1.本实用新型涉及轧钢设备技术领域,尤其是涉及一种可切换工位的轧钢生产线。
背景技术:
2.一直以来配备减定径机的轧钢生产线,减定径机前没有设计活套张力调节装置。一般采用精轧机前的水平活套来调节进入减定径机的张力,但是精轧机前的水平活套距离减定径机距离较远,活套调节不及时,会造成进入减定径机的来料张力波动大,影响了成品的尺寸和内部性能。在同时使用精轧机、减定机轧制时由于两者之间没有活套,精轧机与减定机间的张力完全依靠人为判断进行张力调节,调节速度慢,张力不稳地,极易发生憋钢事故。
技术实现要素:
3.本实用新型要解决的技术问题是:为了解决轧钢生产线上减定径机前来料张力波动大,同时使用精轧机和减定机轧制时张力不稳、调节难度大的问题,现提供了一种可切换工位的轧钢生产线。
4.本实用新型解决其技术问题所采用的技术方案是:一种可切换工位的轧钢生产线,包括卡断剪、减定径组件及废料箱,所述卡断剪的输入端通过导槽连接精轧机,卡断剪的输出端连接减定径组件的输入端,所述减定径组件的输出端连接废料箱的输入端,所述废料箱的输出端通过导槽连接吐丝机,还包括活套组件,所述活套组件包括前平台、前导轨、前驱动装置、活套装置及前回温导槽,所述前导轨垂直于生产线导槽设于地面,所述前平台滑动安装在前导轨上,所述前驱动装置用于驱动前平台在前导轨上切换工位,所述活套装置和前回温导槽均固定在前平台上,所述活套组件切换至第一工位时,所述活套装置的输入端对接导槽,且其输出端对接卡断剪,所述活套组件切换至第二工位时,所述前回温导槽的输入端对接导槽,且其输出端对接卡断剪。
5.本方案中,在减定径组件前面增设了可切换工位的活套组件,通过前驱动装置控制前平台在前导轨上移位切换,选择活套装置或前回温导槽接入生产线,实现不同功能。
6.进一步的,所述前驱动装置包括液压缸,所述液压缸的输出端连接前平台。液压缸用来驱动控制前平台的工位切换。
7.进一步的,所述减定径组件包括后平台、后导轨、后驱动装置、减定径装置及后回温导槽,所述后导轨垂直于生产线导槽设于地面,所述后平台滑动安装在后导轨上,所述后驱动装置用于驱动后平台在后导轨上切换工位,所述减定径装置和后回温导槽均固定在后平台上,所述减定径组件切换至第一工位时,所述减定径装置的输入端对接导槽,且其输出端对接卡断剪,所述减定径组件切换至第二工位时,所述后回温导槽的输入端对接导槽,且其输出端对接卡断剪。通过后驱动装置控制后平台在后导轨上移位切换,选择减定径装置或后回温导槽接入生产线,实现不同功能。
8.进一步的,所述后驱动装置包括液压缸,所述液压缸的输出端连接后平台。液压缸
用来驱动控制后平台的工位切换。
9.本实用新型的有益效果是:本实用新型可切换工位的轧钢生产线在使用时,通过前驱动装置控制前平台在前导轨上移位切换不同工位,不使用减定径装置轧制时,切换连接前回温导槽,使用减定径装置轧制时,切换连接活套装置。后驱动装置控制后平台在后导轨上移位切换,选择减定径装置或后回温导槽接入生产线。通过组合活套组件和减定径组件的不同工位,适应三种不同工况的需求。
附图说明
10.下面结合附图和实施例对本实用新型进一步说明。
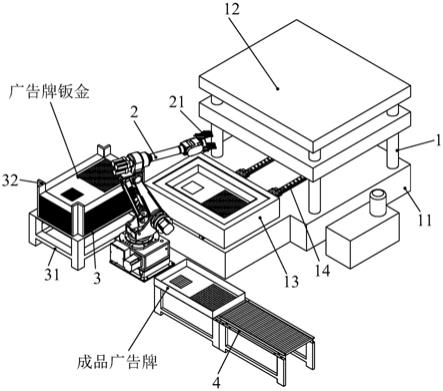
11.图1是本实用新型示意图;
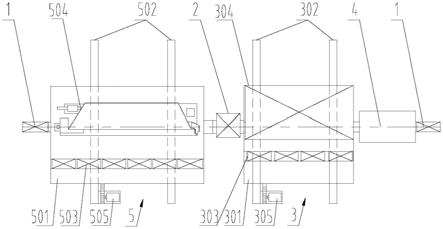
12.图2是本实用新型不同工位的示意图。
13.图中:1、导槽,2、卡断剪,3、减定径组件,301、后平台,302、后导轨,303、后回温导槽,304、减定径装置,305、后驱动装置,4、废料箱,5、活套组件,501、前平台,502、前导轨,503、前回温导槽,504、活套装置,505、前驱动装置。
具体实施方式
14.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成,方向和参照(例如,上、下、左、右、等等)可以仅用于帮助对附图中的特征的描述。因此,并非在限制性意义上采用以下具体实施方式,并且仅仅由所附权利要求及其等同形式来限定所请求保护的主题的范围。
15.实施例一
16.如图1
‑
2所示,一种可切换工位的轧钢生产线,包括卡断剪2、减定径组件3及废料箱4,所述卡断剪2的输入端通过导槽1连接精轧机,卡断剪2的输出端连接减定径组件3的输入端,所述减定径组件3的输出端连接废料箱4的输入端,所述废料箱4的输出端通过导槽1连接吐丝机,还包括活套组件5,所述活套组件5包括前平台501、前导轨502、前驱动装置505、活套装置504及前回温导槽503,所述前导轨502垂直于生产线导槽1设于地面,所述前平台501滑动安装在前导轨502上,所述前驱动装置505用于驱动前平台501在前导轨502上切换工位,所述活套装置504和前回温导槽503均固定在前平台501上,所述活套组件5切换至第一工位时,所述活套装置504的输入端对接导槽1,且其输出端对接卡断剪2,所述活套组件5切换至第二工位时,所述前回温导槽503的输入端对接导槽1,且其输出端对接卡断剪2。
17.本实施例中,在减定径组件3前面增设了可切换工位的活套组件5,通过前驱动装置505控制前平台501在前导轨502上移位切换。不使用减定径组件3轧制时,前驱动装置505带动前平台501移动,使前回温导槽503对接两端,接入生产线。使用减定径装置304轧制时,前驱动装置505带动前平台501移动换位,使活套装置504对接两端,接入生产线。
18.优选的,所述前驱动装置505为齿轮齿条驱动,或丝杠法兰驱动,或者液压单元驱动。
19.优选的,所述前驱动装置505包括液压缸,所述液压缸的输出端连接前平台501。
20.优选的,所述减定径组件3包括后平台301、后导轨302、后驱动装置305、减定径装置304及后回温导槽303,所述后导轨302垂直于生产线导槽1设于地面,所述后平台301滑动安装在后导轨302上,所述后驱动装置305用于驱动后平台301在后导轨302上切换工位,所述减定径装置304和后回温导槽303均固定在后平台301上,所述减定径组件3切换至第一工位时,所述减定径装置304的输入端对接导槽1,且其输出端对接卡断剪2,所述减定径组件3切换至第二工位时,所述后回温导槽303的输入端对接导槽1,且其输出端对接卡断剪2。
21.通过后驱动装置305控制后平台301在后导轨302上移位切换。不需要使用减定径装置304时,后驱动装置305带动后平台301移动,使后回温导槽303对接两端,接入生产线。需要使用减定径装置304时,后驱动装置305带动后平台301移动换位,使减定径装置304对接两端,接入生产线。
22.优选的,所述后驱动装置305为齿轮齿条驱动,或丝杠法兰驱动,或者液压单元驱动。
23.优选的,所述后驱动装置305包括液压缸,所述液压缸的输出端连接后平台301。
24.上述可切换工位的轧钢生产线在使用时,通过前驱动装置505控制前平台501在前导轨502上移位切换不同工位,不使用减定径装置304轧制时,切换连接前回温导槽503。使用减定径装置304轧制时,切换连接活套装置504。后驱动装置305控制后平台301在后导轨302上移位切换,选择减定径装置304或后回温导槽303接入生产线。通过组合活套组件5和减定径组件3的不同工位,适应三种不同工况的需求。
25.上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。