1.本发明涉及流利条自动化生产领域,特别涉及一种自动化组装的流利条滚轮组筛选输送通道。
背景技术:
2.现有的流利条滚轮组在自动化安装中,滚轮呈竖直角度,轴承自上而下压入,制成后的滚轮组被气泵推向操作台,这种自动化安装的滚轮组存在的缺陷是:一、需要操作人员人工二次搬动滚轮组至滚轮支架安装区域;二、轴承压入的位置存在偏差,需要操作人员二次调整才能往滚轮支架上安装滚轮组,致使流利条整体生产效率收到影响。
技术实现要素:
3.本发明目的是提供一种自动化组装的流利条滚轮组筛选输送通道,解决现有技术中自动化安装流利条滚轮组存在的上述缺陷的问题,技术效果:设置一种筛选输送通道,使得轴承安装到位的滚轮组由竖直状态进入其中,水平状态从通道中移动至操作台,滚动向操作人员,便于操作人员进行向滚轮支架安装滚轮组的工序,提高生产效率。
4.为实现上述目的,本发明采用以下技术方案:
5.一种自动化组装的流利条滚轮组筛选输送通道,包括:数量为两个的通道组件,两个所述通道组件结构相同且相互贴合,组合后形成的通道整体呈长方体状,所述通道组件包括进料口、滚轮槽、轴槽、出料口,所述进料口截面呈“凹”型,所述进料口、出料口结构相同,所述出料口垂直于进料口设置,所述滚轮槽贯穿进料口、出料口设置,槽身呈流线型,所述轴槽相应于滚轮槽设置。
6.进一步,所述进料口、出料口长边长度为短边长度的两倍。
7.进一步,所述滚轮槽、轴槽槽宽相应于滚轮组的滚轮、轴承的尺寸设置。
8.进一步,所述滚轮槽、轴槽轮廓线空间内呈中心对称。
9.进一步,所述滚轮槽、轴槽截面呈“凸”型。
10.有益效果:本发明与现有技术区别在于:
11.一、本发明通过将数量为两个的通道组件,两个所述通道组件结构相同且相互贴合,组合后形成的通道整体呈长方体状,所述通道组件包括进料口、滚轮槽、轴槽、出料口,所述进料口截面呈“凹”型,所述进料口、出料口结构相同,所述出料口垂直于进料口设置,所述滚轮槽贯穿进料口、出料口设置,槽身呈流线型,作用是使得竖直状态滚轮组进入进料口,经过通道后,滚轮组呈水平状态从出料口滚出,顺操作台滚向滚轮支架安装滚轮组的工位。
12.二、本发明通过相应于滚轮槽设置轴槽,使得通道仅可以通过轴承安装到位的滚轮组,避免轴承安装不到位的滚轮组通过通道滚入操作台中。
附图说明
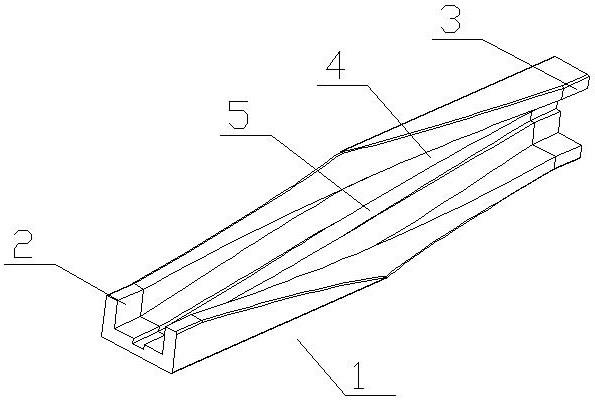
13.图1:为本发明的通道组件结构示意图;
14.图2:为本发明的通道进料口外观示意图;
15.图3:为本发明的通道出料口外观示意图;
16.图4:为本发明的通道组件俯视图;
17.图5:为本发明的通道组件仰视图;
18.附图标记:通道组件1、进料口2、出料口3、滚轮槽4、轴槽5、通道6。
具体实施方式
19.下面结合附图对本发明作进一步描述。
20.如图1
‑
5所示的一种自动化组装的流利条滚轮组筛选输送通道,包括:数量为两个的通道组件1,两个所述通道组件1结构相同且相互贴合,组合后形成的通道6整体呈长方体状,作用是结构简单,可直接应用于现有的自动化组装滚轮组的设备中,便于安装和推广,所述通道组件1包括进料口2、滚轮槽4、轴槽5、出料口3,所述进料口2截面呈“凹”型,所述进料口2、出料口3结构相同,所述出料口3垂直于进料口2设置,所述滚轮槽4贯穿进料口2、出料口3设置,槽身呈流线型,作用是使得滚轮组在通道6中顺着滚轮槽4完成由竖直状态向水平状态翻转的变化,滚轮竖直状态被装入轴承后,被气泵推入进料口2内,随后滚轮组以水平状态从出料口3滚出,设置与之相适应的操作台,使得滚轮组滚动至向滚轮支架上安装滚轮组的工位,便于操作人员直接操作,提高生产效率,所述轴槽5相应于滚轮槽4设置,作用是使得轴承安装到位的滚轮组可以通过通道6。
21.如图1
‑
5所示的一种自动化组装的流利条滚轮组筛选输送通道,所述进料口2、出料口3长边长度为短边长度的两倍,作用是使得两个所述通道组件1组合后形成的长方体通道6截面呈正方形。
22.如图1
‑
5所示的一种自动化组装的流利条滚轮组筛选输送通道,所述滚轮槽4、轴槽5槽宽相应于滚轮组的滚轮、轴承的尺寸设置,所述滚轮槽4、轴槽5轮廓线空间内呈中心对称,所述滚轮槽4、轴槽5截面呈“凸”型,作用是使得自动化组装的滚轮组可以通过通道6。
23.实施方式:
24.操作人员将通道6的进料口2对接自动化滚轮组装机的出料口,将通道6的出料口3对接操作台,使得竖直状态的滚轮组经气泵推动后进入进料口2,以水平状态从出料口3滚出,并沿操作台滚动至向滚轮支架上安装滚轮组的工位,操作人员可直接拿去滚轮组向滚轮支架上安装,提高了工作效率。
25.在本发明的描述中,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位。
26.在本发明中术语“设置”、“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接;可以是机械连接;可以是直接相连,对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义;术语“第
一”、“第二”仅用于描述目的,可以是一个或者更多个该特征,在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
27.本发明不限于上述具体实施方式,所有不脱离本方案结构和作用的变化均在本发明保护范围内。
技术特征:
1.一种自动化组装的流利条滚轮组筛选输送通道,其特征在于:包括:数量为两个的通道组件(1),两个所述通道组件(1)结构相同且相互贴合,组合后形成的通道(6)整体呈长方体状,所述通道组件(1)包括进料口(2)、滚轮槽(4)、轴槽(5)、出料口(3),所述进料口(2)截面呈“凹”型,所述进料口(2)、出料口(3)结构相同,所述出料口(3)垂直于进料口(2)设置,所述滚轮槽(4)贯穿进料口(2)、出料口(3)设置,槽身呈流线型,所述轴槽(5)相应于滚轮槽(4)设置。2.根据权利要求1所述的一种自动化组装的流利条滚轮组筛选输送通道,其特征在于:所述进料口(2)、出料口(3)长边长度为短边长度的两倍。3.根据权利要求1所述的一种自动化组装的流利条滚轮组筛选输送通道,其特征在于:所述滚轮槽(4)、轴槽(5)槽宽相应于滚轮组的滚轮、轴承的尺寸设置。4.根据权利要求3所述的一种自动化组装的流利条滚轮组筛选输送通道,其特征在于:所述滚轮槽(4)、轴槽(5)轮廓线空间内呈中心对称。5.根据权利要求4所述的一种自动化组装的流利条滚轮组筛选输送通道,其特征在于:所述滚轮槽(4)、轴槽(5)截面呈“凸”型。
技术总结
本发明公开一种自动化组装的流利条滚轮组筛选输送通道,属于流利条自动化生产领域,解决现有技术中自动化组装的滚轮组缺少筛选设备且需要二次转运的问题,技术方案:包括:设置数量为两个结构相同且相互贴合的通道组件,组合后形成的通道整体呈长方体状,所述通道组件包括进料口、滚轮槽、轴槽、出料口,所述进料口截面呈“凹”型,所述进料口、出料口结构相同,所述出料口垂直于进料口设置,所述滚轮槽贯穿进料口、出料口设置,槽身呈流线型,所述轴槽相应于滚轮槽设置,技术效果:使得轴承安装到位的滚轮组由竖直状态进入其中,水平状态从通道中移动至操作台,滚动向操作人员,便于操作人员进行向滚轮支架安装滚轮组的工序,提高生产效率。效率。效率。
技术研发人员:张新军 张春 沈邦玉
受保护的技术使用者:国风塑业科技宿迁有限公司
技术研发日:2021.02.19
技术公布日:2021/10/15
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

