1241)的外侧均设置有隔热罩(5)。10.根据权利要求8所述一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,其特征在于:所述活动杆(9)插入支撑杆(10)内部,且活动杆(9)端部与支撑杆(10)之间压持设置有压缩弹簧(11)。
技术总结
本发明公开了一种三维立体的膨体聚四氟乙烯面部植入体的生产工艺,包括以下步骤;S1、膜状料的制备;S2、裁切;S3、模压成型;S4、脱油;S5、双向拉伸;S6:厚度方向上拉伸;S7、烧结熟化;S8、分切成型。在制备膨体聚四氟乙烯面部植入体的工艺当中,增加了在厚度方向上的拉伸这一步骤;经过三维方向拉伸过的膨体聚四氟乙烯面部植入体内部结构更加立体,具有多维柔韧性;另外还公开了面部植入体加工设备的高温拉伸烘箱,可实现远程自动监控拉伸高度,并且可精确检测吸附夹头的吸盘单元吸附情况,独立控制单个吸盘工作,保证拉升均匀度,避免出现部分位置吸附失效的情况,产品质量更加稳定,实用性更强。用性更强。用性更强。
技术研发人员:李锦蓓 刘媛
受保护的技术使用者:上海康宁医疗用品有限公司
技术研发日:2021.08.03
技术公布日:2021/11/4
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。