1.本实用新型涉及包装设备技术领域,特别涉及一种异形边包装盒自动包边压实成型装置。
背景技术:
2.异形边包装成型盒以其独特的造型设计越来越受到广大消费者的喜爱和追捧,它赋予了包装产品个性化和差异化的品牌魅力,所以异形包装成型盒在当今的品牌包装设计中运用越来越广泛,但异形包装盒的加工工序复杂,增加了制造成本,无形中又制约了异形包装盒的设计运用。
3.目前在包装礼盒的加工成型过程中,需要一道印刷面纸裱纸板的加工工艺。首先面纸纸板需要开v槽后经过成型机进行加工成型,然后通过人工或机器定位将成型灰板粘贴在面纸上,经手工或机器给面纸折边后再利用压实机进行压紧整边成型。但目前市面上的压实机只能用于方正边的礼盒一次压紧整边成型,如果存在异形边就无法直接包边整型,在生产排拉生产线时就需要加上一道人工折边的工序,且至少需要两次折边的人工技术动作。
4.针对异形边礼盒,现有加工工序存在自动化程度低、生产效率慢、人工成本高及产品质量不稳定等一系列问题,因此现有技术还有待改进和提高。
技术实现要素:
5.鉴于上述现有技术的不足之处,本实用新型的目的在于提供一种异形边包装盒自动包边压实成型装置,可实现对异形边包装盒加工的一次折边压紧整边成型,可减少人工操作,提高效率。
6.为解决以上技术问题,本实用新型采取了以下技术方案:
7.一种异形边包装盒自动包边压实成型装置,包括用于放入异形盒的放盒模具,所述放盒模具的周边设置有规则边助推模具和异形边助推模具,所述规则边助推模具位于放盒模具的规则边外侧,异形边助推模具位于放盒模具的异形边外侧,所述异形边助推模具包括异形长边助推部和异形短边助推部,所述异形长边助推部伸出异形短边助推部预设距离。
8.所述的异形边包装盒自动包边压实成型装置中,所述预设距离为 3
‑
6mm。
9.所述的异形边包装盒自动包边压实成型装置中,所述异形边为v形、倒v形或菱形。
10.所述的异形边包装盒自动包边压实成型装置中,所述异形边为上凸形边或下凹形边。
11.所述的异形边包装盒自动包边压实成型装置中,所述异形长边助推部和异形短边助推部通过连接板连接。
12.所述的异形边包装盒自动包边压实成型装置中,所述异形长边助推部与放盒模具之间的距离比异形短边助推部与放盒模具之间的距离小5mm。
13.所述的异形边包装盒自动包边压实成型装置,还包括位于放盒模具的上方的压锤,所述规则边助推模具包括左助推模、右助推模、后助推模、面纸贴盒模具和折角助推模,所述左助推模、右助推模位于异形边助推模具的相邻两侧,所述后助推模位于异形边助推模具的相对侧,所述面纸贴盒模具位于放盒模具的正上方,所述折角助推模位于放盒模具的两端,所述压锤相对放盒模具上下运动,且其大小及形状与放盒模具适配,所述左助推模、右助推模、后助推模和折角助推模均相对放盒模具平移。
14.所述的异形边包装盒自动包边压实成型装置中,所述放盒模具包括异形侧模、左侧模、右侧模、后侧模和底模,所述异形侧模与后侧模相对设置,所述异形侧模、左侧模、后侧模、右侧模依次围绕底模设置。
15.所述的异形边包装盒自动包边压实成型装置中,所述异形侧模、左侧模、右侧模、后侧模和底模上均具有若干排气孔。
16.相较于现有技术,本实用新型提供的异形边包装盒自动包边压实成型装置,由于采用了异形边助推模具,所述异形边助推模具位于放盒模具的异形边外侧,所述异形边助推模具包括异形长边助推部和异形短边助推部,所述异形长边助推部伸出异形短边助推部预设距离,在对面纸进行折边时,由所述异形长边助推部先接触面纸,再使异形短边助推部后接触面纸,可避免同时折异形长边和异形短边出现的折边“撞车堵塞”,即引发的外观效果不一致、褶皱、破损等质量问题,从而使异形边折边后更平整、美观,还可保证批量生产的稳定性。
附图说明
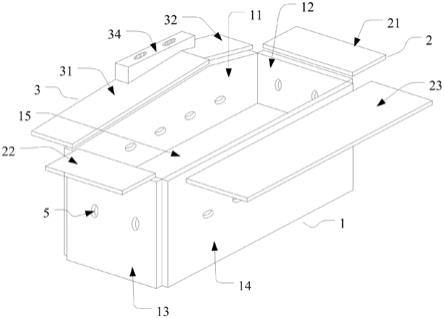
17.图1为本实用新型提供的异形边包装盒自动包边压实成型装置的立体结构示意图。
18.图2为本实用新型提供的异形边包装盒自动包边压实成型装置的俯视结构示意图。
19.图3为本实用新型提供的异形边包装盒自动包边压实成型装置的正视结构示意图。
20.图4为本实用新型提供的异形边包装盒自动包边压实成型装置的侧视结构示意图。
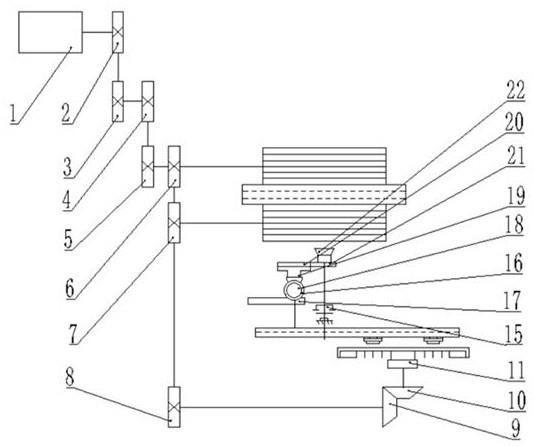
21.图5为现有技术包边成型压实工序的示意图。
22.图6为本实用新型提供的异形边包装盒自动包边压实成型装置的包边成型压实工序的示意图。
具体实施方式
23.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
24.需要说明的是,当部件被称为“装设于”、“固定于”或“设置于”另一个部件上,它可以直接在另一个部件上或者可能同时存在居中部件。当一个部件被称为是“连接于”另一个部件,它可以是直接连接到另一个部件或者可能同时存在居中部件。
25.还需要说明的是,本实用新型实施例中的左、右、上、下等方位用语,仅是互为相对概念或是以产品的正常使用状态为参考的,而不应该认为是具有限制性的。
26.请参阅图1、图2、图3和图4,本实用新型提供的异形边包装盒自动包边压实成型装置,包括用于放入异形盒的放盒模具1,所述放盒模具1的周边设置有规则边助推模具2和异形边助推模具3,所述规则边助推模具2 即为直边状,如方形盒的助推模具,所述异形边助推模具3即为不规则的,不是直边状的助推模具。
27.具体的,所述规则边助推模具2位于放盒模具1的规则边外侧,异形边助推模具3位于放盒模具1的异形边外侧,所述异形边助推模具3包括异形长边助推部31和异形短边助推部32,所述异形长边助推部31伸出异形短边助推部32预设距离l(如图2所示),在对面纸进行折边时,由所述异形长边助推部31先接触面纸,再使异形短边助推部32后接触面纸,进行折边,可避免同时折异形长边和异形短边出现的折边“撞车堵塞”,即引发的外观效果不一致、褶皱、破损等质量问题,从而使异形边折边后更平整、美观,还可保证批量生产的稳定性。
28.本实施例中,所述预设距离l为3
‑
6mm,优选为5mm。使所述异形长边助推部31与放盒模具1之间的距离比异形短边助推部32与放盒模具1之间的距离小5mm,以保证异形边助推模具3进行折边时,使异形长边助推部 31先将异形长边的面纸进行折边,再经异形短边助推部32将异形短边的面纸进行折边,从而保证包装盒的异形长边与异形短边的连接处的平整度,不出现打皱的现象。
29.所述异形边为v形、倒v形或菱形。其中,所述异形边为上凸形边或下凹形边,在同一包装盒上,所述异形边可以一条或多条,使包装盒更具有特色、美观。
30.请继续参阅图1至图4,所述异形长边助推部31和异形短边助推部32 通过连接板34连接,使所述异形长边助推部31与异形短边助推部32连接牢固,避免产生变形而影响包装盒成型效果。
31.请一并参阅图5和图6,所述的异形边包装盒自动包边压实成型装置,还包括位于放盒模具1的上方的压锤4,所述规则边助推模具2包括左助推模21、右助推模22、后助推模23、面纸贴盒模具(图中未示出)和折角助推模(图中未示出),左助推模21、右助推模22位于异形边助推模具3的相邻两侧,后助推模23位于异形边助推模具3的相对侧,所述面纸贴盒模具位于放盒模具1的正上方,所述折角助推模位于放盒模具1的两端。
32.所述压锤4相对放盒模具1上下运动,且其大小及形状与放盒模具1 适配,所述左助推模21、右助推模22、后助推模23和折角助推模均相对放盒模具1平移,在包装盒包边时,由压锤4将盒坯下压,经面纸贴盒模具和折角助推模使面纸与盒坯贴合后,再经异形边助推模具3将异形边的面纸折向盒内,由压锤4继续下压,完成异形边折边包边操作,再经后助推模23配合压锤4完成一规则边折边包边操作,最后经所述左助推模21 和右助推模22配合压锤4完成异形边两侧的规则边的折边包边动作,即完成一个包装盒的折边动作。
33.整个折边动作实现自动化操作,较于现有的需要人工进行预折包边处理,本实用新型在用于生产时,如天地盖包装盒中,可省去两个天地盖人工预折包边工位,降低生产线的人工成本,同时,拉线占用空间更少,提升了整体拉线的空间产出效率和质量。
34.请继续参阅图1至图4,所述放盒模具1包括异形侧模11、左侧模12、右侧模13、后侧模14和底模15,所述异形侧模11与后侧模14相对设置,所述异形侧模11、左侧模12、后侧模
14、右侧模13依次围绕底模15设置,当每侧边完成折边后,经相应的侧模向压锤4收紧完成侧边压实成型动作,如:当异形边经异形边助推模具3配合压锤4完成折边后,再经所述异形侧模11向压锤4收紧,完成异形侧边的压实成型动作,其他侧边的操作如此一致。
35.当一个包装盒同时存在两条或两条以上异形边时,遵循的动作规律是优先把异形边折边、压实,再按顺序进行规则边的折边、压实,以保证包装盒的成型效果及质量。
36.所述异形侧模11、左侧模12、右侧模13、后侧模14和底模15上均具有若干排气孔5,在收紧压实过程,通过所述排气孔5将空气排出,可避免收紧压实过程中,由于侧模与包装盒之间的气体无法排出而对包装盒造成损伤。
37.为了更好的理解本实用新型,以下结合图1至图4对本实用新型的异形边包装盒自动包边压实成型装置的工作方式进行详细说明:
38.将面纸贴于盒坯的底部;
39.由压锤4将盒坯推入面纸贴盒模具上层中,使面纸与盒坯的一规则边和异形边的侧面贴合;
40.由折角助推模相对压锤4移动,由折角助推模完成规则边和异形边的折角操作;
41.由压锤4继续下压,使面纸与盒坯的另外两侧边的侧面贴合;
42.由异形边助推模具3先接触异形盒的面纸的异形边的异形长边,再接触异形短边后,继续推入包装盒中,完成异形边的折边动作;
43.由压锤4继续下压,完成异形边的包边动作;
44.由异形侧模11向压锤4收紧,完成异形边的整边压实成型动作;
45.由后助推模23将异形盒的面纸的规则边推入包装盒中,完成后侧边的折边动作;
46.由压锤4继续下压,完成后侧边的包边动作;
47.由后侧模14向压锤4收紧,完成后侧边整边压实成型动作;
48.由左助推模21和右助推模22同时将异形盒的面纸的左侧和右侧推入包装盒中,完成左、右侧边的折边动作;
49.由压锤4下压,完成左、右侧边的包边动作;
50.由左侧模12、右侧模13向压锤4收紧,完成左侧边和右侧边整边压实成型动作。
51.经以上动作,即可完成包装盒的包边压实成型操作。
52.综上所述,本实用新型提供的异形边包装盒自动包边压实成型装置,通过所述异形边助推模具,在对面纸进行折边时,由所述异形长边助推部先接触面纸,再使异形短边助推部后接触面纸,进行折边,可避免同时折异形长边和异形短边出现的折边“撞车堵塞”,即引发的外观效果不一致、褶皱、破损等质量问题,从而使异形边折边后更平整、美观,还可保证批量生产的稳定性。
53.此外,本实用新型还具有结构简单、有效节省人力成本,实现机械智能化等特点。
54.可以理解的是,对本领域普通技术人员来说,可以根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,而所有这些改变或替换都应属于本实用新型所附的权利要求的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。