一种12v7ah铅酸蓄电池铸焊模具
技术领域
1.本实用新型涉及的是一种12v7ah铅酸蓄电池铸焊模具,属于蓄电池生产设备技术领域。
背景技术:
2.绝大多数铅酸蓄电池都是由外壳及其内的若干单体电池构成,每个单体电池由正极板与负极板交替叠装而成,正、负极板之间通过agm隔板隔开,单体电池上的正、负极板极耳是通过铸焊工艺焊接在一起。
3.生产工艺步骤一般为:(1)将铸焊模具放入熔融状态的铅合金铸焊液中,使铸焊液充满模具的成型单元及极柱坑,用耐高温的刮板将模具表面刮平;(2)将固定在一起的电池单体电极板对准相应的成型单元插入模具中,使正、负极极耳分别插入模具中的铸焊液中;(3)待铸焊液凝固,脱去模具,即使每个电池单体上分别形成正、负极集流排和正、负极极柱。
4.现有技术中,在铸焊12v7ah铅酸蓄电池时,由于铸焊液中铅密度较大,铸焊模具内成型单元的空间越大、使用的铸焊液就越多,所形成的集流排及极柱重量就越重,导致单位蓄电池生产成本很高。
技术实现要素:
5.本实用新型提出的是一种12v7ah铅酸蓄电池铸焊模具,其目的旨在克服现有技术存在的上述不足,通过设置多组成型单元,实现一次生产多组12v7ah铅酸蓄电池,有效降低生产成本。
6.本实用新型的技术解决方案:一种12v7ah铅酸蓄电池铸焊模具,其结构包括模具本体,模具本体上沿长度方向均匀设有4组成型单元,每组成型单元包括若干个型腔,型腔沿模具本体的宽度方向均匀排列,每个型腔由1个正极凹道和1个负极凹道组成,相邻两个型腔内的正极凹道和负极凹道位置相反设置,正极凹道和负极凹道上分别都设有极柱坑,正极凹道和负极凹道的拐角的拐角处都为半径1~1.4mm的圆角。
7.优选的,每组所述的成型单元包括6个型腔,其中最外侧的两个型腔分别位于模具本体宽度方向两端的边缘处,4组成型单元位于模具本体宽度方向同一端边缘处的型腔内的正极凹道和负极凹道的极柱坑相邻设置,其余型腔内的正极凹道和负极凹道的极柱坑远离设置。
8.优选的,所述的模具本体四个角上分别设有定位孔。
9.优选的,所述的模具本体四个角上沿模具本体宽度方向两侧延伸设有延伸板,延伸板上设有安装孔。
10.优选的,所述的定位孔可设置在延伸板上。
11.本实用新型的优点:结构设计合理,设置四组成型单元,在保证产品质量稳定性的前提下,实现一次生产多组12v7ah铅酸蓄电池,有效缩短了生产制造周期,提高了产量,节
省了能耗,降低了生产成本。将铸焊模具成型单元的正极凹道、负极凹道的拐角优化设计为半径1~1.4mm的圆角,有效减少了铸焊过程中铸焊液使用量,在不影响蓄电池品质的基础上,进一步减轻了蓄电池的重量,降低了生产成本。
附图说明
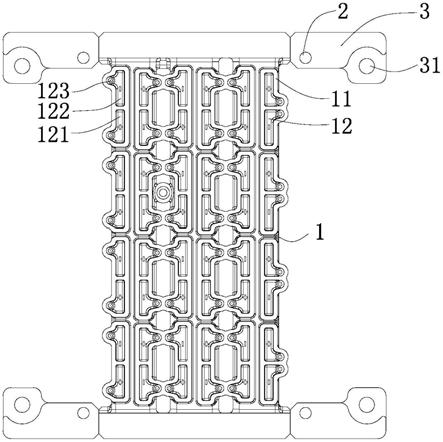
12.图1是本实用新型12v7ah铅酸蓄电池铸焊模具的结构示意图。
13.图中的1是模具本体、11是成型单元、12是型腔、121是正极凹道、122是负极凹道、123是极柱坑、2是定位孔、3是延伸板、31是安装孔。
具体实施方式
14.下面结合实施例和具体实施方式对本实用新型作进一步详细的说明。
15.如图1所示,一种12v7ah铅酸蓄电池铸焊模具,其结构包括模具本体1,模具本体1上沿长度方向均匀设有4组成型单元11,每组成型单元11包括若干个型腔12,型腔12沿模具本体1的宽度方向均匀排列,每个型腔12由1个正极凹道121和1个负极凹道122组成,相邻两个型腔12内的正极凹道121和负极凹道122位置相反设置,正极凹道121和负极凹道122上分别都设有极柱坑123,正极凹道121和负极凹道122的拐角的拐角处都为半径1~1.4mm的圆角。
16.每组所述的成型单元11包括6个型腔12,其中最外侧的两个型腔12分别位于模具本体1宽度方向两端的边缘处,4组成型单元11位于模具本体1宽度方向同一端边缘处的型腔12内的正极凹道121和负极凹道122的极柱坑123相邻设置,其余型腔12内的正极凹道121和负极凹道122的极柱坑123远离设置。
17.所述的模具本体1四个角上分别设有定位孔2。用于对模具本体1进行限位。
18.所述的模具本体1四个角上沿模具本体1宽度方向两侧延伸设有延伸板3,延伸板3上设有安装孔31。
19.所述的定位孔可设置在延伸板3上。
20.根据以上结构,设置4组成型单元,可在在保证产品质量稳定性的前提下,实现一次生产多组12v7ah铅酸蓄电池,缩短生产制造周期,提高产量,节省能耗,降低生产成本。而将铸焊模具成型单元的正极凹道、负极凹道的拐角优化设计为半径1~1.4mm的圆角,减少铸焊过程中铸焊液使用量,在不影响蓄电池品质的基础上,进一步减轻蓄电池的重量,降低生产成本。
21.以上所述各部件均为现有技术,本领域技术人员可使用任意可实现其对应功能的型号和现有设计。
22.以上所述的仅是本实用新型的优选实施方式,应当指出,对于本领域的普通技术人员来说,在不脱离本实用新型创造构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
技术特征:
1.一种12v7ah铅酸蓄电池铸焊模具,其特征包括模具本体(1),模具本体(1)上沿长度方向均匀设有4组成型单元(11),每组成型单元(11)包括若干个型腔(12),型腔(12)沿模具本体(1)的宽度方向均匀排列,每个型腔(12)由1个正极凹道(121)和1个负极凹道(122)组成,相邻两个型腔(12)内的正极凹道(121)和负极凹道(122)位置相反设置,正极凹道(121)和负极凹道(122)上分别都设有极柱坑(123),正极凹道(121)和负极凹道(122)的拐角的拐角处都为半径1~1.4mm的圆角。2.如权利要求1所述的一种12v7ah铅酸蓄电池铸焊模具,其特征是每组所述的成型单元(11)包括6个型腔(12),其中最外侧的两个型腔(12)分别位于模具本体(1)宽度方向两端的边缘处,4组成型单元(11)位于模具本体(1)宽度方向同一端边缘处的型腔(12)内的正极凹道(121)和负极凹道(122)的极柱坑(123)相邻设置,其余型腔(12)内的正极凹道(121)和负极凹道(122)的极柱坑(123)远离设置。3.如权利要求1或2所述的一种12v7ah铅酸蓄电池铸焊模具,其特征是所述的模具本体(1)四个角上分别设有定位孔(2)。4.如权利要求3所述的一种12v7ah铅酸蓄电池铸焊模具,其特征是所述的模具本体(1)四个角上沿模具本体(1)宽度方向两侧延伸设有延伸板(3),延伸板(3)上设有安装孔(31)。5.如权利要求4所述的一种12v7ah铅酸蓄电池铸焊模具,其特征是所述的定位孔可设置在延伸板(3)上。
技术总结
本实用新型是12V7Ah铅酸蓄电池铸焊模具,其结构是模具本体上沿长度方向均匀设有4组成型单元,每组成型单元包括若干个型腔,型腔沿模具本体的宽度方向均匀排列,型腔由正极凹道和负极凹道组成,相邻两个型腔内的正极凹道和负极凹道位置相反设置,正、负极凹道上分别都设有极柱坑,正极凹道和负极凹道的拐角的拐角处都为半径1~1.4mm的圆角。本实用新型的优点:在保证产品质量稳定性的前提下,实现一次生产多组蓄电池,有效缩短了生产制造周期,提高了产量,节省了能耗,降低了生产成本。正、负极凹道拐角优化设计的圆角,有效减少了铸焊过程中铸焊液使用量,在不影响蓄电池品质的基础上,进一步减轻了蓄电池的重量,降低了生产成本。本。本。
技术研发人员:林良洪 罗金志
受保护的技术使用者:无锡加良精密机械制造有限公司
技术研发日:2021.03.11
技术公布日:2021/11/2
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。