1.本实用新型涉及磁控管生产制造技术领域,特别涉及一种磁控管管芯焊接装置。
背景技术:
2.磁控管是一种用来产生微波能的电真空器件;在磁控管生产中,磁控管的管芯往往为其核心产品,由排气管组件、阳极组件、阴极组件装配焊接而成,且在焊接成型后不能出现漏气现象。
3.在将排气管组件、阳极组件、阴极组件装配后形成管芯,在进行管芯焊接的过程中,由于三个组件之间存在两个焊接位置,在焊接过程中容易发生组件之间的错位,导致漏气,因此在管芯焊接过程中,如何保障各组件之间不会发生错位,便成了管芯焊接过程中需要解决的问题。
技术实现要素:
4.有鉴于此,本实用新型旨在提出一种磁控管管芯焊接装置,以解决现有技术在管芯焊接过程中容易发生各组件之间错位,导致漏气的问题。
5.为达到上述目的,本实用新型的技术方案是这样实现的:
6.一种磁控管管芯焊接装置,包括夹持台、焊接单元,所述夹持台设置第一夹具、第二夹具,所述第一夹具、第二夹具同轴心相对设置,且所述第一夹具、第二夹具均能够以轴心为旋转轴进行转动,所述第一夹具、第二夹具共同对磁控管管芯进行夹持,所述焊接单元的焊枪结构能够分别与磁控管管芯的第一焊接位置、第二焊接位置配合,用于对磁控管管芯进行焊接。
7.进一步的,所述第一夹具、第二夹具在竖直方向上相对设置。
8.进一步的,所述第一夹具设置朝向第二夹具方向开口的第一容纳腔,所述第二夹具设置朝向第一夹具方向开口的第二容纳腔。
9.进一步的,所述第一容纳腔在靠近第二夹具方向的开口处设置沉台结构或内斜面结构,和/或所述第二容纳腔在靠近第一夹具方向的开口处设置沉台结构或内斜面结构。
10.进一步的,所述夹持台包括旋转电机,所述旋转电机与第一夹具和/或第二夹具连接。
11.进一步的,所述夹持台包括底座,所述第一夹具以能够转动的方式设置在底座,第二夹具以能够沿着竖直方向移动的方式设置在第一夹具的正上方。
12.进一步的,所述夹持台包括位移输出单元,所述位移输出单元通过移动杆与第二夹具连接。
13.进一步的,所述夹持台包括滑轨、滑块,所述滑轨沿竖直方向设置,所述滑块的一端以能够滑动的方式与滑轨连接,所述第二夹具以能够转动的方式与滑块的另一端连接,且所述移动杆与滑块连接。
14.进一步的,所述焊接单元包括第一焊枪、第二焊枪,所述第一焊枪的焊头与磁控管
管芯的第一焊接位置对齐,所述第二焊枪的焊头与磁控管管芯的第二焊接位置对齐。
15.进一步的,所述第一夹具在靠近第二夹具方向的外壁设置避让斜面,所述第二夹具在靠近第一夹具方向的外壁设置避让斜面。
16.进一步的,所述磁控管管芯包括排气管组件、阴极组件,所述第一容纳腔对排气管组件或阴极组件进行容纳并抵接,所述第二容纳腔对阴极组件或排气管组件进行容纳并抵接;与排气管组件配合的容纳腔设置密封装置,并与抽真空管路、保护气供给管路连通,从而在排气管组件与相应的容纳腔配合后,通过密封装置进行密封,然后通过抽真空管路对容纳腔、排气管组件乃至磁控管管芯进行抽真空,并通过保护气供给管路充入保护气体,使得在焊接过程中,保护气体能够对磁控管管芯的内部进行保护,防止氧化。
17.相对于现有技术,本实用新型所述的一种磁控管管芯焊接装置具有以下优势:
18.本实用新型所述的一种磁控管管芯焊接装置,能够简单便捷地对排气管组件与阳极组件之间的装配面、阳极组件与阴极组件之间的装配面进行焊接;同时,随着第一夹具与第二夹具之间的夹持作用,使得在磁控管管芯的焊接过程中,磁控管管芯的各个组件之间不会发生错位,有利于确保磁控管管芯的密封性能,提高良品率。
附图说明
19.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
20.图1为本实用新型实施例所述的一种磁控管管芯的结构示意图;
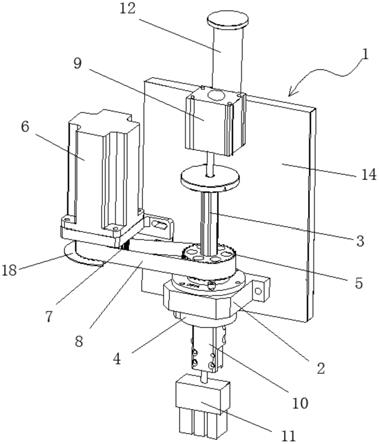
21.图2为本实用新型实施例所述的一种磁控管管芯焊接装置的轴测图;
22.图3为本实用新型实施例所述的一种磁控管管芯焊接装置中放入磁控管管芯后的结构示意图;
23.图4为本实用新型实施例在图3中a处的局部放大图;
24.图5为本实用新型实施例所述的一种磁控管管芯焊接装置中夹持台的结构示意图;
25.图6为本实用新型实施例在图5中b处的局部放大图;
26.图7为本实用新型实施例所述的一种磁控管管芯焊接装置中第二夹具与第一夹具的剖面示意图;
27.图8为本实用新型实施例所述的一种磁控管管芯焊接装置中第二夹具与第一夹具的另一种剖面示意图。
28.附图标记说明:
29.排气管组件1,阳极组件2,第一焊接位置21,第二焊接位置22,阴极组件3,夹持台4,底座41,滑轨42,滑块43,移动杆44,第一夹具45,第二夹具46,位移输出单元47,避让斜面48,沉台结构49,内斜面结构490,焊接单元5,第一焊枪51,第二焊枪52,磁控管管芯6,第一容纳腔7,第二容纳腔8。
具体实施方式
30.下文将使用本领域技术人员向本领域的其它技术人员传达他们工作的实质所通
常使用的术语来描述本公开的实用新型概念。然而,这些实用新型概念可体现为许多不同的形式,因而不应视为限于本文中所述的实施例。
31.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
32.下面将参考附图并结合实施例来详细说明本实用新型。
33.如附图1所示,对于磁控管管芯6的成品而言,包括依次连接的排气管组件1,阳极组件2、阴极组件3,其通过常规的焊接工艺连接为一体,以确保磁控管管芯6的密封性;在现有技术中,通常通过分别生产加工出排气管组件1,阳极组件2、阴极组件3,然后将这三个组件装配,并针对阳极组件2与阴极组件3之间的第一焊接位置21进行焊接,针对排气管组件1,阳极组件2之间的第二焊接位置22进行焊接,使得排气管组件1,阳极组件2、阴极组件3焊接为一体结构,从而制得磁控管管芯6成品;鉴于焊接原理及焊接工艺、各个组件的具体结构均为现有技术,在此不进行赘述。
34.本实施例着重对磁控管管芯6进行焊接过程中,现有技术容易发生各组件之间错位,导致磁控管管芯6漏气的问题进行研究;故此,本实施例提出一种磁控管管芯焊接装置,如附图2
‑
8所示,所述焊接装置包括夹持台4、焊接单元5,所述夹持台4设置第一夹具45、第二夹具46,所述第一夹具45、第二夹具46同轴心相对设置,且所述第一夹具45、第二夹具46均能够以轴心为旋转轴进行转动,所述第一夹具45、第二夹具46共同对磁控管管芯6进行夹持,所述焊接单元5的焊枪结构能够分别与磁控管管芯6的第一焊接位置21、第二焊接位置22配合,用于对磁控管管芯6进行焊接。
35.从而将排气管组件1,阳极组件2、阴极组件3这三个组件装配后,形成预组装的磁控管管芯6,利用第一夹具45、第二夹具46共同对磁控管管芯6进行夹持,然后随着第一夹具45、第二夹具46沿轴心的转动,焊枪结构对磁控管管芯6的第一焊接位置21、第二焊接位置22进行焊接,从而能够简单便捷地对排气管组件1与阳极组件2之间的装配面、阳极组件2与阴极组件3之间的装配面进行焊接;同时,随着第一夹具45与第二夹具46之间的夹持作用,使得在磁控管管芯6的焊接过程中,磁控管管芯6的各个组件之间不会发生错位,有利于确保磁控管管芯6的密封性能,提高良品率。
36.为了便于第一夹具45、第二夹具46对磁控管管芯6进行夹持,所述第一夹具45设置朝向第二夹具46方向开口的第一容纳腔7,用于对排气管组件1或阴极组件3进行容纳并抵接;相应的,所述第二夹具46设置朝向第一夹具45方向开口的第二容纳腔8,用于对阴极组件3或排气管组件1进行容纳并抵接。
37.在第一夹具45、第二夹具46对磁控管管芯6进行夹持过程中,对于第一容纳腔7、第二容纳腔8而言,无论是第一容纳腔7、第二容纳腔8中任一个排气管组件1配合,与排气管组件1配合的容纳腔设置密封装置,并与抽真空管路、保护气供给管路连通,从而在排气管组件1与相应的容纳腔配合后,通过密封装置进行密封,然后通过抽真空管路对容纳腔、排气管组件1乃至磁控管管芯6进行抽真空,并通过保护气供给管路充入保护气体,使得在焊接过程中,保护气体能够对磁控管管芯6的内部进行保护,防止氧化;对于所述保护气而言,在本实施例中的焊接过程优选为氩弧焊,所述保护气体优选为氩气。
38.作为优选的,所述第一夹具45、第二夹具46在竖直方向上相对设置,在第一夹具45、第二夹具46同轴心设置的基础上,由于磁控管管芯6中各个组件之间在装配后的重力承
载方向也可以视为竖直向下,从而可以将预组装后的磁控管管芯6放置在第一夹具45上,通过第一夹具45对磁控管管芯6进行支撑,然后将第二夹具46对磁控管管芯6进行压持,为磁控管管芯6中的各个组件施加一个竖直向下的力,从而有利于进一步确保磁控管管芯6中各个部件之间的连接牢靠性,有利于防止焊接过程中磁控管管芯6的各个组件之间发生错位。
39.如附图6
‑
7所示,对于第一夹具45和/或第二夹具46而言,所述第一容纳腔7在靠近第二夹具46方向的开口处设置沉台结构49,使得第一夹具45能够对排气管组件1或阴极组件3进行较为牢靠地抵接,和/或,所述第二容纳腔8在靠近第一夹具45方向的开口处设置沉台结构49,使得第二夹具46能够对阴极组件3或排气管组件1进行较为牢靠地抵接。
40.考虑到阴极组件3或排气管组件1与沉台结构49之间可能会发生过盈配合,导致磁控管管芯6与夹具之间难以装配或拆卸的情况发生,可以如附图8所示,将沉台结构49改为内斜面结构490,即所述第一容纳腔7在靠近第二夹具46方向的开口处设置内斜面结构490,和/或,所述第二容纳腔8在靠近第一夹具45方向的开口处设置内斜面结构490。
41.除此之外,在实际的实施过程中,也可以将沉台结构49、内斜面结构490进行相互替换,即所述第一容纳腔7在靠近第二夹具46方向的开口处设置沉台结构49或内斜面结构490,和/或所述第二容纳腔8在靠近第一夹具45方向的开口处设置沉台结构49或内斜面结构490,且所述第一容纳腔7、第二容纳腔8在开口处的结构可以保持一致,也可以不一致。
42.为了实现第一夹具45、第二夹具46之间的转动,所述夹持台4包括旋转电机(未图示),所述旋转电机与第一夹具45和/或第二夹具46连接,为第一夹具45、第二夹具46之间的转动提供动力支持。
43.作为优选的,旋转电机与第一夹具45连接,即第一夹具45作为主动旋转的结构,然后通过第二夹具46将磁控管管芯6进行夹持后,第二夹具46为从动旋转。
44.相应的,旋转电机也可以与第二夹具46连接,即第二夹具46进行主动旋转,第一夹具45进行从动旋转;也可以将第一夹具45、第二夹具46均与旋转电机连接,且第一夹具45、第二夹具46进行同步且同向转动。
45.在本实施例中,所述夹持台4包括底座41,所述第一夹具45以能够转动的方式设置在底座41,第二夹具46以能够沿着竖直方向移动的方式设置在第一夹具45的正上方。
46.对于第二夹具46移动的相关结构,所述夹持台4包括位移输出单元47,所述位移输出单元47通过移动杆44与第二夹具46连接,从而在位移输出单元47的动力输出作用下,移动杆44向下延伸或向上收缩,带动第二夹具46在竖直方向上进行移动。
47.此外,为了确保第二夹具46在移动过程中不会发生晃动、错位夹持的情况,所述夹持台4包括滑轨42、滑块43,所述滑轨42沿竖直方向设置,所述滑块43的一端以能够滑动的方式与滑轨42连接,所述第二夹具46以能够转动的方式与滑块43的另一端连接,且所述移动杆44与滑块43连接,从而通过移动杆44带动滑块43、第二夹具46进行移动,由于滑块43在移动过程中受滑轨42的限位作用,可以使得第二夹具46在竖直方向上能够进行较为平稳地移动,避免第二夹具46在移动过程中发生晃动。
48.所述焊接单元5包括第一焊枪51、第二焊枪52,所述第一焊枪51的焊头与磁控管管芯6的第一焊接位置21对齐,所述第二焊枪52的焊头与磁控管管芯6的第二焊接位置22对齐,从而在夹具对磁控管管芯6夹持并旋转的过程中,能够通过两个焊枪同时对第一焊接位置21、第二焊接位置22进行焊接,不仅有利于提高焊接效率,而且无需移动磁控管管芯6或
焊枪,即可完成对一个磁控管管芯6的焊接工作,减少了相关部件的移动情况,有利于防止焊接过程中磁控管管芯6的各个组件之间发生错位,同时也有利于确保焊接的准确性。
49.此外,所述焊接过程优选为氩弧焊,所述焊接单元5还包括执行氩弧焊所必须的相关部件,鉴于焊接原理、工艺以及氩弧焊所必须的相关部件均为现有技术,在此不进行赘述。
50.由于在夹具对磁控管管芯6进行夹持后,磁控管管芯6的第一焊接位置21距离第一夹具45较近,磁控管管芯6的第二焊接位置22距离第二夹具46也较近,为了对第一焊枪51的焊头、第二焊枪52的焊头进行避让,所述第一夹具45在靠近第二夹具46方向的外壁设置避让斜面48,所述第二夹具46在靠近第一夹具45方向的外壁设置避让斜面48,从而能够避免夹具与焊枪的焊头之间产生空间干涉,以确保焊接过程的正常进行。
51.在本实用新型中,对于所述焊接装置而言,在本实施例提供的相关结构及装配关系的基础上,还包括电控部件、电源、气源等常规焊接部件;鉴于其均为现有技术,在此不进行赘述。
52.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。