1.本发明涉及钢管加工设备技术领域,尤其是一种生产无缝钢管用燃气式热处理炉。
背景技术:
2.无缝钢管具有中空截面,大量用作输送流体的管道,如输送石油、天然气、煤气、水及某些固体物料等;无缝钢管与圆钢等实心钢材相比,在相同的抗弯抗扭强度下,无缝钢管的重量较轻;同时,无缝钢管也广泛用于制造结构件和机械零件,如石油钻杆、汽车传动轴、自行车架以及建筑施工中用的钢脚手架等,材料利用率高,制造工序简易,加工工时缩减;正是由于无缝钢管用途的特殊性,因此,在无缝钢管的生产过程中对其需要进行热处理,无缝钢管的热处理一般包括退火、正火、淬火和回火。
3.在现有技术中,例如专利公开号cn209989426u公开的热处理炉,其可在炉内进行预热,但与市场上大多的热处理炉相同,其结构较为复杂,钢管的进出料较为不便,进取料时人工进行容易被热空气烫伤,且需要人工对炉内的气压进行调节较为不便,同时在热处理的钢管取出后温度较高不适于后续的取料加工,存在安全隐患。
技术实现要素:
4.针对现有技术存在的不足,本发明的目的在于提供一种生产无缝钢管用燃气式热处理炉,用以解决上述背景技术中的技术问题。
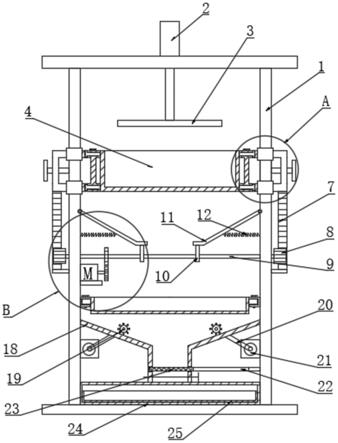
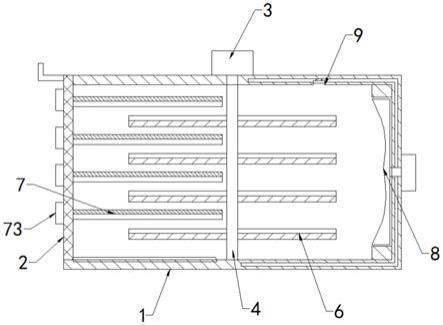
5.本发明的技术方案是这样实现的:一种生产无缝钢管用燃气式热处理炉,其特征在于:包括炉体,呈圆柱状;第一电机,安装在炉体上端中心处;旋转轴,竖直设置在炉体内部且受第一电机控制转动;隔板,设置为三块且周向均匀设置在旋转轴上;所述隔板将炉体内部分为送料腔、预热腔和加热腔,各隔板与炉体内壁密封连接;所述炉体上设置有炉门,所述炉门与送料腔连通,该炉门底部与炉体滑动连接;所述炉体内还设置有承料机构,固定在隔板上,用于放置钢管;送料机构,固定在炉门上,用于向承料机构上放置或取出钢管;其中,所述送料机构包括送料板,固定在炉门内侧;吸附铁板,固定于送料板底部;电磁控制组件,设于炉门外部,用于控制吸附铁板磁力的通断;当炉门关闭时,送料板位于承料机构上方且与承料机构间隔设置,所述送料板设置为绝缘材质。
6.优选为:所述承料机构包括若干个沿高度方向均匀设置的承料单元,各承料单元包括支撑板,呈扇形结构,两端固定在隔板上;承料板,固定在支撑板上端;所述送料板的数量与承料单元的的数量相对应,当炉门关闭时,各送料板均对应位于一个承料单元上端;且吸附铁板与承料板之间的间隔大于钢管的直径。
7.优选为:所述承料板上端设置有若干个第一固定槽,各第一固定槽绕旋转轴周向均匀设置,所述吸附铁板下端对应第一固定槽设置有第二固定槽,所述第一固定槽和第二固定槽均呈弧形结构。
8.优选为:所述加热腔内设置有若干烧嘴,各烧嘴均嵌设于炉体内壁上,所述加热腔
内还设置有扰流机构,所述扰流机构嵌设在炉体内壁上,所述扰流机构包括第二电机,安装在炉体外壁上;转盘,设于加热腔内,且受第二电机控制转动;所述转盘朝向承料机构的一侧开设有扰流槽,所述扰流槽内安装有螺旋肋条。
9.优选为:所述炉体上在加热腔处设置有保温机构,所述保温机构包括保温通道,开设在炉体内侧壁上,且包裹加热腔设置;控压机构;其中,炉体上开设有连通加热腔和保温通道的排气口,所述控压机构设置在排气口上,所述控压机构包括密封塞,可启闭所述排气口;弹簧,其两端分别固定在密封塞和保温通道内。
10.优选为:所述隔板包括加强板,设置为两块;石棉隔热层,设于两块加强板之间;耐腐蚀层;设于加强板远离石棉隔热层的一端;所述耐腐蚀层上设置有吸附槽,所述吸附槽内设有活性炭吸附剂,所述隔板上下两端均设置有密封层,所述隔板下端在密封层内还嵌设有滑块。
11.优选为:所述预热腔内设置有预热机构,所述预热机构包括输气管,连通保温通道和预热腔;预热管,位于预热腔内,嵌设于炉体内壁上,且与输气管连通;喷气嘴,安装在预热管上,其输出端朝向承料机构;所述输气管上安装有测压仪和电控阀门。
12.优选为:所述预热机构还包括风机,嵌设于炉体内壁上;加热器,安装在风机的输出端上;所述风机的输出端朝向预热腔。
13.优选为:所述炉门上还设置有冷却机构,所述冷却机构包括输送泵,安装在炉门上;冷气源,与输送泵的输入端连接,用于向输送泵提供冷气;冷却通道,开设于吸附铁板上;冷却管,安装在输送泵的输出端上,连通输送泵和冷却通道;冷却孔,开设在吸附铁板上,连通冷却通道和吸附铁板下端。
14.优选为:所述冷却孔与第二固定槽错位设置,所述冷却孔的输出端朝第二固定槽倾斜。
15.本发明的有益效果是:
16.(1)将炉体内部分为送料腔、预热腔和加热腔三个腔体,且通过第一电机控制钢管在三个腔体内输送工作,且三个腔体可实现同步工作,同时对三各批次的钢管进行处理,当第一批次的钢管加热后需要取出和重新进料钢管时转动至送料腔进行出料和进料,第二批次内的钢管从送料腔转动至预热腔进行预热,第三批次的钢管从预热腔进入加热腔进行加热,达到同时对多个批次的钢管进行加工和连接热处理的目的,大幅度提高了生产效率。
17.(2)将送料机构设置在炉门上,在进料和取料时钢管都随着送料机构在炉体外部,进料和取料时不用进入高温的炉体内,安全性高,工作人员不易被烫伤;通过送料机构的设置,通过控制电磁控制组件控制吸附铁板对钢管的吸附达到进料和取料的目的,通过磁力的通断实现整体的进料和出料,进出料方便,安全性高,提高工作效率。
18.(3)通过扰流机构的设置,在钢管加热时,启动第二电机,第二电机带动转盘转动,通过扰流槽和螺旋肋条的设置,带动加热腔内的热空气以螺旋的方式在加热腔中部转动,气体充分与钢管接触,同时以螺旋的方式将大部分热空气聚集在加热腔中部,减少加热腔边沿的热气流动,在使钢管充分受热的同时,减少热量通过炉体侧壁流失,提高钢管加热的稳定性。
19.(4)通过保温机构的设置,加热腔内高温高压,随着加热腔内的气压升高,挤压排气口内的密封塞,当气压达到一定程度时其施加给密封塞的压力大于弹簧的弹力将密封塞
向上推动,此时热气流通过排气口进入到保温通道内,在压力减小后,密封塞向下移动重新闭合排气口,在起到自动控制加热腔内气压的同时,热气流进入保温通道,将炉体内壁形成多道隔热层,在散失热量时由保温通道内的热量先散失,而加热腔会向保温通道提供热空气,保温通道又对加热腔进行保温,大幅度提高加热腔内部的保温效果。
20.(5)通过预热机构的设置,将加热腔内由于高压排出的热气流从保温通道通过输气管输送至预热管内,并由喷气嘴将热空气吹向钢管,对钢管进行预热,且可通过观察测压仪检测加热腔内的气压是否稳定,可通过电控阀门的关闭进行检修,检测故障;同时通过风机和加热器的设置,形成热空气,在加热腔内排出的热空气不足以进行预热时,进行辅助预热。
21.(6)通过冷却机构的设置,在钢管出料时,采用吸附铁板对钢管进行吸附,同时启动输送泵,将冷空气通过冷却管输送至吸附铁板的冷却通道内,直接在出料时将冷空气吹向钢管对钢管进行初步降温,保证后续取料加工的安全性;在取料的同时即可达到对钢管的初步冷却,提高生产效率。
附图说明
22.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
23.图1为本发明具体实施方式的透视结构示意图;
24.图2为本发明具体实施方式的俯视结构示意图;
25.图3为本发明具体实施方式中第一固定槽的结构示意图;
26.图4为本发明具体实施方式中转盘的结构示意图;
27.图5为本发明具体实施方式中保温机构的结构示意图;
28.图6为图5中a处的放大示意图;
29.图7为本发明具体实施方式中隔板的结构示意图;
30.图8为本发明具体实施方式中预热机构的结构示意图;
31.图9为本发明具体实施方式中冷却机构的结构示意图;
32.图10为本发明具体实施方式中冷却孔的结构示意图;
33.图中示例为:1炉体,1a送料腔,1b预热腔,1c加热腔,2炉门,3第一电机,4旋转轴,5隔板,6承料机构,7送料机构,8扰流机构,9保温机构,10 预热机构,11冷却机构;
34.51加强板,52石棉隔热层,53耐腐蚀层,54吸附槽,55密封层,56滑块;
35.61支撑板,62承料板,63第一固定槽;
36.71送料板,72吸附铁板,73电磁控制组件,74第二固定槽;
37.81烧嘴,82第二电机,83转盘,84扰流槽,85螺旋肋条;
38.91保温通道,92排气口,93密封塞,94弹簧;
39.101输气管,102预热管,103喷气嘴,104测压仪,105电控阀门,106风机,107加热器;
40.111输送泵,112冷气源,113冷却通道,114冷却管,115冷却孔。
具体实施方式
41.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
42.实施例1
43.如图1~图8所示,本发明公开了一种生产无缝钢管用燃气式热处理炉,在本发明的具体实施方式中,包括炉体1,呈圆柱状;第一电机3,安装在炉体1上端中心处;旋转轴4,竖直设置在炉体1内部且受第一电机3控制转动;隔板5,设置为三块且周向均匀设置在旋转轴4上;所述隔板5将炉;体内部分为送料腔1a、预热腔1b和加热腔1c,各隔板5与炉体1内壁密封连接;所述炉体1上设置有炉门2,所述炉门2与送料腔1a连通,该炉门2底部与炉体1滑动连接;所述炉体1内还设置有承料机构6,固定在隔板5上,用于放置钢管;送料机构7,固定在炉门2上,用于向承料机构6上放置或取出钢管;其中,所述送料机构7包括送料板71,固定在炉门2内侧;吸附铁板72,固定于送料板底部;电磁控制组件73,设于炉门2外部,用于控制吸附铁板磁力的通断;当炉门2关闭时,送料板位于承料机构上方且与承料机构间隔设置,所述送料板设置为绝缘材质,将送料板设置成绝缘材质可避免对吸附铁板的电磁吸附工作产生影响。
44.在本实施例中,所述承料机构6包括若干个沿高度方向均匀设置的承料单元,各承料单元包括支撑板61,呈扇形结构,两端固定在隔板5上;承料板62,固定在支撑板61上端;所述送料板71的数量与承料单元的的数量相对应,当炉门2关闭时,各送料板均对应位于一个承料单元上端;且吸附铁板与承料板 62之间的间隔大于钢管的直径。
45.在本实施例中,所述承料板上端设置有若干个第一固定槽63,各第一固定槽63绕旋转轴周向均匀设置,所述吸附铁板下端对应第一固定槽63设置有第二固定槽74,所述第一固定槽和第二固定槽74均呈弧形结构。
46.在进料时,先将炉门滑动拉出,使送料板位于炉体外部,然后启动电磁控制组件,使吸附铁板上产生吸附的磁力,然后将待加工的钢管对应第二固定槽吸附在吸附铁板下端,将各吸附铁板下端的钢管都吸附安装好后,推动关闭炉门,此时钢管进入送料腔内,在炉门关闭后,此时钢管位于承料板的第一固定槽上端,关闭电磁控制单元,使吸附铁板失去吸附力,钢管由于自身重力向下掉落至第一固定槽上,由承料板进行支撑,此时进料完成;
47.然后,启动第一电机带动旋转轴转动,隔板随之转动,将钢管转动输送至预热腔内,由预热腔进行预热,在转动的同时,在加热腔内加热完成的钢管转动输送至送料腔内,进行对热处理后的钢管取料,具体为:启动电磁控制组件,使吸附铁板上产生吸附的磁力,将承料板上的钢管重新吸附至吸附铁板上,然后打开移出炉门,此时钢管随着吸附铁板一并移出,关闭电磁控制组件,使吸附铁板上失去磁力,通过工具进行接取即可。
48.通过上述技术方案,将炉体内部分为送料腔、预热腔和加热腔三个腔体,且通过第一电机控制钢管在三个腔体内输送工作,且三个腔体可实现同步工作,同时对三各批次的钢管进行处理,当第一批次的钢管加热后需要取出和重新进料钢管时转动至送料腔进行出料和进料,第二批次内的钢管从送料腔转动至预热腔进行预热,第三批次的钢管从预热腔进入加热腔进行加热,达到同时对多个批次的钢管进行加工和连接热处理的目的,大幅度
提高了生产效率。
49.同时,将送料机构设置在炉门上,在进料和取料时钢管都随着送料机构在炉体外部,进料和取料时不用进入高温的炉体内,安全性高,工作人员不易被烫伤;通过送料机构的设置,通过控制电磁控制组件控制吸附铁板对钢管的吸附达到进料和取料的目的,通过磁力的通断实现整体的进料和出料,进出料方便,安全性高,提高工作效率。
50.此外,通过第一固定槽和第二固定槽的设置,便于在吸附进料时,将钢管直接吸附在第二固定槽内,进料方便,且排列整齐,充分利用面积达到最大程度进料,同时进料时钢管从第二固定槽直接进入第一固定槽,避免钢管进料时在承料板上滚动,保证了钢管热处理的稳定性。
51.在本实施例中,所述加热腔1c内设置有若干烧嘴81,各烧嘴81均嵌设于炉体1内壁上,所述加热腔1c内还设置有扰流机构8,所述扰流机构8嵌设在炉体1内壁上,所述扰流机构包括第二电机82,安装在炉体1外壁上;转盘83,设于加热腔1c内,且受第二电机82控制转动;所述转盘83朝向承料机构的一侧开设有扰流槽84,所述扰流槽84内安装有螺旋肋条85。
52.通过上述技术方案,通过扰流机构的设置,在钢管加热时,启动第二电机,第二电机带动转盘转动,通过扰流槽和螺旋肋条的设置,带动加热腔内的热空气以螺旋的方式在加热腔中部转动,气体充分与钢管接触,同时以螺旋的方式将大部分热空气聚集在加热腔中部,减少加热腔边沿的热气流动,在使钢管充分受热的同时,减少热量通过炉体侧壁流失,提高钢管加热的稳定性。
53.在本实施例中,所述炉体1上在加热腔1c处设置有保温机构9,所述保温机构9包括保温通道91,开设在炉体1内侧壁上,且包裹加热腔1c设置;控压机构;其中,炉体1上开设有连通加热腔1c和保温通道的排气口92,所述控压机构设置在排气口92上,所述控压机构包括密封塞93,可启闭所述排气口;弹簧94,其两端分别固定在密封塞和保温通道内。
54.通过上述技术方案,通过保温机构的设置,加热腔内高温高压,随着加热腔内的气压升高,挤压排气口内的密封塞,当气压达到一定程度时其施加给密封塞的压力大于弹簧的弹力将密封塞向上推动,此时热气流通过排气口进入到保温通道内,在压力减小后,密封塞向下移动重新闭合排气口,在起到自动控制加热腔内气压的同时,热气流进入保温通道,将炉体内壁形成多道隔热层,在散失热量时由保温通道内的热量先散失,而加热腔会向保温通道提供热空气,保温通道又对加热腔进行保温,大幅度提高加热腔内部的保温效果。
55.在本实施例中,所述隔板5包括加强板51,设置为两块;石棉隔热层52,设于两块加强板51之间;耐腐蚀层53;设于加强板远离石棉隔热层的一端;所述耐腐蚀层53上设置有吸附槽,所述吸附槽54内设有活性炭吸附剂,所述隔板5上下两端均设置有密封层55,所述隔板5下端在密封层内还嵌设有滑块56。
56.通过上述技术方案,在隔板中,加强板主要起到提高结构强度的作用;石棉隔热层提高隔板的隔热性,避免加热腔的热量向预热腔和送料腔传递,提高保温性;吸附槽的设置,对炉体内的灰尘等杂质进行一定的吸附,保证钢管的质量;密封层的设置,避免加热腔的热气流向预热腔和送料腔流通,提高保温性;滑块的设置,减少隔板与炉体底部的摩擦,同时避免下端的密封层受到挤压失效。
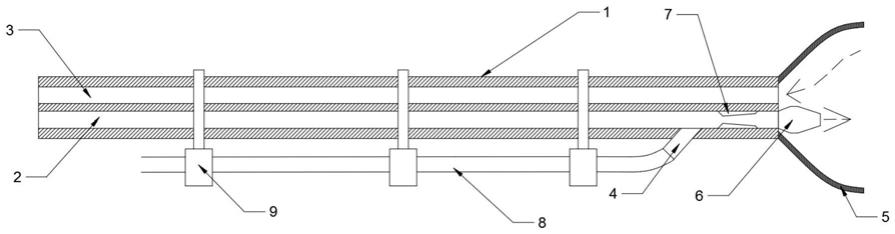
57.在本实施例中,所述预热腔1b内设置有预热机构10,所述预热机构10包括输气管101,连通保温通道和预热腔1b;预热管102,位于预热腔1b内,嵌设于炉体1内壁上,且与输
气管连通;喷气嘴103,安装在预热管上,其输出端朝向承料机构;所述输气管上安装有测压仪104和电控阀门105。
58.在本实施例中,所述预热机构还包括风机106,嵌设于炉体1内壁上;加热器107,安装在风机的输出端上;所述风机的输出端朝向预热腔1b。
59.通过上述技术方案,通过预热机构的设置,将加热腔内由于高压排出的热气流从保温通道通过输气管输送至预热管内,并由喷气嘴将热空气吹向钢管,对钢管进行预热,且可通过观察测压仪检测加热腔内的气压是否稳定,可通过电控阀门的关闭进行检修,检测故障;同时通过风机和加热器的设置,形成热空气,在加热腔内排出的热空气不足以进行预热时,进行辅助预热。
60.实施例2
61.如图9和图10所示,本实施例与上述实施例的不同之处在于:在本实施例中,所述炉门2上还设置有冷却机构11,所述冷却机构11包括输送泵111,安装在炉门2上;冷气源112,与输送泵的输入端连接,用于向输送泵提供冷气;冷却通道113,开设于吸附铁板上;冷却管114,安装在输送泵的输出端上,连通输送泵和冷却通道;冷却孔115,开设在吸附铁板上,连通冷却通道和吸附铁板下端,在本实施例中,冷气源可以是空气制冷设备。
62.在本实施例中,所述冷却孔与第二固定槽错位设置,所述冷却孔的输出端朝第二固定槽倾斜,避免影响钢管的吸附,保证冷空气吹向钢管。
63.通过上述技术方案,通过冷却机构的设置,在钢管出料时,采用吸附铁板对钢管进行吸附,同时启动输送泵,将冷空气通过冷却管输送至吸附铁板的冷却通道内,直接在出料时将冷空气吹向钢管对钢管进行初步降温,保证后续取料加工的安全性;将冷却机构与炉门一体化设置,在取料的同时即可达到对钢管的初步冷却,提高生产效率。
64.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。