1.本实用新型涉及一种塑料件自动去毛刺设备,属于机械设备领域。
背景技术:
2.现在在小工件塑料的加工过程中,都需要对小工件塑料进行去毛刺和抛光。以前塑料工件的去毛刺都是人工用刀进行去毛刺操作,工作效率低不说,还容易导致塑料工件损坏,人力成本投入较大,工作效率低下。
技术实现要素:
3.本实用新型的目的在于克服现有技术中存在的上述不足,而提供一种结构设计合理的塑料件自动去毛刺设备。
4.本实用新型解决上述问题所采用的技术方案是:该塑料件自动去毛刺设备,包括注塑机,其结构特点在于:还包括主线输送带、支线输送带、工件取放机械手、视觉检测定位机构和去毛刺机构,所述支线输送带位于注塑机的侧部、且支线输送带与主线输送带配合,所述工件取放机械手安装在注塑机上、且工件取放机械手位于支线输送带的上方,所述视觉检测定位机构位于主线输送带的上方,所述去毛刺机构位于主线输送带的侧部,所述去毛刺机构包括去毛刺机械手、夹具、夹具座、激光切割机、切割机支架、切割机手轮和切割机丝杆,所述夹具座安装在去毛刺机械手上,所述夹具安装在夹具座上,所述激光切割机安装在切割机支架上,所述切割机手轮安装在切割机丝杆上,所述切割机丝杆与激光切割机连接。
5.进一步地,还包括储料框和储料输送带,所述储料输送带的一端与去毛刺机构配合,所述储料输送带的另一端与储料框配合。
6.进一步地,所述支线输送带的输送方向与主线输送带的输送方向垂直布置。
7.进一步地,沿着主线输送带的输送方向,在主线输送带的两侧设置有多个注塑工位,每个注塑工位设置有一个注塑机。
8.进一步地,所述主线输送带的侧部设置有去毛刺工位,所述去毛刺机构设置在去毛刺工位。
9.进一步地,所述夹具的数量为两个,两个夹具分别安装在夹具座的两侧。
10.进一步地,所述切割机丝杆与激光切割机螺纹连接,用于控制激光切割机的升降。
11.相比现有技术,本实用新型具有以下优点:该塑料件自动去毛刺设备在工作时,注塑机将工件注塑成型后通过工件取放机械手将工件放置在支线输送带上,再由支线输送带将工件输送至主线输送带上,通过主线输送带对工件输送,在对工件进行输送的同时通过视觉检测定位机构对位于去毛刺工位的工件的数量进行检测,当数量较多时主线输送带和支线输送带停止输送,避免去毛刺工位出现工件积压的情况,通过去毛刺机构对工件进行去毛刺,去毛刺机械手上的夹具座的两侧的夹具可同时或单独夹持住主线输送带上的工件,并将工件置于激光切割机的下方,去毛刺前先要根据产品的规格通过转动切割机手轮
使得切割机丝杆转动对激光切割机的高度进行调节,再通过激光切割机对工件上的毛刺去除,去毛刺结束后,毛刺机械手上的夹具座的两侧的夹具夹持住工件,将工件放置在储料输送带上,通过储料输送带将工件输送至储料框,通过该塑料件自动去毛刺设备对工件去毛刺,可代替人工操作,减少人力成本的投入,提高了工作效率,可实现连续化生产。
附图说明
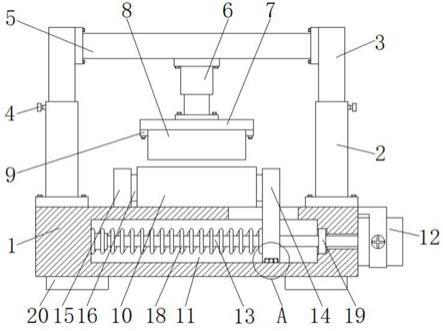
12.图1是本实用新型实施例的塑料件自动去毛刺设备的立体结构示意图。
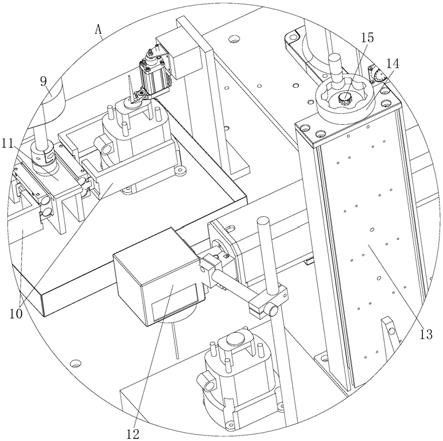
13.图2是图1中的a部放大结构示意图。
14.图中:主线输送带1、支线输送带2、注塑机3、工件取放机械手4、视觉检测定位机构5、去毛刺机构6、储料框7、储料输送带8、去毛刺机械手9、夹具10、夹具座11、激光切割机12、切割机支架13、切割机手轮14、切割机丝杆15。
具体实施方式
15.下面结合附图并通过实施例对本实用新型作进一步的详细说明,以下实施例是对本实用新型的解释而本实用新型并不局限于以下实施例。
16.实施例
17.参见图1至图2所示,须知,本说明书所附图式所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容能涵盖的范围内。同时,本说明书中若有引用如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
18.本实施例中的塑料件自动去毛刺设备,包括主线输送带1、支线输送带2、注塑机3、工件取放机械手4、视觉检测定位机构5、去毛刺机构6、储料框7和储料输送带8,所述储料输送带8的一端与去毛刺机构6配合,所述储料输送带8的另一端与储料框7配合。
19.本实施例中的所述支线输送带2位于注塑机3的侧部、且支线输送带2与主线输送带1配合,所述工件取放机械手4安装在注塑机3上、且工件取放机械手4位于支线输送带2的上方,所述视觉检测定位机构5位于主线输送带1的上方,所述去毛刺机构6位于主线输送带1的侧部。
20.本实施例中的所述去毛刺机构6包括去毛刺机械手9、夹具10、夹具座11、激光切割机12、切割机支架13、切割机手轮14和切割机丝杆15,所述夹具座11安装在去毛刺机械手9上,所述夹具10安装在夹具座11上,所述激光切割机12安装在切割机支架13上,所述切割机手轮14安装在切割机丝杆15上,所述切割机丝杆15与激光切割机12连接,所述夹具10的数量为两个,两个夹具10分别安装在夹具座11的两侧,所述切割机丝杆15与激光切割机12螺纹连接,用于控制激光切割机12的升降。
21.本实施例中的所述支线输送带2的输送方向与主线输送带1的输送方向垂直布置,沿着主线输送带1的输送方向,在主线输送带1的两侧设置有多个注塑工位,每个注塑工位
设置有一个注塑机3,所述主线输送带1的侧部设置有去毛刺工位,所述去毛刺机构6设置在去毛刺工位。
22.具体的说,该塑料件自动去毛刺设备在工作时,注塑机3将工件注塑成型后通过工件取放机械手4将工件放置在支线输送带2上,再由支线输送带2将工件输送至主线输送带1上,通过主线输送带1对工件输送,在对工件进行输送的同时通过视觉检测定位机构5对位于去毛刺工位的工件的数量进行检测,当数量较多时主线输送带1和支线输送带2停止输送,避免去毛刺工位出现工件积压的情况,通过去毛刺机构6对工件进行去毛刺,去毛刺机械手9上的夹具座11的两侧的夹具10可同时或单独夹持住主线输送带1上的工件,并将工件置于激光切割机12的下方,去毛刺前先要根据产品的规格通过转动切割机手轮14使得切割机丝杆15转动对激光切割机12的高度进行调节,再通过激光切割机12对工件上的毛刺去除,去毛刺结束后,毛刺机械手9上的夹具座11的两侧的夹具10夹持住工件,将工件放置在储料输送带8上,通过储料输送带8将工件输送至储料框7,通过该塑料件自动去毛刺设备对工件去毛刺,可代替人工操作,减少人力成本的投入,提高了工作效率,可实现连续化生产。
23.此外,需要说明的是,本说明书中所描述的具体实施例,其零、部件的形状、所取名称等可以不同,本说明书中所描述的以上内容仅仅是对本实用新型结构所作的举例说明。凡依据本实用新型专利构思所述的构造、特征及原理所做的等效变化或者简单变化,均包括于本实用新型专利的保护范围内。本实用新型所属技术领域的技术人员可以对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离本实用新型的结构或者超越本权利要求书所定义的范围,均应属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。