1.本实用新型主要涉及汽车空调风管制备的技术领域,具体为一种聚乙烯轻量化汽车空调风管加工装置。
背景技术:
2.汽车空调风管是空气流通的通道,质量轻,强度好的空调风管在市场上具有较大的竞争优势。
3.根据申请号为cn201810984864.x的专利文献所提供的一种发泡吹塑机及其微发泡中空成型方法可知,该产品包括自动吸料机、挤出机、打气装置和吹塑机,所述挤出机包括料斗、入料座、料筒和螺杆,所述料斗与料筒的一端通过入料座固定连接,所述自动吸料机与料斗连通,所述螺杆设置在料筒内且由电机驱动,所述螺杆远离自动吸塑机的一端还设有打气孔,所述打气装置固定在吹塑机一侧且与打气孔连通;吹塑机包括储料式模头、模具和模具驱动装置,所述储料式模头与料筒的另一端连通,所述模具由模具驱动装置驱动进行合模和分模,且模具的合模位置位于储料式模头的正下方,该产品生产时且具有隔音、绝缘、保温的效果。
4.上述专利中的产品生产时且具有隔音、绝缘、保温的效果,但不便于助剂的精确添加,且存在混料时间长混料不均的可能。
技术实现要素:
5.本实用新型主要提供了一种聚乙烯轻量化汽车空调风管加工装置,用以解决上述背景技术中提出的技术问题。
6.本实用新型解决上述技术问题采用的技术方案为:
7.一种聚乙烯轻量化汽车空调风管加工装置,包括注塑箱,所述注塑箱顶部通过支撑柱连接混料箱,所述混料箱侧壁顶部环绕设有进料管,所述进料管一端贯通连接进料箱,另一端贯通连接混料箱,所述进料箱内设有重力传感器,所述进料管外壁顶部设有多个助剂量取部件,所述重力传感器对进料聚乙烯进行称量并通过控制器触发助剂量取部件量取对应量的助剂,所述进料管内滑动连接用于将进料管内壁残余原料刮入混料箱的刮料部件;
8.所述混料箱顶部转动连接驱动杆,所述驱动杆底部设有搅拌部件,所述驱动杆顶部设有用于驱动刮料部件进行环形往复运动的驱动部件。
9.优选的,所述进料箱一侧设有用于分隔进料箱与进料管的分隔部件,所述分隔部件包括l形隔板以及伸缩缸,所述l形隔板顶部贯穿进料箱底部并延伸至内部,所述伸缩缸连接l形隔板底部,所述伸缩缸输出端贯穿l形隔板连接进料箱底部。在本优选的实施例中,通过进料分隔部件便于聚乙烯的稳定量取。
10.优选的,所述助剂量取部件包括量取管,所述量取管底部贯通连接进料管,所述量取管顶部连接量取气压缸,所述量取气压缸输出端贯穿量取管顶部连接垫板。在本优选的
实施例中,通过助剂量取部件便于根据聚乙烯添加量量取对应的助剂量。
11.优选的,所述量取管一侧设有用于存放助剂的存液箱,所述存液箱固定在进料管顶部,所述存液箱侧壁底部贯通连接电磁阀,所述电磁阀另一端贯通连接量取管,所述量取管底部设有底板,所述底板底部设有用于支撑底板的弹力支撑架,所述弹力支撑架固定在进料管内壁顶部。在本优选的实施例中,通过存液箱便于助剂的添加,通过底板便于助剂增压后喷出,便于助剂均匀喷洒在聚乙烯上。
12.优选的,所述刮料部件包括设于进料管侧壁的滑槽以及刮料架,所述滑槽卡接用于密封滑槽的橡胶垫,所述刮料架侧壁滑动连接滑槽并延伸至外部。在本优选的实施例中,通过刮料部件便于将残存在进料管内壁的原料刮入混料箱。
13.优选的,所述搅拌部件包括搅动盘,所述搅动盘连接驱动杆底部,所述搅动盘底部连接多个搅动棒。在本优选的实施例中,通过搅拌部件便于聚乙烯与助剂间均匀混合。
14.优选的,所述驱动部件包括转盘,所述转盘转动连接支撑盘,所述支撑盘底部连接混料箱顶部,所述转盘底部连接盘簧,所述盘簧底部连接混料箱顶部,所述转盘上对称设有两个液压缸,两个所述液压缸输出端均连接夹环,所述转盘上连接支撑架,所述支撑架上连接连杆,所述连杆另一端连接刮料架。在本优选的实施例中,通过驱动部件便于驱动刮料部件进行环形往复运动。
15.优选的,所述混料箱底部设有卸料部件,所述卸料部件包括卸料挡板以及卸料气压缸,所述卸料挡板接触混料箱底部,所述卸料气压缸固定在注塑箱顶部,所述卸料气压缸输出端连接卸料挡板。在本优选的实施例中,通过卸料部件便于原料混合后移入注塑箱。
16.优选的,所述注塑箱一端贯通连接注塑管,所述注塑箱远离所述注塑管一端连接固定箱,所述固定箱内壁固定电机,所述电机输出端连接螺杆,所述螺杆贯穿注塑箱延伸至注塑管内。在本优选的实施例中,通过注塑管与螺杆配合便于稳定高效注塑。
17.与现有技术相比,本实用新型的有益效果为:
18.本实用新型中通过重力传感器对进料聚乙烯进行称量并可通过控制器触发助剂量取部件量取对应量的助剂,便于助剂的精确量取,助剂量取部件中通过存液箱便于助剂的稳定添加,通过底板便于助剂增压后喷出,便于助剂均匀喷洒在聚乙烯上实现混料前预混,通过搅拌部件便于聚乙烯与助剂间均匀混合,通过驱动部件便于驱动刮料部件进行环形往复运动,通过刮料部件便于将残存在进料管内壁的原料刮入混料箱,通过卸料部件便于原料混合后移入注塑箱,通过注塑管与螺杆配合便于稳定高效注塑。
19.以下将结合附图与具体的实施例对本实用新型进行详细的解释说明。
附图说明
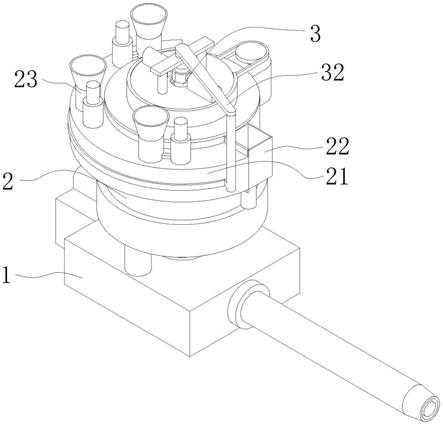
20.图1为本实用新型的整体结构轴侧图;
21.图2为本实用新型的整体结构爆炸图;
22.图3为本实用新型的混料箱结构轴侧图;
23.图4为本实用新型的搅拌部件结构轴侧图;
24.图5为本实用新型的驱动部件结构轴侧图;
25.图6为本实用新型的整体结构剖视图;
26.图7为本实用新型的整体结构侧视图;
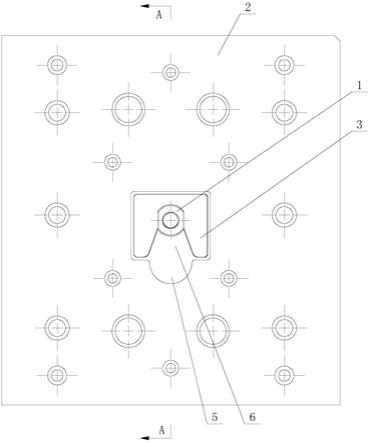
27.图8为本实用新型的a处结构放大图。
28.附图说明:1、注塑箱;11、注塑管;111、固定箱;12、电机;13、螺杆;2、混料箱;21、进料管;22、进料箱;221、重力传感器;23、助剂量取部件;231、量取管;232、量取气压缸;233、垫板;2311、存液箱;2312、电磁阀;2313、底板;2314、弹力支撑架;24、刮料部件;241、滑槽;242、刮料架;243、橡胶垫;25、分隔部件;251、l形隔板;252、伸缩缸;26、卸料部件;261、卸料挡板;262、卸料气压缸;3、驱动杆;31、搅拌部件;311、搅动盘;312、搅动棒;32、驱动部件;321、转盘;322、支撑盘;323、盘簧;324、液压缸;325、夹环;326、支撑架;327、连杆。
具体实施方式
29.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更加全面的描述,附图中给出了本实用新型的若干实施例,但是本实用新型可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本实用新型公开的内容更加透彻全面。
30.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
31.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常连接的含义相同,本文中在本实用新型的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本实用新型,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
32.请着重参照附图1、2、3、6、7、8所示,在本实用新型一优选实施例中,一种聚乙烯轻量化汽车空调风管加工装置,包括注塑箱1,所述注塑箱1顶部通过支撑柱连接混料箱2,所述混料箱2侧壁顶部环绕设有进料管21,所述进料管21一端贯通连接进料箱22,另一端贯通连接混料箱2,所述进料箱22内设有重力传感器221,所述进料管21外壁顶部设有多个助剂量取部件23,所述重力传感器221对进料聚乙烯进行称量并通过控制器触发助剂量取部件23量取对应量的助剂,所述进料箱22一侧设有用于分隔进料箱22与进料管21的分隔部件25,所述分隔部件25包括l形隔板251以及伸缩缸252,所述l形隔板251顶部贯穿进料箱22底部并延伸至内部,所述伸缩缸252连接l形隔板251底部,所述伸缩缸252输出端贯穿l形隔板251连接进料箱22底部,所述助剂量取部件23包括量取管231,所述量取管231底部贯通连接进料管21,所述量取管231顶部连接量取气压缸232,所述量取气压缸232输出端贯穿量取管231顶部连接垫板233,所述量取管231一侧设有用于存放助剂的存液箱2311,所述存液箱2311固定在进料管21顶部,所述存液箱2311侧壁底部贯通连接电磁阀2312,所述电磁阀2312另一端贯通连接量取管231,所述量取管231底部设有底板2313,所述底板2313底部设有用于支撑底板2313的弹力支撑架2314,所述弹力支撑架2314固定在进料管21内壁顶部。
33.需要说明的是,在本实施例中,将聚乙烯原料加入进料箱22,将助剂如发泡剂、抗氧化剂等分别加入不同的存液箱2311,此时重力传感器221称量聚乙烯的重量并将重量信息电信号传递至plc控制器,plc控制器控制量取气压缸232输出端移动调节量取管231容积,完成后电磁阀2312开启,助剂进入量取管231,量取管231填充完成后关闭电磁阀2312;
34.进一步的,开启伸缩缸252,伸缩缸252输出端带动l形隔板251下移,聚乙烯由于重力作用在进料管21内滚动,此时开启量取气压缸232,量取气压缸232输出端带动垫板233下移,助剂下推底板2313后喷洒在聚乙烯上并随聚乙烯一同进入混料箱2内。
35.请着重参照附图1、2、3、4、5、8所示,在本实用新型另一优选实施例中,所述进料管21内滑动连接用于将进料管21内壁残余原料刮入混料箱2的刮料部件24;所述混料箱2顶部转动连接驱动杆3,所述驱动杆3顶部设有用于驱动刮料部件24进行环形往复运动的驱动部件32,所述刮料部件24包括设于进料管21侧壁的滑槽241以及刮料架242,所述滑槽241卡接用于密封滑槽241的橡胶垫243,所述刮料架242侧壁滑动连接滑槽241并延伸至外部,所述驱动部件32包括转盘321,所述转盘321转动连接支撑盘322,所述支撑盘322底部连接混料箱2顶部,所述转盘321底部连接盘簧323,所述盘簧323底部连接混料箱2顶部,所述转盘321上对称设有两个液压缸324,两个所述液压缸324输出端均连接夹环325,所述转盘321上连接支撑架326,所述支撑架326上连接连杆327,所述连杆327另一端连接刮料架242。
36.需要说明的是,在本实施例中,可取下橡胶垫243并间歇开启两个液压缸324,当两个液压缸324输出端配合夹紧驱动杆3,驱动杆3带动转盘321转动,转盘321通过连杆327带动刮料架242在进料管21内滑动,将残留在进料管21内壁的原料刮入混料箱2,当两个液压缸324输出端离开驱动杆3后盘簧323将转盘321复位。
37.请着重参照附图1、6所示,在本实用新型一优选实施例中,所述混料箱2顶部转动连接驱动杆3,所述驱动杆3底部设有搅拌部件31,所述搅拌部件31包括搅动盘311,所述搅动盘311连接驱动杆3底部,所述搅动盘311底部连接多个搅动棒312,所述混料箱2底部设有卸料部件26,所述卸料部件26包括卸料挡板261以及卸料气压缸262,所述卸料挡板261接触混料箱2底部,所述卸料气压缸262固定在注塑箱1顶部,所述卸料气压缸262输出端连接卸料挡板261,所述注塑箱1一端贯通连接注塑管11,所述注塑箱1远离所述注塑管11一端连接固定箱111,所述固定箱111内壁固定电机12,所述电机12输出端连接螺杆13,所述螺杆13贯穿注塑箱1延伸至注塑管11内。
38.需要说明的是,在本实施例中,通过驱动电机驱动驱动杆3转动,驱动杆3带动搅动盘311以及搅动棒312对原料进行搅拌混合,搅拌的同时混料箱2侧壁加热器对原料进行加热;
39.进一步的,混料完成后开启电机12,电机12输出端带动螺杆13转动,开启卸料气压缸262,卸料气压缸262,输出端带动卸料挡板261外移,混合好的原料直接下漏至注塑箱1内,螺杆13将混合好的原料挤压进模具即可进行成型。
40.本实用新型的具体流程如下:
41.重力传感器221型号为“kga5”。
42.将聚乙烯原料加入进料箱22,将助剂如发泡剂、抗氧化剂等分别加入不同的存液箱2311,此时重力传感器221称量聚乙烯的重量并将重量信息电信号传递至plc控制器,plc控制器控制量取气压缸232输出端移动调节量取管231容积,完成后电磁阀2312开启,助剂进入量取管231,量取管231填充完成后关闭电磁阀2312;
43.进一步的,开启伸缩缸252,伸缩缸252输出端带动l形隔板251下移,聚乙烯由于重力作用在进料管21内滚动,此时开启量取气压缸232,量取气压缸232输出端带动垫板233下移,助剂下推底板2313后喷洒在聚乙烯上并随聚乙烯一同进入混料箱2内
44.进一步的,通过驱动电机驱动驱动杆3转动,驱动杆3带动搅动盘311以及搅动棒312对原料进行搅拌混合,搅拌的同时混料箱2侧壁加热器对原料进行加热,此时可取下橡胶垫243并间歇开启两个液压缸324,当两个液压缸324输出端配合夹紧驱动杆3,驱动杆3带动转盘321转动,转盘321通过连杆327带动刮料架242在进料管21内滑动,将残留在进料管21内壁的原料刮入混料箱2,当两个液压缸324输出端离开驱动杆3后盘簧323将转盘321复位;
45.进一步的,混料完成后开启电机12,电机12输出端带动螺杆13转动,开启卸料气压缸262,卸料气压缸262,输出端带动卸料挡板261外移,混合好的原料直接下漏至注塑箱1内,螺杆13将混合好的原料挤压进模具即可进行成型。
46.上述结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的这种非实质改进,或未经改进将本实用新型的构思和技术方案直接应用于其他场合的,均在本实用新型的保护范围之内。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。