1.本发明涉及颜料制备技术领域,尤其涉及一种非溶剂法生产包覆铝颜料的方法。
背景技术:
2.随着国内和国际上对铝颜料的物性需求不断提高,市场对高品质的铝颜料的需求越来越大。尤其是户外场所的使用,对铝颜料的耐酸碱性要求越来越高。现阶段生产包覆铝颜料的方法主要是通过对湿法生产的铝银浆进行二氧化硅重包处理,再烘干制成干的铝颜料,过程中使用乙醇、异丙醇等高voc排放的溶剂。该方法一次性解决包覆铝颜料的制备,不使用溶剂,无voc排放,无需冗长的生产步骤,同时通过研磨加入二氧化硅和聚四氟乙烯,所制备的铝银粉耐侯性、耐酸碱性大大提高。
3.专利号为cn101578339a公开了一种片状铝颜料的方法,包括下述步骤:a)提供表现出具有d粒,10<3.0微米、d粒,50<5.0微米和d粒,90<8.0微米的粒度分布的铝粒;b)使用研磨机,在溶剂和润滑剂及个体重量为1.2至13毫克的研磨介质的存在下,将a)中所述的铝粒研磨。
4.专利号为cn1784477a公开了一种制备铝颜料的方法,包括以下步骤:a)在研磨机中,在溶剂、润滑剂和单个重量为2
‑
13mg的磨介存在的条件下,将铝颗粒研磨15
‑
72小时成为铝颜料。
5.专利号为cn101396740a公开了一种高能球磨制备鳞片型锌铝粉的方法,该方法包括(1)球磨:在球磨机内加入研磨球,然后加入球状锌粉、球状铝粉、球磨油和球磨助剂,开机研磨,基于加入物质的总量,球状锌粉为40.0%~55.0%重量,球状铝粉为3.0%~8.0%重量,球磨油为35.0%~40.0%重量,球磨助剂为8.0%~15.0%重量,上述物质的重量百分比之和为100%;所述的球状锌粉和球状铝粉的粒度为100目~325目;(2)一次抽滤:将所得料浆放入抽滤罐中,抽滤出料浆中的球磨油,得到膏状的鳞片状锌铝粉;(3)膏状产品包装:经(1)(2)工序后的膏状鳞片状锌铝粉经包装后直接用于生产制备溶剂型的锌铝涂料;(4)清洗:经抽滤后的膏状粉料置于清洗罐内,加入球磨油和清洗剂后,搅拌清洗以去除包覆在鳞片型锌铝粉表面的球磨助剂;其中所述的清洗剂选自十二烷基二乙醇酰胺、脂肪醇聚氧乙烯醚、辛基酚聚氧乙烯醚或烷基磺酸钠;(5)二次抽滤:抽滤掉带有清洗剂与球磨助剂的球磨油;(6)烘干:彻底的除去剩余的球磨油,采用在烘干机中加温干燥的方式进行;(7)分散:将烘干后的粉料在分散机中处理,以消除鳞片状锌铝粉之间的粘结与团块状现象。
6.研究低成本同时能达到高要求的方法生产具有高耐侯性、高耐酸碱性的产品,具有革命性的意义。
技术实现要素:
7.基于背景技术存在的技术问题,本发明提出了一种非溶剂法生产包覆铝颜料的方法。
8.本发明提出的一种非溶剂法生产包覆铝颜料的方法,包括如下步骤:
9.s1选用球形铝粉、二氧化硅为原料,并将原料加入至球磨机中;
10.s2在球磨机中加入硬脂酸、聚四氟乙烯微粉为研磨助剂;
11.s3使用钢球或锆球作为球磨介质,对球形铝粉进行球磨,球磨过程使用氮气保护;
12.s4氮气保护干法球磨后,得到成品。
13.优选的,所述球形铝粉粒径为d502
‑
25μm。
14.优选的,所述二氧化硅为d501
‑
6μm,添加量为球形铝粉的2
‑
6wt%。
15.优选的,所述聚四氟乙烯微粉的粒径d501—5μm,添加量为球形铝粉的1
‑
3wt%。
16.优选的,所述硬脂酸的添加量为球形铝粉的4
‑
7wt%。
17.优选的,所述球磨介质不锈钢钢球或锆球的直径为0.4
‑
2.0mm。
18.优选的,所述球磨机采用1100mm*4000mm 304不锈钢材质,球磨机转速每分钟20
‑
30转。
19.优选的,所述球磨温度为40
‑
60℃,压力在15
‑
40kpa之间。
20.优选的,所述整个工序采用惰性气体保护,氧含量控制在1%
‑
3.5%之间。
21.优选的,所述平均粒径为4
‑
45m,径厚比可达到100:1以上。
22.本发明中,所述一种非溶剂法生产包覆铝颜料的方法,通过在球磨中加入二气化硅和聚四氟乙烯,让铝粉从球形研磨成片状的过程中同时包覆上述材料,简化了生产过程,提高了效率,同时生产了更好的产品。通过上述方法制备的铝颜料可在10%的氢氧化钠溶液中较长时间不变化,在5%含量硫酸中不变色。
23.本发明通过加入二氧化硅、聚四氟乙稀、硬脂酸对铝银粉进行包覆,达到耐酸碱的效果,且为干法生产,不添加溶剂助磨,制备的铝颜料粒径为d503
‑
45微米,白亮度高,环保,可用于对酸碱要求高的场所。
附图说明
24.图1为本发明提出的一种非溶剂法生产包覆铝颜料的方法的流程示意图。
具体实施方式
25.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
26.参照图1,一种非溶剂法生产包覆铝颜料的方法,包括如下步骤:
27.s1选用球形铝粉、二氧化硅为原料,并将原料加入至球磨机中;
28.s2在球磨机中加入硬脂酸、聚四氟乙烯微粉为研磨助剂;
29.s3使用钢球或锆球作为球磨介质,对球形铝粉进行球磨,球磨过程使用氮气保护;
30.s4氮气保护干法球磨后,得到成品。
31.本发明中,所述球形铝粉粒径为d502
‑
25μm。
32.本发明中,所述二氧化硅为d501
‑
6μm,添加量为球形铝粉的2
‑
6wt%。
33.本发明中,所述聚四氟乙烯微粉的粒径d501—5μm,添加量为球形铝粉的1
‑
3wt%。
34.本发明中,所述硬脂酸的添加量为球形铝粉的4
‑
7wt%。
35.本发明中,所述球磨介质不锈钢钢球或锆球的直径为0.4
‑
2.0mm。
36.本发明中,所述球磨机采用1100mm*4000mm 304不锈钢材质,球磨机转速每分钟20
‑
30转。
37.本发明中,所述球磨温度为40
‑
60℃,压力在15
‑
40kpa之间。
38.本发明中,所述整个工序采用惰性气体保护,氧含量控制在1%
‑
3.5%之间。
39.本发明中,所述平均粒径为4
‑
45m,径厚比可达到100:1以上。
40.实施例一
41.本实施例的非溶剂法生产包覆铝颜料的方法,具体步骤如下:使用球磨机采用1100mm*4000mm 304不锈钢材质,使用粒径为d502
‑
3μm的球形铝粉,加入球形铝粉重量比例2
‑
6wt%的二氧化硅,加入球形铝粉重量比例3wt%的聚四氟乙烯,加入球形铝粉重量比例5wt%的硬脂酸,以上四种物料使用混合机混合均匀,通过螺杆式进料机连续加入到球磨机中,球磨机速度每分钟25转,过程中使用惰性气体保护,每小时产量20
‑
25公斤,该实施例变量为二氧化硅的添加量,其它物料不变。如表一所述;
42.表一
[0043][0044]
实施例二
[0045]
使用球磨机同实施例二,使用粒径为d502
‑
3μm的球形铝粉,加入球形铝粉重量比例4wt%的二氧化硅,加入球形铝粉重量比例1
‑
3wt%的聚四氟乙烯,加入球形铝粉重量比例5wt%的硬脂酸,以上四种物料使用混合机混合均匀,通过螺杆式进料机连续加入到球磨机中,球磨机速度每分钟25转,过程中使用惰性气体保护,每小时产量20
‑
25公斤,该实施例变量为聚四氟乙烯的添加量,其它物料不变;如表二所述;
[0046]
表二
[0047][0048][0049]
实施例三
[0050]
使用球磨机同实施例二,使用粒径为d502
‑
3μm的球形铝粉,加入球形铝粉重量比例4wt%的二氧化硅,加入球形铝粉重量比例3wt%的聚四氟乙烯,加入球形铝粉重量比例4
‑
7wt%的硬脂酸,以上四种物料使用混合机混合均匀,通过螺杆式进料机连续加入到球磨机中,球磨机速度每分钟25转,过程中使用惰性气体保护,每小时产量20
‑
25公斤,该实施例变量为硬脂酸的添加量,其它物料不变。如表三所述;
[0051]
表三
[0052]
[0053][0054]
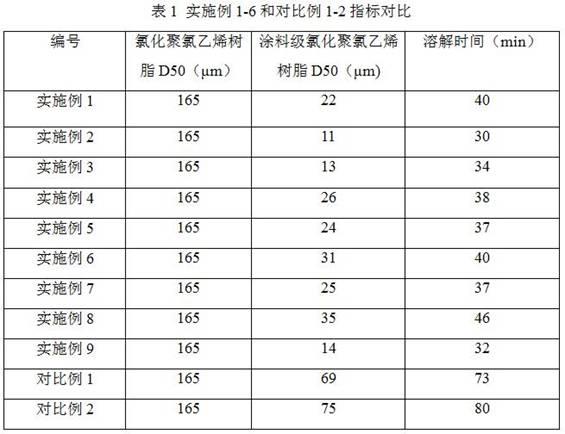
从表一到表三可以看出,当二氧化硅添加过少时,耐酸碱性差,过量时研磨性差,添加量4%时最优,聚四氟乙烯添加量过少时耐酸碱性差,添加量3%时最优,硬脂酸添加量5%,所表现的效果最佳。
[0055]
本发明:完全干法生产,整个生产过程中以惰性气体保护球磨没有voc等污染物排出,降低了生产和使用成本,成品为干式铝颜料,表面包覆一层致密的二氧化硅和聚四氟乙烯,在涂料中添加量约为0.8
‑
2%之间,就可以取得非常好的效果,可用于各种户外高耐侯要求场所,节约了资源,助进了环保事业的发展。
[0056]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。