1.本发明涉及丁基橡胶挤塑加工生产装置技术领域,具体为一种具有自动覆膜纠正功能的丁基橡胶生产线。
背景技术:
2.现有技术中公开号为“cn211891695u”的一种高效新型的丁基卷材生产装置,属于丁基卷材生产技术领域,包括螺杆与料筒,所述螺杆设于所述料筒内,其末端连接有旋转电机,所述料筒与所述螺杆的首端对应位置处设有连通于注射机构的开口,所述料筒靠近所述螺杆末端的筒壁处开设有喂料口;还包括输送带,所述输送带由输送电机驱动,用于将所述丁基卷材的原材料输送入所述喂料口内。本实用新型设置输送带,自动连续地将原材料投喂到喂料口内,节省了人工投喂的成本投入,提高了投喂效率,降低生产成本。
3.但是上述该高效新型的丁基卷材生产装置在使用过程中仍然存在较为明显的缺陷:1、上述丁基卷材生产装置仅包括喂料和挤塑成型装置,在生产的后端还需要进一步对卷材进行加工,现有技术中的卷材生产装置多为分步加工方式,在加工过程中,卷材需要进行转场以完成后续加工步骤,因此在转移过程中,需要耗费人力和时间,进而降低了卷材的生产效率,费时费力;2、现有技术的丁基卷材在生产过程中通常需要对上下表面进行覆膜处理,而在覆膜过程中,由于卷材在输送带上移动容易发生偏移,发生偏移的卷材会造成在覆膜过程中出现覆膜不良的状况发生,从而影响卷材后期的使用效果,因此目前的丁基卷材生产线通常使用利用丝杆人工旋转的方式实现覆膜辊位置的调节,但卷材在输送过程中偏移的发生具有不确定性,因此通过人工纠正的方式难以保证卷材在偏移的第一时间进行纠正,进而影响卷材的质量。
技术实现要素:
4.本发明的目的在于提供一种具有自动覆膜纠正功能的丁基橡胶生产线,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:
6.一种具有自动覆膜纠正功能的丁基橡胶生产线,包括锥双喂料机构、单螺杆挤出机构、上下覆膜机构及自动收卷机构,所述锥双喂料机构的出料端与单螺杆挤出机构对接,所述单螺杆挤出机构的出料端通过挤塑模头与后端的上下覆膜机构对接,所述上下覆膜机构活动设置在输送线上;
7.所述上下覆膜机构包括设置于输送线上下两侧的上覆膜辊组和下覆膜辊组,所述上覆膜辊组和下覆膜辊组均围绕各自轴心作圆周运动,所述上覆膜辊组和下覆膜辊组一侧还活动设置有纠正气缸,所述纠正气缸推动上覆膜辊组和下覆膜辊组沿各自旋转轴心作轴向平移;
8.所述上下覆膜机构前端设置有红外偏移识别架,所述红外偏移识别架与plc总控电性连接,所述plc总控与纠正气缸电性连接。
9.优选的,所述上覆膜辊组包括一对上覆膜辊,所述下覆膜辊组包括一对下覆膜辊,所述上覆膜辊、下覆膜辊的同级辊轮之间交替运作。
10.优选的,所述上覆膜辊及下覆膜辊的轴心处均与覆膜电机固定连接,所述覆膜电机固定安装在活动座上,所述活动座底部开设有滑槽,所述滑槽与滑块配合,所述滑块固定安装在输送线上,所述纠正气缸的伸缩臂与活动座固定连接,所述纠正气缸固定安装在输送线上,所述上覆膜辊和下覆膜辊远离纠正气缸一端均活动卡设在支撑架上。
11.优选的,所述输送线上设置有皮带式输送机构,所述皮带式输送机构包括主动辊、传送带和若干配合辊。
12.优选的,所述输送线位于上下覆膜机构的后端从前至后还依次设置有气动升降压辊、分离切割刀组、升降压花辊及移动式切刀。
13.与现有技术相比,本发明的有益效果是:
14.1、本发明实现了丁基卷材从生产到加工以及最终收卷出库的整个生产流程,减少了卷材生产过程中因为转场而导致的生产效率地下等问题,提高了生产效率的同时,减轻了人工卷材转场负担,同时装置占地面积较小,提高了空间的利用率;
15.2、本发明在卷材覆膜过程中,能够实时监控卷材的偏移状况,并根据偏移状况实时调整上下覆膜机构的位置,进而保证卷材的表面能够进行充分覆膜,有效保证了卷材后期的使用效果及使用寿命。
16.本发明实现了丁基卷材从生产到加工以及最终收卷出库的整个生产流程,减少了卷材生产过程中因为转场而导致的生产效率地下等问题,同时能够实时监控卷材的偏移状况,并根据偏移状况实时调整上下覆膜机构的位置,进而保证卷材的表面能够进行充分覆膜,提高了生产效率的同时,减轻了人工卷材转场负担。
附图说明
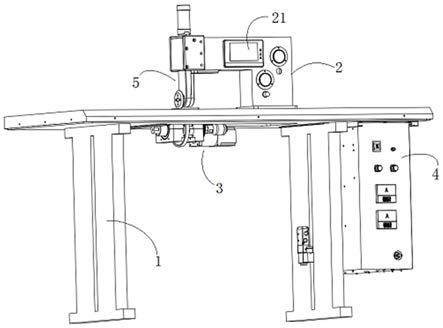
17.图1为本发明的整体结构立体示意图;
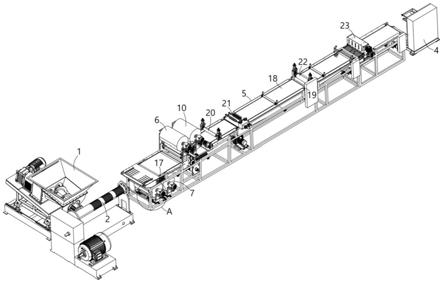
18.图2为本发明的整体结构俯视示意图;
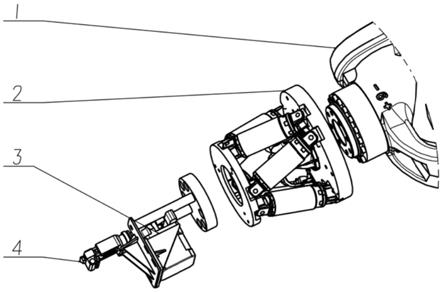
19.图3为本发明的下覆膜辊组整体结构立体示意图;
20.图4为本发明的下覆膜辊组俯视示意图;
21.图5为本发明的a区域放大结构示意图;
22.图6为本发明的b区域放大结构示意图;
23.图7为本发明的红外偏移识别架结构示意图。
24.图中:1锥双喂料机构、2单螺杆挤出机构、3上下覆膜机构、4自动收卷机构、5输送线、6上覆膜辊组、7下覆膜辊组、8纠正气缸、9红外偏移识别架、10上覆膜辊、11下覆膜辊、12覆膜电机、13活动座、14滑槽、15滑块、16支撑架、17主动辊、18传送带、19配合辊、20气动升降压辊、21分离切割刀组、22升降压花辊、23移动式切刀。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他
实施例,都属于本发明保护的范围。
26.实施例:
27.请参阅图1
‑
7,本发明提供一种技术方案:
28.实施例一:
29.一种具有自动覆膜纠正功能的丁基橡胶生产线,包括锥双喂料机构1、单螺杆挤出机构2、上下覆膜机构3及自动收卷机构4,锥双喂料机构1的出料端与单螺杆挤出机构2对接,单螺杆挤出机构2的出料端通过挤塑模头与后端的上下覆膜机构3对接,上下覆膜机构3活动设置在输送线5上;
30.上下覆膜机构3包括设置于输送线5上下两侧的上覆膜辊组6和下覆膜辊组7,上覆膜辊组6和下覆膜辊组7均围绕各自轴心作圆周运动,上覆膜辊组6和下覆膜辊组7一侧还活动设置有纠正气缸8,纠正气缸8推动上覆膜辊组6和下覆膜辊组7沿各自旋转轴心作轴向平移;
31.上下覆膜机构3前端设置有红外偏移识别架9,红外偏移识别架9与plc总控电性连接,plc总控与纠正气缸8电性连接。
32.在该实施例中,锥双进料机构1、单螺杆挤出机构2、上下覆膜机构3及自动收卷机构4组合形成完整的防水卷材生产线,其中,锥双进料机构1用于将原材料混合并投送至单螺杆挤出机构2内,原材料在单螺杆挤出机构2内熔融搅拌后通过内部设置的螺杆向后端进行输送,最终通过挤塑头进行挤塑成型,挤塑成型的连续性片状卷材通过输送线5进入上下覆膜机构3上进行覆膜,该实施例中的输送线5为主动辊17、传送带18和若干配合辊19组成的传送系统,通过主动辊17的旋转带动传送带18和若干配合辊19转动,进而将其上的卷材向后端进行输送,其中,上覆膜辊组6和下覆膜辊组7分别用于进行卷材上下两侧的覆膜工作,通过上覆膜辊组6和下覆膜辊组7将卷材进行覆膜后向后端进行输送,在覆膜过程中,由于卷材呈连续型柔软的片状结构,其在进入输送线5时容易发生偏移,而偏移后的卷材若未能及时与上覆膜辊组6和下覆膜辊组7配合,则会导致卷材局部未覆膜的情况,进而导致卷材后期寿命降低等问题,因此,本发明中通过在卷材进入输送线5的前端设置有红外偏移识别架9,通过红外偏移识别架9从而对卷材的偏移进行实时跟踪,并将偏移数据传送至plc总控中,并经过plc总控向纠正气缸8发送纠正指令,最终使得纠正气缸8伸缩带动上覆膜辊组6和下覆膜辊组7沿其轴向进行移动,从而对卷材的偏移进行有效补偿,保证了卷材上下均能有效且均匀覆膜,提高了卷材后期的使用寿命。
33.实施例二:
34.在该实施例中,上覆膜辊组6包括一对上覆膜辊10,下覆膜辊组7包括一对下覆膜辊11,上覆膜辊10、下覆膜辊11的同级辊轮之间交替运作,上覆膜辊组6和下覆膜辊组7均设置有备用辊,当正在工作中的上覆膜辊10或下覆膜辊11上的膜层耗尽后,通过备用的上覆膜辊10或下覆膜辊11可及时进行补充,从而在不停止的状态下完成膜材的安装,提高了生产效率。
35.实施例三:
36.在该实施例中,上覆膜辊10及下覆膜辊11的轴心处均与覆膜电机12固定连接,覆膜电机12固定安装在活动座13上,活动座13底部开设有滑槽14,滑槽14与滑块15配合,滑块15固定安装在输送线5上,纠正气缸8的伸缩臂与活动座13固定连接,纠正气缸8固定安装在
输送线5上,上覆膜辊10和下覆膜辊11远离纠正气缸8一端均活动卡设在支撑架16上,通过覆膜电机12的转动带动上覆膜辊10及下覆膜辊11转动,从而有效进行覆膜操作,通过将覆膜电机12设置在活动座13上,使得活动座13的平移能够带动上覆膜辊10或下覆膜辊11进行轴向平移,滑槽14和滑块15的配合保证了活动座13移动过程中的稳定性,进而有效进行卷材偏移的纠正。
37.实施例四:
38.在该实施例中,输送线5位于上下覆膜机构3的后端从前至后还依次设置有气动升降压辊20、分离切割刀组21、升降压花辊22及移动式切刀23,卷材在覆膜完成后,通过气动升降压辊20对覆膜完成的卷材进行挤压,从而保证卷材与膜层的充分配合,分离切割刀组21用于将卷材进行切割,升降压花辊22用于在膜层表面压出图案或花纹,移动式切刀23通过移动切割方式使得卷材的切口保持水平。
39.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。