1.本实用新型涉及一种阀体珩磨夹具,特别是一种用于多工位,不停机的阀体珩磨夹具。
背景技术:
2.目前,立式珩磨大都设有多工位,但是大多数设备安装工件时候,会对设备停机,影响加工效率,通过珩磨杆带动珩磨头上的油石转动并轴向移动对工件内孔珩磨,珩磨头内还设有涨缩机构使油石座产生径向涨出,并与工件内孔接触且涨紧,在实际生产中由于夹具放不平,或者位置有偏差容易碰伤零件或者顶伤珩磨头,影响产品质量,降低加工效率,工具的实用寿命也达不到设计要求,大大的增加了企业的生产成本。
技术实现要素:
3.针对上述现有技术中存在的缺陷,本实用新型所要解决的技术问题是提供一种稳定性好,速度坏,能避免碰伤工件,提高加工效率,提高珩磨头实用寿命,从而能提高珩磨质量的阀体珩磨夹具,降低企业的生产成本。
4.为了解决上述技术问题,本实用新型采用的技术方案是:一种阀套珩磨夹具,由夹具基体和内夹具体构成,所述夹具基体内配合连接内夹具体;所述夹具基体中的外部底座侧面分别固定连接左右侧板,所述外部底座内通过螺纹衬套固定连接底板,所述底板上面固定连接前后侧板,所述左右侧板和前后侧板上通过销轴和内六角平端紧定螺钉安装浮动环,并使浮动环始终保持水平的位置;所述内夹具体中的定位底座中放置调整垫,所述定位底座上端通过盖板与挡板座及左挡板固定连接,所述定位底座与盖板之间的空隙中滑动配合连接插板,所述插板的右端固定连接右挡板,所述插板的左端穿过定位底座与盖板空隙后依次连接吸扭销、卡板、压缩弹簧形成一整体部件,所述吸扭销后端与挡板座连接。
5.进一步,所述外部底座内通过螺纹衬套连接调整环,所述调整环通过内六角平端紧定螺钉安装在螺纹衬套上。
6.进一步,在工件放入后,所述吸扭销通过压缩弹簧锁住工件。
7.进一步,所述内夹具体与夹具基体通过内六角圆柱头螺钉固定连接。
8.进一步,所述阀套珩磨夹具通过内六角圆柱头螺钉安装在机床上。
9.本实用新型的有益效果是:
10.以夹具基体为基准,螺纹衬套、浮动环、调整环通过圆柱销的连接达到修正角度,使其保持在水平的角度,稳定内夹具的位置,在内夹具体中,通过定位底座快速的定位加工工件的中心点,通过插板与吸扭销、弹簧的组装固定住加工工件,达到快速安装又方便的效果。通过机床与阀体珩磨夹具同步技改,达到六轴八工位即在加工的同时又有两个空的夹具可以放置工件,做到不停机就换工件,提高生产效率。
11.本实用新型提供的阀体珩磨夹具,只需根据所加工尺寸,选择不同型号的阀体珩磨夹具进行覆盖即可满足不同孔径的加工要求,能珩磨加工多种尺寸的孔,具有通用性好
的特点。
附图说明
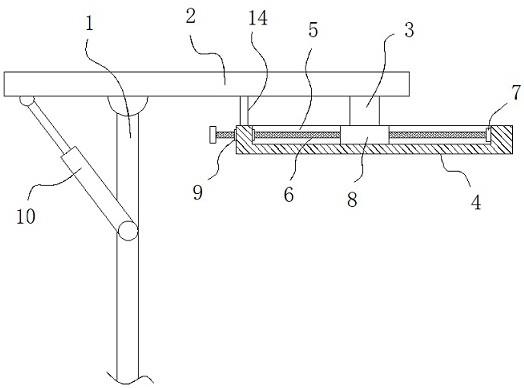
12.图1是本实用新型的阀体珩磨夹具的夹具基体装配主剖视图;
13.图2是图1中沿a
‑
a的剖视图;
14.图3是图1的俯视图;
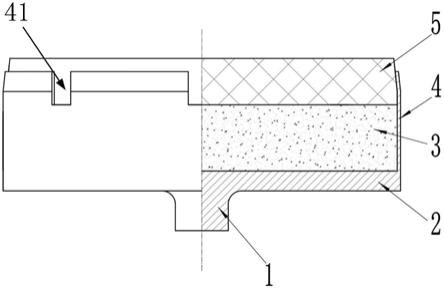
15.图4是本实用新型的阀体珩磨夹具的内夹具体主剖视图;
16.图5是图4的左部视图;
17.图6是图4的俯视图;
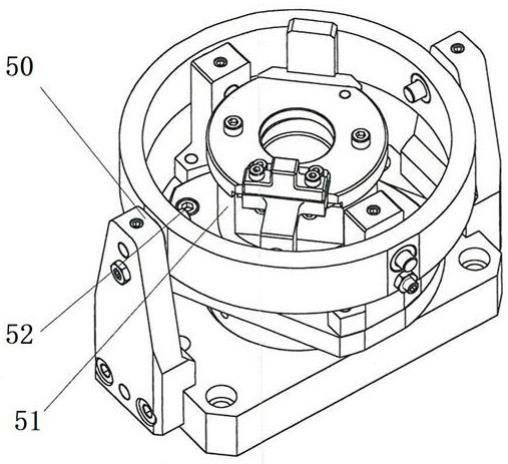
18.图7是本实用新型的阀体珩磨夹具的总装图;
19.图8是本实用新型的阀体珩磨夹具安装在机床上示意图;
20.图9是第一修正套示意图;
21.图10是第二修正套示意图。
具体实施方式
22.以下结合附图说明对本实用新型的实施例作进一步详细描述,但本实施例并不用于限制本实用新型,凡是采用本实用新型的相似结构及其相似变化,均应列入本实用新型的保护范围。
23.如图7所示,一种阀体珩磨夹具,由夹具基体50和内夹具体51构成。夹具基体50和内夹具体51之间配合连接,实现定位工件,提高加工效率。
24.如图1至图3所示,夹具基体中的外部底座1与左右侧板3之间通过圆柱销2和内六角圆柱头螺钉12固定连接,外部底座1内通过螺纹衬套14连接调整环13,螺纹衬套14上面通过圆柱销11连接底板9,调整环13通过内六角平端紧定螺钉7安装在螺纹衬套14上,底板9上面通过内六角圆柱头螺钉15固定连接前后侧板16,浮动环10通过销轴6和内六角平端紧定螺钉7安装在左右侧板3和前后侧板16上,并且在浮动环10上装上六角薄螺母5与内六角平端紧定螺钉4,安装后,由于前后侧板16,左右侧板3的原因,浮动环10可以始终保持水平的位置,达到设计效果。
25.如图4至图6所示,内夹具体中的调整垫22放入定位底座21,调整垫22可以根据要求修改尺寸,盖板31与挡板座22之间通过内六角圆柱头螺钉25固定连接,挡板座22上通过内六角圆柱头螺钉固定连接左挡板23,整体安装后通过内六角圆柱头螺钉29固定在定位底座21上,插板28右边通过内六角圆柱头螺钉29与右挡板30连接,插板28左边穿过定位底座21与盖板31空隙后依次连接吸扭销27、卡板26、压缩弹簧24形成一整体部件,吸扭销27端与挡板座22连接,使该整体部件的位置在右挡板30与左挡板23之间的水平线上,整体安装后,使吸扭销27在工件放入后,依靠压缩弹簧24锁住工件,安装方便又快速的目的。
26.如图7所示,将内夹具体51与夹具基体50通过内六角圆柱头螺钉52连接,再将整套夹具体通过内六角圆柱头螺钉53安装在机床上,见图8。并用第一、二修正套54、55来修正刀具,见图9,10。
27.加工前,将刀具放入第一、二修正套54、55修正合格后,将工件快速方便放入夹具体内,夹具体在加工前与加工中始终保持水平的位置,从而提高加工效率,提高珩磨头实用
寿命,从而能提高珩磨质量的阀体珩磨夹具,降低企业的生产成本的目的
28.该阀体珩磨夹具通过浮动环以及前后侧板,左右侧板的设计相互作用,修正角度,达到运行前和运行后保持角度不变,始终在水平线位置。
29.内夹具体与夹具基体的设计,使加工时,工件又能快速灵活的安装,提高效率。
30.本实用新型实施例中,浮动环以及前后侧板,左右侧板与底座的同心度,垂直度,对称度必须达到设计要求,本实用新型实施例中,内夹具体与夹具基体同心度,垂直度,对称度必须达到设计要求,抵消珩磨头与零件接触的误差,从而达到提高产品质量的效果。
31.当需要改变工件加工尺寸时,根据加工尺寸,改变夹套,或者改变阀体珩磨夹具的尺寸皆可以满足生产需要。
技术特征:
1.一种阀体珩磨夹具,由夹具基体和内夹具体构成,其特征在于:所述夹具基体内配合连接内夹具体;所述夹具基体中的外部底座侧面分别固定连接左右侧板,所述外部底座内通过螺纹衬套固定连接底板,所述底板上面固定连接前后侧板,所述左右侧板和前后侧板上通过销轴和内六角平端紧定螺钉安装浮动环,并使浮动环始终保持水平的位置;所述内夹具体中的定位底座中放置调整垫,所述定位底座上端通过盖板与挡板座及左挡板固定连接,所述定位底座与盖板之间的空隙中滑动配合连接插板,所述插板的右端固定连接右挡板,所述插板的左端穿过定位底座与盖板空隙后依次连接吸扭销、卡板、压缩弹簧形成一整体部件,所述吸扭销后端与挡板座连接。2.根据权利要求1所述的阀体珩磨夹具,其特征在于:所述外部底座内通过螺纹衬套连接调整环,所述调整环通过内六角平端紧定螺钉安装在螺纹衬套上。3.根据权利要求1所述的阀体珩磨夹具,其特征在于:在工件放入后,所述吸扭销通过压缩弹簧锁住工件。4.根据权利要求1所述的阀体珩磨夹具,其特征在于:所述内夹具体与夹具基体通过内六角圆柱头螺钉固定连接。5.根据权利要求1所述的阀体珩磨夹具,其特征在于:所述阀体珩磨夹具通过内六角圆柱头螺钉安装在机床上。
技术总结
本实用新型涉及一种阀体珩磨夹具,由夹具基体和内夹具体构成,夹具基体内配合连接内夹具体;夹具基体的外部底座侧面分别固定连接左右侧板,外部底座内通过螺纹衬套固定连接底板,底板上面固定连接前后侧板,左右侧板和前后侧板上通过销轴和内六角平端紧定螺钉安装浮动环,内夹具体中的定位底座中放置调整垫,定位底座上端通过盖板与挡板座及左挡板固定连接,定位底座与盖板之间的空隙中滑动配合连接插板,插板的右端固定连接右挡板,插板的左端依次连接吸扭销、卡板、压缩弹簧形成一整体部件,吸扭销后端与挡板座连接。本实用新型提供的阀体珩磨夹具,能珩磨加工多种尺寸的孔,客户可根据孔的尺寸,修改内夹具体的尺寸,方便快捷。便快捷。便快捷。
技术研发人员:沈浩
受保护的技术使用者:江苏科集精密机械有限公司
技术研发日:2021.03.09
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。