1.本发明涉及焊接领域,具体涉及一种焊接空压双系统错峰协调分配装置及方法。
背景技术:
2.中小型发电电焊机或焊接工作站,大都具有切割或碳弧气刨功能。切割或碳弧气刨功能均需要使用空压系统,因此大多焊接设备包括焊接系统和空压系统,空压系统压缩空气,使焊接系统能够执行切割或碳弧气刨等功能。空压系统工作时包括两个状态,空压系统启动和空压系统运行。空压系统启动是指空压系统的三相电动机得电后转速从0到额定转速的过程;空压系统运行是指空压系统三相电动机启动成功后在额定转速下正常运转的状态。
3.空压系统运行功率p1,取值范围一般为5.5
‑
7.5kw;空压系统启动功率一般为5p1
‑
8p1;焊接系统功率一般为5p1;焊接工作站等设备的总功率一般为6
‑
7p1(33
‑
40kw)。焊接系统和空压系统同时运行,焊接系统功率 空压系统运行功率=5p1 p1=6p1,在焊接工作站等设备的总功率范围内,焊接工作站等设备可以正常运行。若焊接系统运行时,空压系统启动,则焊接系统功率 空压系统启动功率=5p1 (5
‑
8)p1=(10
‑
13)p1,此时功率大大超出焊接工作站等设备的总功率。从电流的角度分析,空压系统电动机的启动电流较大,为正常运行时电流的5
‑
7倍,压力较低状态下启动电流大约为正常运行电流的5倍左右,带载启动时则启动电流为正常运行电流的8倍左右;按照5.5kw电动机功率计算,启动电流将达到50
‑
56a。即空压系统和焊接系统同时正常运行没问题,但焊接系统运行时,空压系统启动,此时功率大大超出焊接工作站等设备的总功率,可能会导致焊接系统瞬间终止。且空压系统的电动机瞬间启动所产生的启动大电流再次叠加在焊接电流上,可能会造成发电调压系统或焊接电源损坏,也会对焊接工作站或电网造成剧烈的冲击。
4.为了应对这种空压系统启动时的大电流和焊接系统电流的双重叠加输出,简单的解决方案是加大发电机组(发动机和发电机)的功率,这样可以有效解决二者的联动作业;但增加了成本投入,且空压系统启动时间较短,大部分时间仍处于空压系统和焊接系统的正常运行阶段,而空压系统和焊接系统正常运行时的功率远小于加大后的功率,造成固定资产的浪费。
技术实现要素:
5.本发明的目的在于克服现有技术中所存在的增加发电机组功率造成的成本增加较大,且浪费固定资产的不足,提供一种焊接空压双系统错峰协调分配装置及方法。
6.为了实现上述发明目的,本发明提供了以下技术方案:
7.一种焊接空压双系统错峰协调分配装置,包括空压系统检测单元、空压系统配电单元、空压系统状态检测单元、焊接反馈单元、空压系统控制开关以及第一控制开关;电源经焊接系统和第一控制开关接地,焊接系统和第一控制开关以任意次序串联;电源经空压系统控制开关与空压系统连接;空压系统检测单元的第一输出端与第一控制开关的控制端
连接,空压系统检测单元的第二输出端与空压系统配电单元的第一输入端连接;焊接系统经焊接反馈单元与空压系统配电单元的第二输入端连接;空压系统经空压系统状态检测单元与空压系统配电单元的第三输入端连接;空压系统配电单元的输出端与空压系统控制开关的控制端连接;
8.所述空压系统检测单元用于检测空压系统的气压值;当气压值满足第一预设条件时,空压系统检测单元的第一输出端发送第一信号至第一控制开关的控制端,控制第一控制开关断开;当气压值满足第二预设条件时,空压系统检测单元的第二输出端发送第二信号至空压系统配电单元的第一输入端;所述第一预设条件表示气压值低,需关闭焊接系统;所述第二预设条件表示,气压值较大,需关闭空压系统;
9.所述空压系统状态检测单元用于检测空压系统状态;所述空压系统状态检测单元用于当空压系统关闭时,输出第三信号;
10.所述焊接反馈单元用于检测焊接系统的运行状态;所述焊接反馈单元用于当焊接系统运行时,输出第四信号;
11.所述空压系统配电单元用于根据空压系统检测单元、焊接反馈单元以及空压系统状态检测单元的信号控制空压系统控制开关的通断;当空压系统配电单元采集的信号符合第一条件或第二条件时,空压系统配电单元用于控制空压系统控制开关断开;所述第一条件为空压系统检测单元输出第二信号;所述第二条件为空压系统状态检测单元输出第三信号并且焊接反馈单元输出第四信号。
12.优选地,所述焊接空压双系统错峰协调分配装置,还包括空压系统启动检测单元和第二控制开关;电源经第二控制开关、焊接系统和第一控制开关接地,第二控制开关、焊接系统和第一控制开关以任意次序串联;空压系统启动检测单元的输入端与空压系统控制开关连接,空压系统启动检测单元的输出端与第二控制开关的控制端连接;所述空压系统启动检测单元用于检测空压系统是否处于启动状态,当空压系统处于启动状态时,控制第二控制开关断开。
13.优选地,所述焊接空压双系统错峰协调分配装置,还包括第一检测单元与第二检测单元;第一检测单元的输出端与第一控制开关的控制端连接;第二检测单元的输出端与空压系统配电单元的第一输入端连接;第一检测单元和第二检测单元均设置上升沿触发值和下降沿触发值;且上升沿触发值大于下降沿触发值;第一预设条件为,压力值变小时压力值小于下降沿触发值或压力值变大时压力值小于上升沿触发值;第二预设条件为,压力值变小时大于下降沿触发值或压力值变大时大于上升沿触发值。
14.优选地,所述空压系统配电单元包括第四控制开关和第三控制开关,第二检测单元的输出端与第四控制开关的控制端连接,焊接反馈单元经空压系统状态检测单元与第三控制开关的控制端连接。
15.优选地,所述焊接空压双系统错峰协调分配装置,还包括延时单元,延时单元的输入端与焊接反馈单元的输出端连接,延时单元的输出端与空压系统状态检测单元的输入端连接;所述延时单元用于在焊接系统停止时,在预设时间内维持焊接反馈单元的第四信号。
16.优选地,所述焊接空压双系统错峰协调分配装置,还包括焊接电源控制单元,第三控制开关的输出端与焊接电源控制单元的输入端连接,所述焊接电源控制单元用于控制焊接系统的电源输出;当第三控制开关有断开变为闭合时,所述焊接电源控制单元用于在预
设时间内控制焊接系统的电源输出关断。
17.优选地,所述空压系统检测单元包括,第一压力开关的控制端和第二压力开关的控制端;所述空压系统配电单元包括,交流接触器的线圈、第三开关、第二压力开关的开关端、第三继电器的第一触点端;所述空压系统状态检测单元包括,第二继电器、第三电阻、第一npn三极管、第三继电器的线圈;所述焊接反馈单元包括多个反馈电路,所述反馈电路包括反馈二极管以及反馈光耦合器;所述空压系统控制开关包括交流接触器的触点端;第一控制开关包括第一压力开关的开关端;
18.多个变压器的一次侧并联,变压器的二次侧与焊接系统连接;电源的火线经并联的多个变压器的一次侧和第一压力开关的开关端与电源的零线连接;电源的火线经交流接触器的线圈、第三继电器的第一触点端、第三开关和第二压力开关的开关端后与电源的零线连接;电源的火线经第二继电器的线圈与电源的零线连接;12v正极端子经第三继电器的线圈与第一npn三极管的集电极连接,第一npn三极管的发射极接地,第一npn三极管的基极经第三电阻、第二继电器的触点端与反馈电路的输出端连接;焊接系统经反馈端口经反馈光耦合器的发光器后与低电势点连接,12v正极端子与反馈光耦合器的受光器的输入端连接,反馈光耦合器的受光器的输出端分别与反馈电阻的一端和反馈二极管的正极连接;反馈二极管的负极为反馈电路的输出端,反馈电阻的另一端接地。
19.优选地,所述焊接空压双系统错峰协调分配装置,还包括空压系统启动检测单元和和第二控制开关;所述空压系统启动检测单元包括,电流互感器、整流桥、第七电阻、第五电容、第八电阻、稳压二极管、第二npn三极管以及第四继电器的线圈;所述第二控制开关包括,第四继电器的触点端;电源的火线与并联的多个变压器的一次侧之间包括第四继电器的触点端;电流互感器设置于电源的火线上,电流互感器的输出端与整流桥的输入端连接,整流桥的输出端正极经第八电阻和稳压二极管后与第二npn三极管的基极连接,整流桥的输出端负极和第二npn三极管的发射极接地,第七电阻和第五电容分别并联在整流桥的输出端正极和输出端负极两端,12v正极端子经第四继电器的线圈与第二npn三极管的集电极连接。
20.优选地,所述焊接空压双系统错峰协调分配装置,还包括延时单元和焊接电源控制单元;
21.所述延时单元包括,第一电容;反馈电路的输出端经第一电容接地;
22.所述焊接电源控制单元包括,第三继电器的第二触点端、第四电阻、第五电阻、第六电阻、第二电容、第三电容、第四电容、单稳态触发器、多个控制光耦合器;第一npn三极管的发射极经第三继电器的第二触点端与第二电容的一端连接,第二电容的另一端与单稳态触发器的触发端连接;12v正极端子分别与第四电阻的一端、第五电阻的一端、单稳态触发器的复位端以及单稳态触发器的电源端连接;第四电阻的另一端与第二电容的一端连接;第五电阻的另一端分别与第三电容的一端、单稳态触发器的阈值输入端以及单稳态触发器的放电端连接;第三电容的另一端与单稳态触发器的接地端均接地;单稳态触发器的电压控制端经第四电容接地;单稳态触发器的输出端经第六电阻后分别和多个控制光耦合器的发光器的正极连接,多个控制光耦合器的发光器的负极接地;多个控制光耦合器的受光器的输入端分别与多个焊接系统的电源输出控制端连接,控制光耦合器的受光器的输出端与低电势点连接。
23.一种焊接空压双系统错峰协调分配方法,包括以下步骤:
24.s1,空压系统是否运行;若空压系统运行执行步骤s21,若空压系统未运行执行步骤s22;
25.s21,检测空压系统压力,然后执行步骤s31;
26.s31,空压系统的压力值是否满足第二预设条件,若满足执行步骤s411,若不满足执行步骤s21;
27.s411,空压系统停止运行,然后执行步骤s22;
28.s22,检测空压系统压力,然后执行步骤s32;
29.s32,空压系统的压力值是否满足第二预设条件,若满足执行步骤s421,若不满足执行步骤s422;
30.s421,空压系统停止运行,然后执行步骤s22;
31.s422焊接系统是否运行;若焊接系统运行执行步骤s5221,若焊接系统未运行执行步骤s5222;
32.s5221,空压系统的压力值是否满足第一预设条件,若满足执行步骤s62211,若不满足执行步骤s422;
33.s62211,焊接系统停止运行,然后执行步骤s5222;
34.s5222,启动空压系统,然后执行步骤s21。
35.与现有技术相比,本发明的有益效果:
36.1、通过空压系统配电单元对空压系统检测单元、焊接反馈单元以及空压系统状态检测单元发送的信号的分析控制,实现了焊接系统运行时,禁止空压系统启动的目的,同时不影响焊接系统和空压系统的同时运行。避免了空压系统启动时影响焊接系统的工作;防止空压系统启动大电流叠加在焊接电流上,对发电调压系统或焊接电源造成损坏,或对焊接工作站或电网造成剧烈的冲击。由于空压系统的启动时间较短(一般为2
‑
5秒),空压系统启动后可迅速工作至运行状态,空压系统和焊接系统即可正常运行,因此错峰运行并不会对空压系统和焊接系统的工作效率造成太大的影响,可以在保证效率的同时,以较小的成本提高安全性。
37.2、通过延时单元在焊接系统停止时,在预设时间内维持焊接反馈单元的输出信号,彻底将焊接系统停止运行时间和空压系统启动时间点隔开,避免焊接一停止空压系统就马上启动的现象。
38.3、通过空压系统启动检测单元,确保空压系统启动状态时,焊接系统在处于停止状态,提高安全性。
39.4、通过焊接电源控制单元,确保空压系统启动的瞬间之后的预设时间内,焊接系统在处于停止状态,提高安全性。
附图说明:
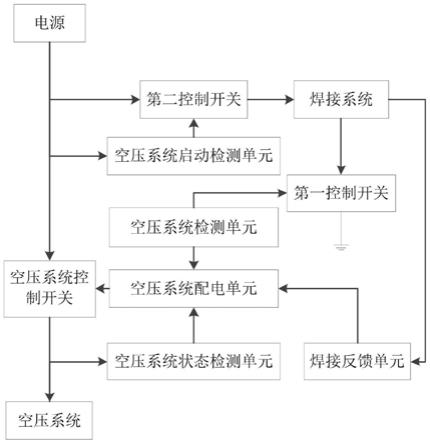
40.图1为本发明示例性实施例1的焊接空压双系统错峰协调分配装置的系统框图;
41.图2为本发明示例性实施例1的焊接空压双系统错峰协调分配装置的具体的系统框图;
42.图3为本发明示例性实施例2的焊接空压双系统错峰协调分配装置的电路图;
43.图4为本发明示例性实施例2的压力开关的动作范围示意图;
44.图5为本发明示例性实施例3的焊接空压双系统错峰协调分配方法的流程图。
具体实施方式
45.下面结合试验例及具体实施方式对本发明作进一步的详细描述。但不应将此理解为本发明上述主题的范围仅限于以下的实施例,凡基于本发明内容所实现的技术均属于本发明的范围。
46.实施例1
47.如图1所示,本实施例提供一种焊接空压双系统错峰协调分配装置,包括空压系统检测单元、空压系统配电单元、空压系统状态检测单元、焊接反馈单元、空压系统控制开关以及第一控制开关;电源经焊接系统和第一控制开关接地,焊接系统和第一控制开关以任意次序串联;电源经空压系统控制开关与空压系统连接;空压系统检测单元的第一输出端与第一控制开关的控制端连接,空压系统检测单元的第二输出端与空压系统配电单元的第一输入端连接;焊接系统经焊接反馈单元与空压系统配电单元的第二输入端连接;空压系统经空压系统状态检测单元与空压系统配电单元的第三输入端连接;空压系统配电单元的输出端与空压系统控制开关的控制端连接;
48.所述空压系统检测单元用于检测空压系统的气压值;当气压值满足第一预设条件时,空压系统检测单元的第一输出端发送第一信号至第一控制开关的控制端,控制第一控制开关断开;当气压值满足第二预设条件时,空压系统检测单元的第二输出端发送第二信号至空压系统配电单元的第一输入端;所述第一预设条件表示气压值低,需关闭焊接系统;所述第二预设条件表示,气压值较大,需关闭空压系统;
49.所述空压系统状态检测单元用于检测空压系统状态;所述空压系统状态检测单元用于当空压系统关闭时,输出第三信号;
50.所述焊接反馈单元用于检测焊接系统的运行状态;所述焊接反馈单元用于当焊接系统运行时,输出第四信号;
51.所述空压系统配电单元用于根据空压系统检测单元、焊接反馈单元以及空压系统状态检测单元的信号控制空压系统控制开关的通断;当空压系统配电单元采集的信号符合第一条件或第二条件时,空压系统配电单元用于控制空压系统控制开关断开;所述第一条件为空压系统检测单元输出第二信号;所述第二条件为空压系统状态检测单元输出第三信号并且焊接反馈单元输出第四信号;
52.所述空压系统控制开关用于控制电源与空压系统的连接与断开;
53.所述第一控制开关用于控制电源与焊接系统的连接与断开。
54.一般情况下,第一预设条件的气压值小于或等于第二预设条件的气压值。第一预设条件的气压值和第二预设条件的气压值根据应用场景设置,所述第一预设条件表示气压值较低,此时需要关闭焊接系统以启动空压系统;所述第二预设条件表示随着空压系统的运行气压增加,气压值较大时,需关闭空压系统。空压系统检测单元检测到气压值较低满足第一预设条件时,发送第一信号至第一控制开关控制第一控制开关断开,此时焊接系统停止运行;空压系统检测单元检测到气压值较高满足第二预设条件时,发送第二信号至空压系统配电单元,此时空压系统配电单元采集的信号符合第一条件,空压系统配电单元控制
空压系统控制开关断开,空压系统停止运行。
55.当焊接系统运行时,焊接反馈单元输出第四信号,此时若空压系统处于关闭状态,空压系统状态检测单元输出第三信号,则空压系统配电单元采集的信号符合第二条件,空压系统配电单元控制空压系统维持停止运行状态。此时即使压力下降需启动空压系统,但由于此前空压系统处于关闭状态,满足第二条件也无法启动空压系统;但若空压系统本身处于运行状态,不符合第二条件,只要当前不符合第一条件,此时仍可运行焊接系统。本实施例通过空压系统配电单元对空压系统检测单元、焊接反馈单元以及空压系统状态检测单元发送的信号的分析控制,实现了焊接系统运行时,禁止空压系统启动的目的,同时不影响焊接系统和空压系统的同时运行。由于空压系统启动时时间较短,因此上述实施例未考虑空压系统启动时,禁止焊接系统运行的情况。本实施例所述焊接空压双系统错峰协调分配装置通过协调焊接系统与空压系统的运行状态,实现了焊接系统运行时,禁止空压系统启动的目的;避免了空压系统启动时影响焊接系统的工作;防止空压系统启动大电流叠加在焊接电流上,对发电调压系统或焊接电源造成损坏,或对焊接工作站或电网造成剧烈的冲击。
56.示例性的,如图1所示,所述焊接空压双系统错峰协调分配装置还包括空压系统启动检测单元和第二控制开关;电源经第二控制开关、焊接系统和第一控制开关接地,第二控制开关、焊接系统和第一控制开关以任意次序串联;空压系统启动检测单元的输入端与空压系统控制开关连接,空压系统启动检测单元的输出端与第二控制开关的控制端连接;所述空压系统启动检测单元用于检测空压系统是否处于启动状态,当空压系统处于启动状态时,控制第二控制开关断开。空压系统启动检测单元当空压系统启动时,输出第五信号;当空压系统状态检测单元,控制第二控制开关断开,使焊接系统停止运行。由于空压系统启动时电流较大,可以通过检测该大电流判断空压系统是否处于启动状态。本实例通过空压系统启动检测单元和第二控制开关实现了空压系统启动时,禁止焊接系统启动的目的。本实施例所述焊接空压双系统错峰协调分配装置通过协调焊接系统与空压系统的运行状态,将焊接系统与空压系统电流峰值的阶段错开;避免了空压系统启动时影响焊接系统的工作;防止空压系统启动大电流叠加在焊接电流上,对发电调压系统或焊接电源造成损坏,或对焊接工作站或电网造成剧烈的冲击。本实施例通过对焊接系统与空压系统进行错峰协调控制提高了系统安全性,但错峰协调控制并不会对系统的工作效率造成太大的影响。由于空压系统的启动时间较短(一般为2
‑
5秒),而焊接系统在实际的运用中并不会一直工作,存在休息时间;空压系统可在焊接系统工作时的休息间隙快速启动,迅速工作至运行状态;此时空压系统和焊接系统即可正常运行,因此错峰运行并不会对空压系统和焊接系统的工作效率造成太大的影响,可以在保证效率的同时,以较小的成本提高安全性。
57.上述的空压系统检测单元、空压系统配电单元、空压系统状态检测单元以及空压系统启动检测单元等可以为通过控制器和传感器结合以实现相应功能的电路,也可以为通过数字电路、模拟电路以及继电器等结合以实现相应功能的电路。
58.示例性的,如图2所示,空压系统检测单元包括第一检测单元与第二检测单元;第一检测单元的输出端与第一控制开关的控制端连接;第二检测单元的输出端与空压系统配电单元的第一输入端连接;第一检测单元和第二检测单元均设置上升沿触发值和下降沿触发值;且上升沿触发值大于下降沿触发值;第一预设条件为,压力值变小时压力值小于下降
沿触发值或压力值变大时压力值小于上升沿触发值;第二预设条件为,压力值变小时大于下降沿触发值或压力值变大时大于上升沿触发值。当压力值较小,气压值满足第一预设条件时,第一检测单元输出信号发送第一信号至第一控制开关的控制端,控制第一控制开关断开。当气压值较大,满足第二预设条件时,第二检测单元发送第二信号至空压系统配电单元的第一输入端。以第一检测单元为例,假设其上升沿触发值为8kg/cm2、下降沿触发值为6kg/cm2;则当压力值变小小于下降沿触发值6kg/cm2时,即会控制第一控制开关断开,但当压力值增加至6kg/cm2时,第一检测单元输出的信号不会发生变化,仅当压力值增加至上升沿触发值8kg/cm2时,第一检测单元输出的信号才会产生变化,此时不会再控制第一控制开关断开,第一控制开关可以恢复闭合状态。上升沿触发值大于下降沿触发值,可以避免仅设置一个控制值(上升沿触发值或下降沿触发值)时,气压值在控制值附近波动带来的焊接系统运行状态波动不稳定,即通过采用上述的方式设计第一检测单元和第二检测单元可以提高系统控制的稳定性,防止系统处于快速震荡的状态。
59.第一检测单元和第二检测单元除了采用设计上升沿触发值大于下降沿触发值的方式提高系统稳定性以外,还可以采用延时的方式设计。以第一检测单元为例简述延时方式,假设其控制值为6kg/cm2,延时为60s,即压力值在6kg/cm2以下持续保持60s,此时才会控制第一控制开关断开;当压力值增加,大于6kg/cm2且持续保持60s,此时才不会再控制第一控制开关断开,第一控制开关可以恢复闭合状态。
60.进一步地,如图2所示,所述空压系统配电单元包括第四控制开关和第三控制开关,第二检测单元的输出端与第四控制开关的控制端连接,焊接反馈单元经空压系统状态检测单元与第三控制开关的控制端连接。本方案中空压系统配电单元的的第一输入端为第四控制开关的控制端,空压系统配电单元的第二输入端和第三输入端为一个端口,即第三控制开关的控制端;焊接反馈单元经空压系统状态检测单元与空压系统配电单元连接。当气压值较大,满足第二预设条件时,第二检测单元发送第二信号至第四控制开关,控制第四控制开关断开。当焊接系统运行时,焊接反馈单元输出第四信号至空压系统状态检测单元,此时若空压系统状态检测单元检测到空压系统处于关闭状态,则会发送第三信号至第三控制开关,控制第三控制开关断开。第四控制开关与第三控制开关串联,只有当两个开关均闭合时,空压系统配电单元才会控制空压系统控制开关闭合。
61.进一步地,如图2所示,所述焊接空压双系统错峰协调分配装置还包括延时单元,延时单元的输入端与焊接反馈单元的输出端连接,延时单元的输出端与空压系统状态检测单元的输入端连接;所述延时单元用于在焊接系统停止时,在预设时间内维持焊接反馈单元的第四信号。焊接系统停止运行一段时间后,再启动空压系统会更加安全。因此通过延时单元在焊接系统停止时,在预设时间内维持焊接反馈单元的第四信号,使空压系统状态检测单元的输入端仍会接收到信号。避免焊接一停止则空压系统马上启动的现象,彻底将焊接和电动机启动时间点隔开。
62.进一步地,如图2所示,所述焊接空压双系统错峰协调分配装置还包括焊接电源控制单元,第三控制开关的输出端与焊接电源控制单元的输入端连接,所述焊接电源控制单元用于控制焊接系统的电源输出;当第三控制开关有断开变为闭合时,所述焊接电源控制单元用于在预设时间内控制焊接系统的电源输出关断。第三控制开关在焊接系统运行且空压系统停止时处于断开状态,当焊接系统停止运行时,若此时空压系统启动,则需保证焊接
系统处于停止状态,不会被再次启动。在焊接系统停止运行时,第三控制开关则会由断开变为闭合,此时通过与第三控制开关连接的焊接电源控制单元控制焊接系统的电源在预设时间内输出关断,确保焊接系统在预设时间内处于停止状态。
63.上述的延时单元、焊接电源控制单元等可以为通过控制器和相关元件结合以实现相应功能的电路,也可以为通过数字电路、模拟电路以及继电器等结合以实现相应功能的电路。
64.实施例2
65.如图3所示,本实施例以模拟电路以及继电器等结合以实现实施例1所述的焊接空压双系统错峰协调分配装置。
66.所述空压系统检测单元包括,第一压力开关的控制端sw1和第二压力开关的控制端sw2;所述空压系统配电单元包括,交流接触器的线圈km1、第三开关sw3、第二压力开关的开关端sw2
‑
1、第三继电器的第一触点端km3
‑
1;所述空压系统状态检测单元包括,第二继电器、第三电阻r3、第一npn三极管q1、第三继电器的线圈km3;所述焊接反馈单元包括多个反馈电路,所述反馈电路包括反馈二极管(例如第一二极管d1和第二二极管d2)、反馈电阻(例如第一电阻r1和第二电阻r2)以及反馈光耦合器(例如第一光耦合器ic1和第二光耦合器ic2);所述空压系统控制开关包括交流接触器的触点端km1
‑
1;第一控制开关包括第一压力开关的开关端sw1
‑
1;
67.多个变压器(例如第一变压器t1和第二变压器t2)的一次侧并联,变压器的二次侧与焊接系统连接;电源的火线经并联的多个变压器的一次侧和第一压力开关的开关端sw1
‑
1与电源的零线连接;电源的火线经交流接触器的线圈km1、第三继电器的第一触点端km3
‑
1、第三开关sw3和第二压力开关的开关端sw2
‑
1后与电源的零线连接;电源的火线经第二继电器的线圈km2与电源的零线连接;12v正极端子经第三继电器的线圈km3与第一npn三极管q1的集电极连接,第一npn三极管q1的发射极接地,第一npn三极管q1的基极经第三电阻r3、第二继电器的触点端km2
‑
1与反馈电路的输出端连接;焊接系统经反馈端口(例如ifa和ifb)经反馈光耦合器(例如第一光耦合器ic1和第二光耦合器ic2)的发光器后与低电势点(例如ea和eb)连接,12v正极端子与反馈光耦合器的受光器的输入端连接,反馈光耦合器的受光器的输出端分别与反馈电阻的一端和反馈二极管的正极连接;反馈二极管的负极为反馈电路的输出端,反馈电阻的另一端接地;第四开关sw4并联于第一压力开关的开关端sw1
‑
1两端。
68.空压系统启动检测单元包括,电流互感器t4、整流桥br1、第七电阻r7、第五电容c5、第八电阻r8、稳压二极管zd1、第二npn三极管q2以及第四继电器的线圈km4;第二控制开关包括,第四继电器的触点端km4
‑
1;电源的火线与并联的多个变压器的一次侧之间包括第四继电器的触点端km4
‑
1;电流互感器t4设置于电源的火线上,电流互感器t4的输出端与整流桥br1的输入端连接,整流桥br1的输出端正极经第八电阻r8和稳压二极管zd1后与第二npn三极管q2的基极连接,整流桥br1的输出端负极和第二npn三极管q2的发射极接地,第七电阻r7和第五电容c5分别并联在整流桥br1的输出端正极和输出端负极两端,12v正极端子经第四继电器的线圈km4与第二npn三极管q2的集电极连接。
69.延时单元包括,第一电容c1;反馈电路的输出端经第一电容c1接地。
70.焊接电源控制单元包括,第三继电器的第二触点端km3
‑
2、第四电阻r4、第五电阻
r5、第六电阻r6、第二电容c2、第三电容c3、第四电容c4、单稳态触发器ic3、多个控制光耦合器(例如第四光耦合器ic4和第五光耦合器ic5);第一npn三极管q1的发射极经第三继电器的第二触点端km3
‑
2与第二电容c2的一端连接,第二电容c2的另一端与单稳态触发器ic3的触发端tr连接;12v正极端子分别与第四电阻r4的一端、第五电阻r5的一端、单稳态触发器ic3的复位端rd以及单稳态触发器ic3的电源端vcc连接;第四电阻r4的另一端与第二电容c2的一端连接;第五电阻r5的另一端分别与第三电容c3的一端、单稳态触发器ic3的阈值输入端th以及单稳态触发器ic3的放电端dis连接;第三电容c3的另一端与单稳态触发器ic3的接地端gnd均接地;单稳态触发器ic3的电压控制端co经第四电容c4接地;单稳态触发器ic3的输出端out经第六电阻r6后分别和多个控制光耦合器的发光器的正极连接,多个控制光耦合器的发光器的负极接地;多个控制光耦合器的受光器的输入端分别与多个焊接系统的电源输出控制端连接,控制光耦合器的受光器的输出端与低电势点(例如ea和eb)连接。
71.本实施例所述的电路的运行过程如下所示。交流继电器的触点端km1
‑
1为常开触点,第一压力开关的开关端sw1
‑
1、第二压力开关的开关端sw2
‑
1、第二继电器的触点端km2
‑
1、第三继电器的第一触点端km3
‑
1、第三继电器的第二触点端km3
‑
2以及第四继电器的触点端km4
‑
1均为常闭型。第一压力开关和第二压力开关的动作范围如图4所示,第一压力开关和第二压力开关均设置上升沿触发值和下降沿触发值,且上升沿触发值大于下降沿触发值。气压逐渐减小,当第一压力开关在气压降低至6kg/cm2以下时,第一压力开关的开关端sw1
‑
1断开;第一压力开关的开关端sw1
‑
1断开后,若空压系统启动运行后,气压逐渐升高,则在气压增加至8kg/cm2以上时,第一压力开关的开关端sw1
‑
1闭合。当气压升高至10kg/cm2以上时,第二压力开关的开关端sw2
‑
1断开,空压系统关闭,此时若焊接系统运行,则气压会下降,当气压下降至8kg/cm2以下时,第二压力开关的开关端sw2
‑
1闭合。压力开关动作和复位有一个压力交集段,可以提高控制的平稳性。
72.空压系统的运行由交流接触器、第二压力开关、第三开关sw3以及第三继电器共同控制,当第二压力开关的开关端sw2
‑
1、第三开关sw3以及第三继电器的第一触点端km3
‑
1闭合时,交流接触器的线圈km1通电,此时交流继电器的触点端km1
‑
1闭合,空压系统开始启动,启动完成后正常运行。
73.假设第三开关sw3闭合。当空压系统内部压力减小至6kg/cm2以下时,第一压力开关的控制端sw1得电,第一压力开关的开关端sw1
‑
1断开,此时焊接系统停止运行;而第二压力开关的控制端sw2未得电,第二压力开关的开关端sw2
‑
1闭合;焊接反馈系统未输出信号,此时第一npn三极管q1未导通,第三继电器的线圈km3未得电,第三继电器的第一触点端km3
‑
1和第三继电器的第二触点端km3
‑
2闭合;此时空压系统即可启动。空压系统启动后,短时间内即可进入运行阶段。
74.随着空压系统的运行,气压升高,当气压升高至8kg/cm2以上时,第一压力开关的控制端sw1失电,第一压力开关的开关端sw1
‑
1闭合,此时焊接系统可以正常运行。
75.当气压升高至10kg/cm2以上时,第二压力开关的开关端sw2
‑
1断开,空压系统关闭,此时若焊接系统运行,则气压会下降。
76.当气压下降至8kg/cm2以下时,第二压力开关的开关端sw2
‑
1闭合;空压系统由于保持关闭状态,第二继电器的线圈km2未得电,第二继电器的触点端km2
‑
1闭合;此时若焊接系统仍在运行,则焊接反馈单元的反馈光耦合器导通,将输出信号使第一npn三极管q1导
通,此时第三继电器的线圈km3得电,第三继电器的第一触点端km3
‑
1断开;空压系统不会启动,保证焊接系统运行时,空压系统不会启动;若此时焊接系统停止运行,则第一npn三极管q1关断,此时第三继电器的线圈km3失电,第三继电器的第一触点端km3
‑
1闭合,空压系统可以启动。
77.此时还可以通过延时单元、焊接电源控制单元和空压系统启动检测单元,确保空压系统的启动状态和焊接系统的运行状态不会同时出现,且彻底将焊接和电动机启动时间点隔开。延时单元的第一电容c1在焊接反馈单元输出信号时充电,在其信号消失时放电,延缓电路的动作时间,使得系统不会在焊接系统停止以后马上启动空压系统,提高安全性。第三继电器的线圈km3失电的瞬间,焊接电源控制单元的由第四电阻r4和第二电容c2组成微分回路将会将积累的电荷释放出来,给单稳态触发器ic3的触发端tr输入一个负脉冲,此时单稳态触发器ic3的输出端out将会输出信号,使控制光耦合器的发光器导通,控制光耦合器的受光器将会把焊接系统的电源输出控制端的信号拉低,使焊接系统在第四电阻r4和第二电容c2组成微分回路的放电时间内停止运行。空压系统启动检测单元则通过电流互感器t4检测是否出现空压系统启动时的大电流,在出现空压系统启动时的大电流时,第二npn三极管q2导通,第四继电器的线圈km4得电,第四继电器的触点端km4
‑
1断开,焊接系统停止运行。第四开关sw4并联于第一压力开关的开关端sw1
‑
1两端,空压系统未启动时,第四开关sw4短路,则焊接系统不受空压系统影响,可用于调试焊接系统。
78.在压力值为6kg/cm2至10kg/cm2时,若焊接系统未启动,空压系统启动并进入运行阶段,此时若焊接系统开始运行,则焊接反馈单元输出信号,但由于第二继电器的触点端km2
‑
1断开,第三继电器的线圈km3不会得电,空压系统可以正常运行,实现了焊接系统和空压系统的同时运行。本实施例实现了焊接系统与空压系统电流峰值阶段的错开;避免了空压系统启动时影响焊接系统的工作;防止空压系统启动大电流叠加在焊接电流上,对发电调压系统或焊接电源造成损坏,或对焊接工作站或电网造成剧烈的冲击。同时不影响空压系统和焊接系统的同时运行,由于空压系统的启动时间较短,错峰运行并不会对空压系统和焊接系统的工作效率造成太大的影响,可以在保证效率的同时,以较小的成本提高安全性。
79.实施例3
80.如图5所示,本实施例提供一种用于焊接空压双系统错峰协调分配装置的焊接空压双系统错峰协调分配方法,包括以下步骤:
81.s1,空压系统是否运行;若空压系统运行执行步骤s21,若空压系统未运行执行步骤s22;
82.s21,检测空压系统压力,然后执行步骤s31;
83.s31,空压系统的压力值是否满足第二预设条件,若满足执行步骤s411,若不满足执行步骤s21;
84.s411,空压系统停止运行,然后执行步骤s22;
85.s22,检测空压系统压力,然后执行步骤s32;
86.s32,空压系统的压力值是否满足第二预设条件,若满足执行步骤s421,若不满足执行步骤s422;
87.s421,空压系统停止运行,然后执行步骤s22;
88.s422焊接系统是否运行;若焊接系统运行执行步骤s5221,若焊接系统未运行执行步骤s5222;
89.s5221,空压系统的压力值是否满足第一预设条件,若满足执行步骤s62211,若不满足执行步骤s422;
90.s62211,焊接系统停止运行,然后执行步骤s5222;
91.s5222,启动空压系统,然后执行步骤s21。
92.上述方法实现了焊接系统运行时,禁止空压系统启动;实现了焊接系统与空压系统电流峰值阶段的错开;避免了空压系统启动时影响焊接系统的工作;防止空压系统启动大电流叠加在焊接电流上,对发电调压系统或焊接电源造成损坏,或对焊接工作站或电网造成剧烈的冲击。
93.焊接空压双系统错峰协调分配方法存在以下几种的工作状态:
94.a:理想状态下,空压系统与焊接系统的产出平衡,空压系统与焊接系统一直处于运行状态,此时产气量和用气量相当,则气罐内压力基本保持平衡,压力不变。
95.b:产气大于耗气,则压力值会升高。如果压力升高到10kg/cm2,空压系统停止运行。
96.此时,焊接系统若一直在进行,则空压系统处于停止运行状态,直至压力下降到6kg/cm2时,焊接系统电源将被自动切断,等延时单元的信号消失后,空压系统启动。即焊接系统停止运行后,空压系统滞后启动。实现了焊接系统和空压系统再次启动的错峰输出。
97.若焊接系统处于间隙工作状态,即焊接系统在压力下降到6kg/cm2前处于运行与停止运行相互交替的状态。当压力值处于8
‑
10kg/cm2时,第二压力开关的开关端sw2
‑
1断开,此时即使焊接系统停止运行,由于受第二压力开关的开关端sw2
‑
1的断开状态的制约,空压系统不会启动。当压力值处于6
‑
8kg/cm2时,第二压力开关的开关端sw2
‑
1闭合,此时空压系统能否启动取决于第三继电器的第一触点端km3
‑
1的状态。焊接系统停止运行,待延时单元延时结束后,第三继电器的第一触点端km3
‑
1闭合,空压系统启动。且由于焊接电源控制电源的作用,使得空压系统再次启动时,焊接电源自动关闭一段时间;除此之外焊接控制单元还用于在空压系统启动阶段,禁止焊接系统运行,确保实现错峰输出。
98.c:产气小于耗气,压力值会降低。
99.若空压系统处于运行状态,则空压系统与焊接系统一直运行,直至压力下降到6kg/cm2时,焊接系统电源将被自动切断。此时空压系统继续运行,至压力值增加至8kg/cm2时,焊接系统才可运行,然后重复上述的过程。
100.若空压系统停止运行,则焊接系统与空压系统的运行过程与产气大于耗气时,空压系统停止运行后的过程一致。
101.通过上述分析,总结空压系统和焊接系统联动工作的几个工作状态的功率,具体情况如下表所示:
[0102][0103]
上述过程及几种工作模式,包括了所有可能发现的工作,周而复始。但始终处于焊接和空压双系统错峰输出状态,不会出现启动大电流叠加焊接大电流将发电系统憋熄火或造成剧烈冲击现象。
[0104]
焊接空压双系统错峰协调分配方法通过协调焊接系统与空压系统的运行状态,实现了焊接系统运行时,禁止空压系统启动的目的;避免了空压系统启动时影响焊接系统的工作;防止空压系统启动大电流叠加在焊接电流上,对发电调压系统或焊接电源造成损坏,或对焊接工作站或电网造成剧烈的冲击。同时不影响空压系统和焊接系统的同时运行,由于空压系统的启动时间较短,错峰运行并不会对空压系统和焊接系统的工作效率造成太大的影响,可以在保证效率的同时,以较小的成本提高安全性。
[0105]
以上所述,仅为本发明具体实施方式的详细说明,而非对本发明的限制。相关技术领域的技术人员在不脱离本发明的原则和范围的情况下,做出的各种替换、变型以及改进均应包含在本发明的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。