1.本实用新型涉及条形钢锻造工艺,尤其涉及一种用于锻造条形钢坯切割的标记装置。
背景技术:
2.锻造型钢,根据断面形状,可分为简单断面型钢和复杂断面型钢。前者指方钢、圆钢、扁钢、角钢、六角钢等;后者指工字钢、槽钢、钢轨、窗框钢、弯曲型钢等。以上种类中,包括多种最终制成条形的型钢。
3.锻造的主要生产工序包括下料、加热、模锻、切边冲孔、热精压、磨毛刺、热处理、清除氧化皮、冷精压等,其中下料是指将原材料切割成所需尺寸的坯料,要锻造条形的型钢,首先需要准备若干条形钢坯,如果在制作钢坯的一步就能按具体钢材型号要求,准确、均匀的将钢坯切割为预定长度,可提升成品质量。
4.然而,目前所采用的钢坯切割测量方式为手动测量,精准度不足,且人工测量、标记耗费大量时间,测量、标记效率低。
技术实现要素:
5.针对上述缺陷,本实用新型提供一种用于锻造条形钢坯切割的标记装置,可自动完成条形钢坯均匀标记,工作效率高,标记准确。
6.为了实现本实用新型的目的,拟采用以下技术:
7.一种用于锻造条形钢坯切割的标记装置,包括:
8.主车,用于移动并标记切割点,主车包括顶架,顶架一端设有前c型架,另一端设有后c型架,前c型架一端面开设有滑动槽,主车底端设有若干主滚轮,前c型架内侧壁设有一对激光打标器,前c型架内顶壁设有一激光打标器,主车还包括第三直线机构,第三直线机构输出轴一端设有定位板,前c型架一端面还设有夹持机构;
9.副车,设于主车一端,副车包括车体,车体底端设有若干副滚轮,车体还设有撑板,撑板用于在地面支撑,车体一侧面还设有配合于滑动槽的滑动块,滑动块内设有尺槽,车体一端面还设有磁感应器;
10.剑尺,滑动配合于尺槽,用于标识主车运动距离,剑尺包括限位块,剑尺一侧面标有限位刻度、起始刻度、结束刻度。
11.进一步,前c型架内侧壁设有一对转接板,转接板一侧面设有第一直线机构,第一直线机构输出轴一端设有激光打标器,前c型架内顶壁设有第二直线机构,第二直线机构输出轴一端设有激光打标器。
12.进一步,顶架底端面设有竖杆,竖杆底端设有第三直线机构,第三直线机构一端与后c型架一端面连接。
13.进一步,夹持机构用于夹持剑尺,夹持机构包括固定夹、第四直线机构,第四直线机构输出轴一端设有活动板。
14.进一步,车体底端面还设有第五直线机构,第五直线机构的输出轴一端设有撑板。
15.进一步,顶架还设有控制器,控制器内设有单片机。磁感应器与控制器电连接。
16.进一步,定位板为木质材料制成,剑尺为磁性材料制成。
17.进一步,限位刻度与限位块两端面交线重合;限位刻度和起始刻度之间间距与尺槽深度相等;起始刻度和结束刻度之间间距为主车预定运动距离。
18.本技术方案的有益效果在于:
19.1、前c型架内侧壁横向设置的一对激光打标器靠近地面,且前c型架内顶壁设置的激光打标器可向下打标,将钢材原料放置于地面就可打标,无需额外的夹具。
20.2、根据需要准备的条形钢坯型号,可选用不同规格的剑尺,以进行不同长度的条形钢坯切割,通过第三直线机构调节定位板后,在钢坯型号不变的情况下,只需调节一次定位板的位置。将剑尺插入尺槽后,固定副车,一次打标完成后,主车向前移动,定位板推动剑尺向前移动,剑尺通过副车上的磁感应器后,因为定位板为木质材料制成,磁感应器的状态发生变化,发送信号到控制器,主车停止运动。
21.3、主车和副车分开运动,一次打标完成后,使用夹持机构夹持剑尺,使其不会被副车继续推动,此时释放第五直线机构控制的撑板,副车向前运动的距离与起始刻度和结束刻度之间的距离相同,依次类推,每次主车运动距离相同,标记间距相同。
22.4、该装置可以自动完成间距测量、标记,工作效率高,标记准确,具有较强的实用性。
附图说明
23.图1示出了本技术实施例整体立体图。
24.图2示出了本技术实施例尺槽、夹持机构立体图。
25.图3示出了本技术实施例整体侧后方立体图。
26.图4示出了本技术实施例剑尺立体图。
具体实施方式
27.为使本技术的目的、技术方案和优点更加清楚,下面结合附图对本技术的实施方式进行详细说明,但本技术所描述的实施例是本技术一部分实施例,而不是全部的实施例。
实施例
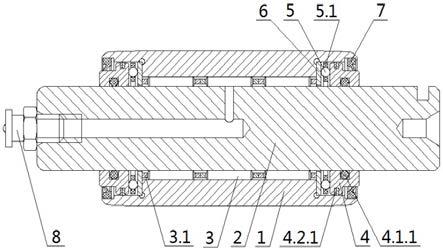
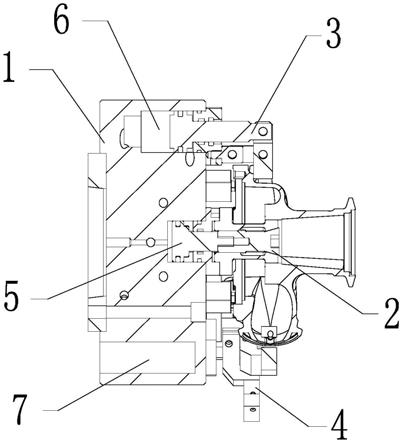
28.如图1~4所示的一种用于锻造条形钢坯切割的标记装置,包括主车1、副车2、剑尺3。
29.主车1,用于移动并标记切割点,主车1包括顶架11,顶架11设有控制器13,控制器13内设有单片机。磁感应器25与控制器13电连接。顶架一端设有前c型架111,另一端设有后c型架112,前c型架111一端面开设有滑动槽113,主车1底端设有若干主滚轮12,前c型架111内侧壁设有一对转接板14,转接板14一侧面设有第一直线机构151,在本实施例中,第一直线机构151为第一直线气缸151。第一直线气缸151输出轴一端设有激光打标器16,前c型架111内顶壁设有第二直线机构152,在本实施例中,第二直线机构152为第二直线气缸152。第二直线气缸152输出轴一端设有激光打标器16,顶架11底端面设有竖杆17,竖杆17底端设有
第三直线机构18,在本实施例中,第三直线机构18为第三直线气缸18。第三直线气缸18一端与后c型架112一端面连接。第三直线气缸18输出轴一端设有定位板181,定位板181为木质材料制成。前c型架111一端面还设有夹持机构19;夹持机构19用于夹持剑尺3,夹持机构19包括固定夹191、第四直线机构192,在本实施例中,第四直线机构192为第四直线气缸192,第四直线气缸192输出轴一端设有活动板193。
30.副车2,设于主车1一端,副车2包括车体21,车体21底端设有若干副滚轮211,车体21底端面还设有第五直线机构22,在本实施例中,第五直线机构22为第五直线气缸22,第五直线气缸22的输出轴一端设有撑板221,撑板221用于在地面支撑,车体21一侧面还设有配合于滑动槽113的滑动块23,滑动块23内设有尺槽24,车体21一端面还设有磁感应器25。
31.剑尺3,剑尺3为磁性材料制成。滑动配合于尺槽24,用于标识主车1运动距离,剑尺3包括限位块31,剑尺3一侧面标有限位刻度32、起始刻度33、结束刻度34。限位刻度32与限位块31两端面交线重合;限位刻度32和起始刻度33之间间距与尺槽24深度相等;起始刻度33和结束刻度34之间间距为主车1预定运动距离。
32.工作方式:
33.先将整个装置移动,使激光打标器16可在条形钢坯上进行第一次标记。确定预定标记间距,选取对应的剑尺3,剑尺3上的起始刻度33和结束刻度34间距为标记间距。将剑尺3放入尺槽24,限位块31抵住尺槽24外的开口。启动第三直线气缸18,推动定位板181使其刚好接触到剑尺3末端,停止第三直线气缸18。
34.启动第一直线气缸151、第二直线气缸152,将三个激光打标器16对条形钢坯进行标记,标记后启动第五直线气缸22,将撑板221撑在地面,使副车2固定,开动主车1,定位板181推动剑尺3相对副车2移动,此时剑尺3相对主车1固定,剑尺3推动过磁感应器25后,由于剑尺3为磁性材料制成,定位板181为木质材料制成,磁感应器25状态会发生改变,发送信号到第五直线气缸22,收起撑板221,启动第四直线气缸192,推动活动板193,将剑尺3夹在固定夹191和活动板193之间,开动副车2,使限位块31再次抵住尺槽24外的开口,启动第四直线气缸192,收回活动板193,解除夹持。
35.重复以上步骤,依次在条形钢坯上标记,可使标记均匀、准确。
36.本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的技术方案及其核心思想。对于本技术领域的普通技术人员来说,在不脱离本技术原理的前提下,还可以对本技术进行若干改进和修饰,这些改进和修饰也落入本技术权利要求的保护范围内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。