1.本技术实施例涉及机械制造技术领域,尤其涉及一种专用机床刀具长度检测装置。
背景技术:
2.数控加工是一种高精度高效率的生产方式,在航空行业、电子行业以及机械制造行业具有广泛应用。数控机床是一种装有程序控制系统的自动化机床,该控制系统可以逻辑地处理具有控制编码或其他符合指令规定的程序,并将其编译,从而可以完成例如机床启停、工件装夹、刀具更换、冷却液开关等辅助动作并加工零件。而在利用数控加工中心对工件进行自动加工之前,加工中所用刀具的长度是一个必要的参数,应该预先输入控制系统中。
3.数控机床在每次工作前更换刀具的时候,都需要人工对刀具的安装长度进行测量,再将测量结果手动输入到数控机床的控制系统,由于人工检测刀具长度存在误差,使得刀具与专用机床的契合度的测量精度低。
技术实现要素:
4.本技术实施例提供了一种专用机床刀具长度检测装置,用于实现刀具长度的自动化检测,提高测量刀具与专用机床契合度的测量精度。
5.本技术实施例提供了一种专用机床刀具长度检测装置,包括:
6.底座、支座、立柱、测量结构以及旋转座结构;
7.所述底座设于所述立柱的底部,所述旋转座结构设于所述立柱的顶部,所述底座用于承载整个检测装置;
8.所述支座的一端与所述旋转座结构连接,另一端与所述测量结构连接,所述支座用于固定所述旋转座结构与所述测量结构的连接,所述测量结构用于容纳需要检测的刀具,所述旋转座结构用于校正所需检测刀具的长度参数和固定刀具;
9.当需要检测的刀具被置于所述测量结构时,所述测量结构用于检测刀具的长度。
10.可选的,所述旋转座结构包括:
11.旋转座、压板、蝶形弹簧以及把手;
12.所述压板设于所述旋转座顶部,所述压板的中间设有凹槽,所述凹槽用于容纳所述蝶形弹簧;
13.所述蝶形弹簧与所述把手连接,所述把手用于给压板施加外力,使得蝶形弹簧发生形变;
14.当所述把手被施加外力时,所述把手用于通过所述蝶形弹簧形变产生的力压紧压板和所述旋转座,防止所述旋转座轴向移动。
15.可选的,所述蝶形弹簧与所述把手通过销轴连接。
16.可选的,所述检测装置还包括:
17.垫圈;
18.所述垫圈设于所述压板与所述把手之间,所述销轴贯穿于所述垫圈,所述垫圈用于保护所述压板的表面,分散所述把手对所述压板的压力。
19.可选的,所述检测装置还包括:
20.滑套;
21.所述滑套设于所述旋转座与所述立柱之间,所述滑套用于减小所述旋转座与所述立柱之间的摩擦力,使得所述旋转座旋转流畅。
22.可选的,所述滑套与所述旋转座之间采用h7/n6过盈配合,与所述立柱之间采用h8/f7间隙配合。
23.可选的,所述测量结构包括:
24.螺套、定位套、侧杆、夹紧螺母、调节螺母以及延伸轴;
25.所述螺套与所述支座连接,所述螺套呈现为中空的圆环,所述侧杆穿过所述圆环内置于所述螺套;
26.所述延伸轴与所述侧杆靠近所述底座的底端连接,所述延伸轴用于放置需要检测的刀具;
27.所述调节螺母设于所述延伸轴,所述调节螺母用于控制所述延伸轴所延伸的长度;
28.所述夹紧螺母设于所述螺套,所述夹紧螺母用于二次固定检测好长度的刀具。
29.可选的,所述测量结构还包括:限位销;
30.所述限位销设于所述螺套,所述限位销用于控制所述侧杆在预设范围内上下移动。
31.可选的,所述检测装置还包括:弹簧垫圈;
32.所述弹簧垫圈内置于所述底座圆心处,贯穿于所述立柱;
33.所述弹簧垫圈用于增大所述底座与所述立柱之间的摩擦力,使得所述底座与所述立柱连接紧密。
34.可选的,所述测量结构至少为2个。
35.从以上技术方案可以看出,本技术实施例具有以下优点:
36.设置具有底座、支座、立柱、测量结构以及旋转座结构的装置,可通过将需要检测的刀具置于测量结构,让测量结构对其的长度进行检测,在检测过程中,通过旋转座结构对刀具检测的原始数据进行校正,校正完成后固定刀具,以此实现刀具整个检测过程的自动化。由于避免了人工检测,实行机械检测,使得刀具与专用机床契合度的测量精度得到提高。
附图说明
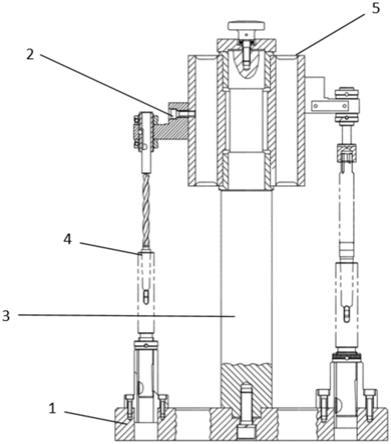
37.图1为一种专用机床刀具长度检测装置的整体结构正视图;
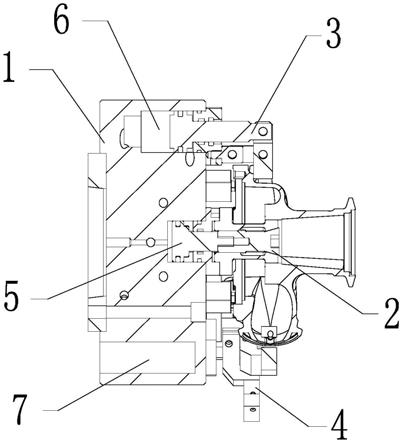
38.图2为一种专用机床刀具长度检测装置的旋转座结构示意图;
39.图3为一种专用机床刀具长度检测装置的测量结构示意图;
40.图4为一种专用机床刀具长度检测装置的整体结构仰视图。
具体实施方式
41.本技术实施例提供了一种专用机床刀具长度检测装置,用于实现刀具长度的自动化检测,提高测量刀具与专用机床契合度的测量精度。
42.在本技术中,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”、“中”、“竖直”、“水平”、“横向”、“纵向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅用于说明各部件或组成部分之间的相对位置关系,并不特别限定各部件或组成部分的具体安装方位。
43.并且,上述部分术语除了可以用于表示方位或位置关系以外,还可能用于表示其他含义,例如术语“上”在某些情况下也可能用于表示某种依附关系或连接关系。对于本领域普通技术人员而言,可以根据具体情况理解这些术语在本技术中的具体含义。
44.此外,术语“安装”、“设置”、“设有”、“连接”、“相连”应做广义理解。例如,可以是固定连接,可拆卸连接,或整体式构造;可以是机械连接,或电连接;可以是直接相连,或者是通过中间媒介间接相连,又或者是两个装置、元件或组成部分之间内部的连通。对于本领域普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
45.此外,在本技术中所附图式所绘制的结构、比例、大小等,均仅用于配合说明书所揭示的内容,以供本领域技术人员了解与阅读,并非用于限定本技术可实施的限定条件,故不具有技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本技术所能产生的功效及所能达成的目的下,均仍应落在本技术所揭示的技术内容涵盖的范围内。
46.下面将结合本技术实施例中的附图,对本技术中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
47.请参阅图1至图4,本技术实施例提供了一种专用机床刀具长度检测装置,包括:
48.底座1、支座2、立柱3、测量结构4以及旋转座结构5;
49.所述底座1设于所述立柱3的底部,所述旋转座结构5设于所述立柱3的顶部,所述底座1用于承载整个检测装置;
50.所述支座2的一端与所述旋转座结构5连接,另一端与所述测量结构4连接,所述支座2用于固定所述旋转座结构5与所述测量结构4的连接,所述测量结构4用于容纳需要检测的刀具,所述旋转座结构5用于校正所需检测刀具的长度参数和固定刀具;
51.当需要检测的刀具被置于所述测量结构4时,所述测量结构4用于检测刀具的长度。
52.本技术实施例提供了一种具有底座1、支座2、立柱3、测量结构4以及旋转座结构5的装置,可通过将需要检测的刀具置于测量结构4,让测量结构4对其的长度进行检测,在检测过程中,通过旋转座结构5对刀具检测的原始数据进行校正,校正完成后固定刀具,以此实现刀具整个检测过程的自动化,相比于人工测量,借助机械的测量提高了测量刀具与专用机床契合度的测量精度。
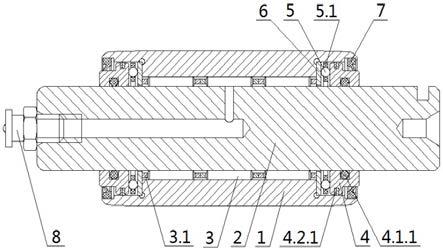
53.在实际应用中,旋转座结构5包括有旋转座21、压板22、蝶形弹簧23以及把手24,压板22是设置在旋转座21顶部的,压板22的中间设置有凹槽,用于容纳蝶形弹簧23,蝶形弹簧
23与把手24通过销轴25连接,把手24的作用是给压板22施加外力,使得蝶形弹簧23发生形变,进而蝶形弹簧23形变产生压力。在把手24在把压板22压紧的同时,蝶形弹簧23也把旋转座21压紧,防止旋转座21轴向移动。
54.可选的,这个检测装置还包括有垫圈26,垫圈26设于压板22与把手24之间,销轴25贯穿于垫圈26,垫圈26用于保护压板22的表面,分散把手24对压板22的压力。
55.可选的,这个检测装置还包括有滑套27,滑套27贴合设置于旋转座21与立柱3之间,可以用来减小在测量过程中,旋转座21与立柱3之间产生的摩擦力,使得旋转座21能够旋转流畅,其中,滑套27与旋转座21之间采用h7/n6过盈配合,与立柱3之间采用h8/f7间隙配合。
56.可选的,这个检测装置还包括弹簧垫圈28,弹簧垫圈28内置于底座2圆心处,贯穿于立柱3;弹簧垫圈28用于增大底座2与立柱3之间的摩擦力,使得底座2与立柱3连接紧密。
57.在实际应用中,测量结构4包括有螺套31、定位套32、侧杆33、夹紧螺母34、调节螺母35以及延伸轴36;螺套31与支座2可以采用焊接的方式连接,螺套31呈现为中空的圆环,侧杆33通过穿过圆环来内置于螺套31,延伸轴36与侧杆33靠近底座1的底端连接,可以将需要进行检测的刀具放置到延伸轴36上;调节螺母35设于延伸轴36,用于调节控制延伸轴36所能够延伸的长度;夹紧螺母34设于螺套31,这个夹紧螺母34是用于将检测好长度的刀具进行二次固定的;底座2与测量结构4可以采用螺丝钉进行固定连接。
58.可选的,测量结构4还包括有限位销37,限位销37设于螺套31,限位销37用于控制侧杆33在预设范围内上下移动,除此之外,还可以防止侧杆33脱出螺套31,给侧杆33起到了保护作用。
59.具体的,专用机床的刀具长度都是设置好的长度,因此在机床工作前,需要先检测该专用机床的刀具长度是否与机床相匹配,若未匹配,还需要将刀具的长度调整到与机床相匹配的长度。匹配的流程为:在将需要检测长度的刀具放置在延伸轴36上,检查侧杆33的顶部以及螺套31的顶部是否平齐,若平齐,则可确定检测刀具已经达到与机床相匹配的长度,无需调节,若不平齐,则可确定检测刀具还未达到与机床相匹配的长度,需要通过调节延伸轴36上的调节螺母35来调节刀具长度,在限位销37控制的预设范围内,若能将刀具长度调节直至侧杆33的顶部与螺套31的顶部平齐,则证明检测刀具与专用机床契合度的测量精度高,若已经达到限位销37控制的侧杆33轴向移动的临界值时,刀具长度仍未能调节至侧杆33的顶部与螺套31的顶部平齐,则证明检测刀具与专用机床契合度的测量精度低,需要更换刀具。
60.可选的,在本检测装置中,测量结构4至少为2个。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。