1.本实用新型涉及氩弧焊充氩技术领域,尤其涉及一种管道氩弧焊充氩装置。
背景技术:
2.在大型管道的焊接过程中,若没有合适的焊缝保护措施时,管道背面的焊缝易腐蚀氧化,造成焊缝耐蚀性下降。为能保证管道氩弧焊的焊缝背面的焊接质量,通常采用在管道背面充氩的方法。在大型管道氩弧焊过程中常采用局部充氩法,现有的局部充氩法为:在管道内设置自动旋转的小型充氩盒,充氩盒的旋转速度控制在与焊接速度一致。但氩弧焊为手动焊接,速度不可控,会出现焊接速度与充氩盒的旋转速度不一致的情况,无法保证氩弧焊焊枪的枪头处于充氩范围内,进而影响到焊缝质量。
技术实现要素:
3.本实用新型的目的在于提供一种管道氩弧焊充氩装置,以解决现有技术中存在的充氩过程中无法保证氩弧焊焊枪的枪头处于充氩范围内的技术问题。
4.本实用新型为解决上述技术问题所采用的技术方案是:一种管道氩弧焊充氩装置,包括用于放入管道内焊接坡口附近位置处的固定架和与固定架相连的充氩机构,所述固定架包括圆环状的轴承座、均匀固定在轴承座外侧的多个固定杆和与固定杆可拆卸连接的调节杆,所述调节杆远离轴承座的一端设有用于与管道内壁相接触的支腿,所述轴承座通过被动自锁轴承转动连接有转轴,所述转轴远离轴承座的一侧固定有多个用于连接充氩机构的连接杆;
5.所述充氩机构包括用于向管道焊接坡口背面充氩的氩气罩和设在氩气罩底部的多个支撑杆,所述支撑杆与连接杆可拆卸连接,所述氩气罩顶面为敞口圆弧面,所述敞口圆弧面的圆心角为72度,所述固定架远离充氩机构的一侧设有电机,所述电机的输出轴通过被动自锁轴承与转轴相连,所述电机与外部控制器电连接,通过外部控制器可控制电机带动转轴分次转动72度。
6.进一步的,所述连接杆与支撑杆通过螺栓相连,连接杆上沿长度方向开有多个用于与支撑杆相连的螺栓孔,所述支撑杆上开有与螺栓孔相对应的螺栓过孔。
7.进一步的,所述固定杆与调节杆通过螺栓相连,固定杆上沿长度方向开有多个用于与调节杆相连的螺栓孔,所述调节杆上开有与螺栓孔相对应的螺栓过孔。
8.进一步的,中间的一根支撑杆上部氩气罩两侧位置处设有滚轮,两个滚轮分别用于与待焊接管道内壁相接触。
9.进一步的,所述氩气罩的底部两侧连接有两个扁状的喷头,所述喷头远离氩气罩的一端与充氩管相连。
10.根据上述技术方案,本实用新型的有益效果是:
11.1、本实用新型提供的管道氩弧焊充氩装置,其氩气罩的顶面弧长为管道内壁圆周长的五分之一,最开始氩弧焊接时,氩气罩位置不变,待即将焊接到下一段位置时,氩气罩
在电机的带动下转动72度,这样氩气罩只需转动四次即可满足整圈管道焊接的需要,减少了氩气使用量,能保证氩弧焊焊枪的枪头处于充氩范围,误差小,提高了焊缝质量。
12.2、连接杆与支撑杆之间,固定杆与调节杆之间均为可调节长度的螺栓连接,可通过调整螺栓孔及螺栓过孔的相对位置来适应不同直径大小的管道,通用性强。
附图说明
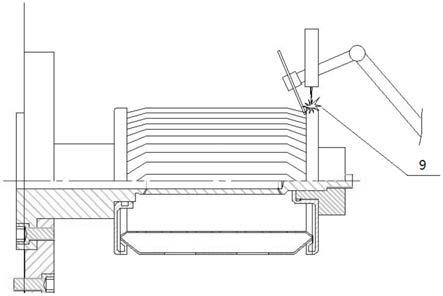
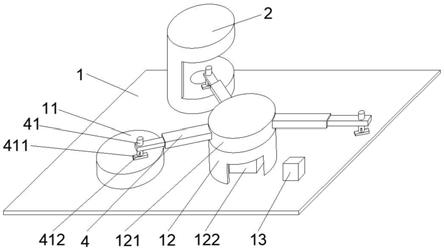
13.图1为本实用新型的结构示意图;
14.图2为本实用新型的右视示意图。
15.图中标记:1、管道,2、充氩管,3、喷头,4、滚轮,5、支撑杆,6、氩气罩,7、连接杆,8、转轴,9、轴承座,10、固定杆,11、支腿,12、调节杆,13、被动自锁轴承,14、电机。
具体实施方式
16.下面结合附图及具体实施例对本实用新型作进一步的详细说明。
17.如图1
‑
2所示,一种管道氩弧焊充氩装置,包括用于放入管道1内焊接坡口附近位置处的固定架和与固定架相连的充氩机构,所述充氩机构用于向管道1焊接坡口背面充氩。
18.所述固定架包括圆环状的轴承座9、均匀固定在轴承座9外侧的三个固定杆10和与固定杆10可拆卸连接的调节杆12。所述调节杆12远离轴承座9的一端设有用于与管道1内壁相接触的支腿11,所述支腿11远离调节杆12的顶面为圆弧面,所述圆弧面的曲率与管道1的曲率相同。所述固定杆10与调节杆12通过螺栓相连,固定杆10上沿长度方向开有多个用于与调节杆12相连的螺栓孔,所述调节杆12上开有与螺栓孔相对应的螺栓过孔,可通过调整螺栓孔及螺栓过孔的相对位置来适应不同直径大小的管道1。
19.所述轴承座9通过被动自锁轴承13转动连接有转轴8,所述转轴8远离轴承座9的一侧固定有三个用于连接充氩机构的连接杆7。
20.所述充氩机构包括用于向管道1焊接坡口背面充氩的氩气罩6和设在氩气罩6底部的三个支撑杆5。所述支撑杆5与连接杆7可拆卸连接。所述氩气罩6内部填充有一层黄铜材质的过滤网,氩气罩6顶面为敞口圆弧面,所述敞口圆弧面的圆心角为72度,敞口圆弧面的曲率与管道1的曲率相同,即氩气罩6的敞口圆弧面的弧长为管道1内壁圆周长的五分之一。
21.所述固定架远离充氩机构的一侧设有电机14,所述电机14的输出轴通过被动自锁轴承13与转轴8相连。电机14的输出轴接在被动自锁轴承13的主动端,电机14转动即可带动被动自锁轴承13的被动端的转轴8转动,但当被动自锁轴承13的主动端停止转动时,被动自锁轴承13的被动端自锁,不能带动主动端转动,这样可以使氩气罩6的位置不受重力的影响,保证其位置的准确性。
22.所述电机14与外部控制器电连接,通过外部控制器可控制电机14带动转轴8分次转动72度。最开始氩弧焊接时,氩气罩6的位置不变,待即将焊接到下一段位置时,电机14在控制器的控制下带动氩气罩6转动72度,即可保证下一段的焊接充氩,转动四次即可满足整圈管道1焊接的需要。管道1均分为五段位置,则氩气罩6的初始位置为第一段位置,在第一段位置末尾即将焊接到第二段位置时,控制电机14的转速即可使,氩气罩6转动到第二段位置时焊枪的枪头已处于第二段位置范围内,即可保证氩弧焊焊枪的枪头处于充氩范围。
23.所述连接杆7与支撑杆5通过螺栓相连,连接杆7上沿长度方向开有多个用于与支
撑杆5相连的螺栓孔,所述支撑杆5上开有与螺栓孔相对应的螺栓过孔。中间位置的一根支撑杆5上部氩气罩6两侧位置处设有滚轮4,两个滚轮4分别用于与待焊接管道1内壁相接触。
24.所述氩气罩6的底部两侧连接有两个扁状的喷头3,所述喷头3远离氩气罩6的一端与充氩管2相连,充氩管2远离喷头3的一端与外部充氩装置相连。充氩管2采用硬质胶皮管,保证充氩过程中不被高温烘烤中变形。
25.本实用新型的工作原理为:
26.使用时,先将转轴8和连接杆7与固定架一起支撑到管道1内焊接坡口附近位置处,之后将氩气罩6通过支撑杆5与连接杆7相连,此时氩气罩6位于管道1焊接坡口背面正下方位置处,根据氩气罩6的位置在管道1正面划线标注出第一段位置,模拟转动一圈即可在管道1标注出全部五段位置。
27.焊接之前,通过外部充氩装置控制焊缝背面提前送气,将空气排出后即可开始焊接,最开始氩弧焊接时,氩气罩6的位置不变,待即将焊接到下一段位置时,电机14在控制器的控制下带动氩气罩6转动72度,即可保证下一段的焊接充氩,转动四次即可满足整圈管道1焊接的需要,整个焊接过程中应不间断地向氩气罩6内充氩。
28.需要说明的是,上述实施例仅用来说明本实用新型,但本实用新型并不局限于上述实施例,凡是依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均落入本实用新型的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。