1.本实用新型涉及薄壁平板铸件铸造技术,具体涉及一种减少薄壁平板铸件变形的叠铸模具。
背景技术:
2.铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液体金属,用浇注、压射、吸入或者其它铸造方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状、尺寸和性能的物件。
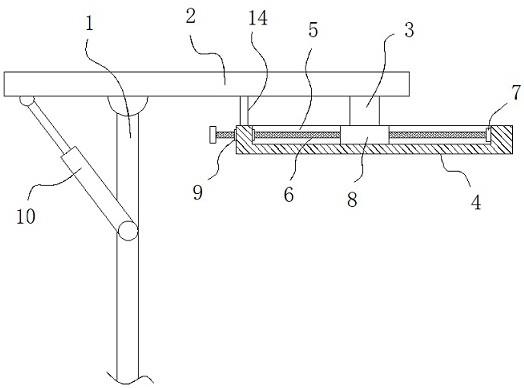
3.如图1所示,一种燃烧室的推渣板,其为7mm薄壁球铁件,整体为薄壁大平板结构。现有对于该推渣板的铸造,采用水平侧注法,铸件模具水平放置,液体金属从铸件模具上部的一侧开口处进入型腔内,液体金属充型时由型腔底面上升至上平面,由于推渣板为薄壁大平板结构,水平浇注完成后,冷却过程中产品受重力影响发生变形,中间下沉,两边翘起,使得铸件产品(推渣板)表面平整度较差,不能满足使用要求;以及型腔中排气不畅,浇注后在铸件产品(推渣板)上表面处易出现缩瘪,不能很好地保证铸件产品的尺寸精度。另外,现有采用水平侧注法一次只能铸造一个铸件产品,使得效率较低。
技术实现要素:
4.为了解决现有薄壁大平板结构采用水平侧注法,存在铸件产品表面平整度较差、排气不畅、效率较低;以及一次只能铸造一个产品的技术问题,本实用新型提供了一种减少薄壁平板铸件变形的叠铸模具。
5.为实现上述目的,本实用新型提供的技术方案是:
6.一种减少薄壁平板铸件变形的叠铸模具,其特殊之处在于:包括形状相同且并排扣合的n个纵向模板,n为大于2的整数;相邻两个纵向模板中部围成产品腔;
7.每个纵向模板的前侧边设有与产品腔连通的浇注贯通口;
8.每个纵向模板的后侧边上端设有与产品腔连通的排气贯通口;
9.在其中相邻两个纵向模板扣合处设置纵浇道,纵浇道与浇注贯通口连通;
10.在其中相邻两个纵向模板扣合处设置排气道,排气道与排气贯通口连通。
11.进一步地,每个纵向模板上的浇注贯通口为两个,分别位于纵向模板的前侧边中部和下端;所有纵向模板的前侧边下端浇注贯通口相连通,形成第一横浇道,所有纵向模板的前侧边中部浇注贯通口相连通,形成第二横浇道,第一横浇道和第二横浇道均与纵浇道连通。
12.进一步地,每个纵向模板的上端前侧设有与产品腔连通的排气槽;
13.每个纵向模板的上端中部设有与排气贯通口和排气槽连通的排气通道。
14.进一步地,所述n为5~9,纵浇道为1个,且位于中部两个纵向模板上;所述排气道为并排布置的2个,且分别位于纵浇道的两侧。
15.进一步地,所述纵浇道为多个,并沿第一横浇道中心线方向并排布置,相邻两个纵
浇道之间设置2~10个纵向模板;
16.所述排气道为多个,并沿第一横浇道中心线方向并排布置,相邻两个排气道之间设置2~10个纵向模板。
17.进一步地,相邻两个纵浇道之间设置3~6个纵向模板;
18.相邻两个排气道之间设置3~4个纵向模板;
19.进一步地,所有纵浇道沿第一横浇道中心线方向均匀布置;
20.所有排气道沿第一横浇道中心线方向均匀布置。
21.进一步地,所述排气道的数量大于纵浇道的数量;
22.所述纵浇道和排气道沿第一横浇道中心线方向错位设置。
23.进一步地,所述纵浇道和排气道错位设置;所述产品腔的厚度小于10mm。
24.与现有技术相比,本实用新型的优点是:
25.1、本实用新型叠铸模具包括多个并排扣合纵向模板,采用侧边竖直浇注的方式,可一次性浇注处多个铸件产品。
26.2、本实用新型纵向模板前侧边中部和下端均浇注贯通口,通过一上一下的两个浇注贯通口向产品腔内浇注金属液,同时对产品腔内的金属液具有翻动作用,使得产品腔内的金属液混合均匀,保证产品腔内的金属液温度均衡,进而保证成型铸件产品力学性能均衡;以及浇注过程中,产品腔内的气体从排气贯通口排出,排气贯通口形成补缩冒口,保证铸件产品致密性,使得铸件产品表面平整度好。
27.3、为了提高排气效果,纵向模板上还设有排气槽和排气通道,产品腔内气体可同时流经排气贯通口、排气槽,经排气道排出。
28.4、本实用新型纵向模板为5~9个时,为了提高浇注效果和均匀性,纵浇道位于中部两个纵向模板上,排气道为2个且分别位于纵浇道的两侧。
29.5、本实用新型叠铸模具的纵向模板数量较多时,纵浇道和排气道均为多个,相邻两个纵浇道之间设置2~10个纵向模板和3~6个纵向模板,可满足浇注均匀性和排气要求。
附图说明
30.图1是现有燃烧室的推渣板结构示意图;
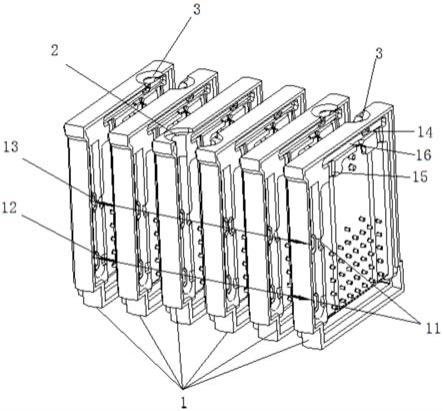
31.图2是本实用新型减少薄壁平板铸件变形的叠铸模具实施例一结构示意图;
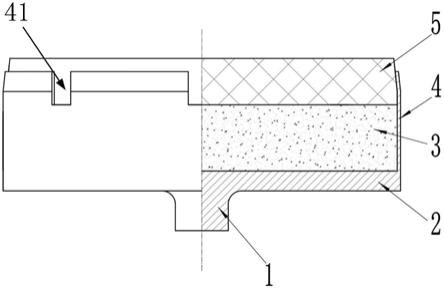
32.图3是本实用新型减少薄壁平板铸件变形的叠铸模具实施例一铸件产品结构示意图;
33.其中,附图标记如下:
[0034]1‑
纵向模板,11
‑
浇注贯通口,12
‑
第一横浇道,13
‑
第二横浇道,14
‑
排气贯通口,15
‑
排气槽,16
‑
排气通道,2
‑
纵浇道,3
‑
排气道,4
‑
铸件产品,41
‑
纵浇道铸件结构,42
‑
第一横浇道铸件结构,43
‑
第二横浇道铸件结构,44
‑
排气道铸件结构。
具体实施方式
[0035]
以下结合附图和具体实施例对本实用新型的内容作进一步详细描述。
[0036]
实施例一
[0037]
如图2所示,一种减少薄壁平板铸件变形的叠铸模具,采用侧边垂直浇注技术,该
模具包括形状相同且并排扣合的6个纵向模板1以及1个纵浇道2、2个排气道3;相邻两个纵向模板1采用凸起和凹槽实现密封扣合,扣合后中部围成与铸件产品4形状、尺寸相同的产品腔,产品腔的厚度小于10mm;
[0038]
每个纵向模板1的前侧边中部和下端均设有与产品腔连通的浇注贯通口11;所有纵向模板1的前侧边下端浇注贯通口11相连通,形成第一横浇道12,所有纵向模板1的前侧边中部浇注贯通口11相连通,形成第二横浇道13;
[0039]
每个纵向模板1的上端前部设有排气槽15、上端后部设有排气槽15、上端中部设有与排气贯通口14和排气槽15连通的排气通道16,且排气贯通口14和排气槽15均与产品腔连通;
[0040]
如图2所示,6个纵向模板1分别为从左至右依次设置的第一纵向模板、第二纵向模板、第三纵向模板、第四纵向模板、第五纵向模板和第六纵向模板,纵浇道2设置在第三纵向模板和第四纵向模板扣合处,纵浇道2设置在产品腔前侧,纵浇道2开口于纵向模板1上端面,且与第一横浇道12和第二横浇道13均连通;
[0041]
2个排气道3分别设置在第一纵向模板和第二纵向模板扣合处、第五纵向模板和第六纵向模板扣合处,且排气道3设置在产品腔上方后侧,排气道3开口于纵向模板1上端面,并与排气贯通口14连通。
[0042]
本实施例模具还包括设置在纵向模板1上方的1个纵浇入口管和2个排气道3出口管,且1个纵浇入口管与纵浇道2连通,2个排气道3出口管分别与2个排气道3连通。
[0043]
基于上述减少薄壁平板铸件变形的叠铸模具,本实施例提供了一种减少薄壁平板铸件变形的叠铸方法,包括以下步骤:
[0044]
1)将6个纵向模板1并排扣合;
[0045]
2)将第一纵向模板和第六纵向模板的前侧边中部和下端浇注贯通口11封口,以及第一纵向模板和第六纵向模板上的排气贯通口封口;
[0046]
3)将铁水从纵浇道2注入,铁水依次经纵浇道2、第一横浇道12浇注至产品腔内部;
[0047]
4)产品腔内部的铁水达到与纵向模板1前侧边中部浇注贯通口11底面平齐时,铁水经纵浇道2,同时从第一横浇道12、第二横浇道13浇注至产品腔内部;
[0048]
5)铁水流至排气道3时,停止浇注铁水,
[0049]
6)浇注完成后进行冷却;
[0050]
7)冷却后拆除纵向模板1,形成如图3所示的产品结构;
[0051]
8)去除纵浇道2、第一横浇道12、第二横浇道13、排气部(排气槽、排气通道、排气贯通口)处所形成的纵浇道铸件结构41、第一横浇道铸件结构42、第二横浇道铸件结构43、排气道铸件结构44部分,获得5个铸件产品4。
[0052]
本实施例可通过一个纵浇道2同时向5个产品腔进行浇注,首先铁水从纵浇道2、第一横浇道12进入产品腔底部,再由下往上充至产品腔内部的铁水达到与纵向模板1前侧边中部浇注贯通口11底面平齐时,铁水从第一横浇道12和第二横浇道13分别进入产品腔底部和中部,对产品腔内的铁水进行翻动,使得产品腔内的铁水混合均匀,保证产品腔内的铁水温度均衡,进而保证成型铸件产品4力学性能均衡。以及浇注过程中,产品腔内的气体从排气槽15、排气通道16、排气贯通口14,以及直接从排气贯通口14经排气道3排出,排气贯通口14和排气槽15形成补缩冒口,保证铸件产品4致密性,使得铸件产品4表面平整度好。
[0053]
实施例二
[0054]
与实施例一不同之处在于:纵向模板1为并排扣合的12,纵浇道2为3个,排气道3为6个;3个纵浇道2沿第一横浇道12方向均匀设置,6个排气道3沿第一横浇道12方向均匀设置,获得11个铸件产品4。
[0055]
实施例三
[0056]
与实施例一不同之处在于:纵向模板1为并排扣合的50,纵浇道2为10个,排气道3为16个;10个纵浇道2沿第一横浇道12方向均匀设置,16个排气道3沿第一横浇道12方向均匀设置,获得49个铸件产品4。
[0057]
实施例四
[0058]
与实施例一不同之处在于:以实施例一并排扣合的6个纵向模板1为一个模具单元,进行m个模具单元的并排设置,m为大于等于2的整数,且在叠铸方法中,仅将最外侧两个纵向模板1的前侧边中部和下端浇注贯通口11封口,获得5m个铸件产品4。
[0059]
实施例五
[0060]
与实施例一不同之处在于:每个纵向模板1的前侧边浇注贯通口11为一个,且位于前侧边中部,在其它实施例中也可位于下端,或者中下部。
[0061]
以上仅是对本实用新型的优选实施方式进行了描述,并不将本实用新型的技术方案限制于此,本领域技术人员在本实用新型主要技术构思的基础上所作的任何公知变形都属于本实用新型所要保护的技术范畴。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。