1.本发明涉及工艺品自动化技术领域,具体涉及一种工艺品自动化生产加工方法。
背景技术:
2.工艺品生产时多采用人工的方式进行生产,针对于一些结构复杂并且毫无规则的工艺品摆件,在实际生产的过程中,无法采用自动化设备进行生产,然而针对于一些构造较为规则的工艺品摆件,在实际生产的过程中,如若采用人工方式进行生产,使得生产效率较低,无法使用大规模的市场需求。
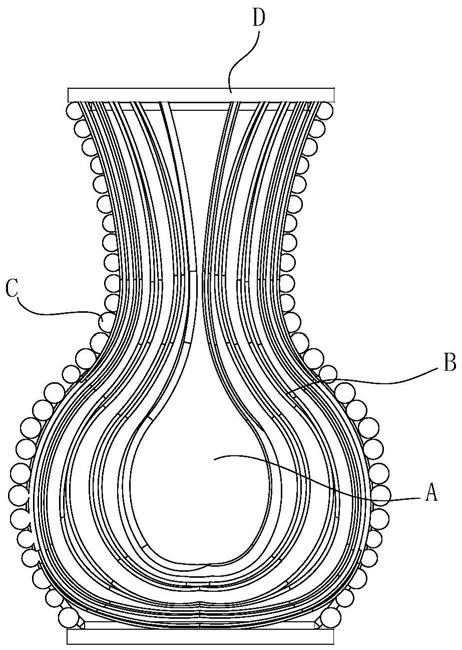
3.结合图1a和图1b所示,针对于该种类型的瓶状工艺品摆件,其主要包含瓶状的坯体a,在坯体a的两侧设置有装饰作用的壶壁b,壶壁是由弹性的藤条或者木条构成,两侧壶壁b之间设置有连接杆c,连接杆c相互紧挨排布且沿着瓶体的高度间隔布置,在瓶体的上下两端设置有端盖d,进而构成整体的工艺品摆件的轮廓,而后在进行进一步的雕刻等,即可获得上述的工艺品摆件,然而针对于该种类型的工艺品生产时,基本全部采用人工方式进行,导致生产效率低下。
技术实现要素:
4.本发明的目的是提供一种工艺品自动化生产加工方法,能够有效提高该种类型工艺品的生产效率。
5.本发明采取的技术方案具体如下:工艺品自动化生产加工方法,所述工艺品自动化生产加工方法包括如下步骤:第一步、将车削好的批量坯体摆放在坯体导出装置上,实施对单个坯体的排布导出;第二步、将加工好的原木摆放在装饰原木导出装置内,使得装饰原木导出装置按照按个排布的状态导出坯体弧面成型设备内,启动坯体弧面成型设备,使得装饰原木沿着坯体两侧弧面挨个偏不并且固定,将坯体导出至坯体定位设备内进行定位;第三步、将弹性体排布在弹性体供料设备内,启动弹性体供料设备,使得弹性体按照同等数量导出至弹性体成型设备内;第四步、启动弹性体成型设备,实施对弹性体的弯曲操作,使得弹性体弯曲与坯体两侧轮廓吻合;第五步、启动固定设备,将弯曲后的弹性体与坯体两侧固定,实现对弹性体与坯体的固定安装;第六步、将坯体定位设备上安装有弹性体及装饰原木的坯体导出至端盖供料设备位置,启动端盖供料设备将端盖导出至坯体的两端位置并且固定,以形成工艺品的半成品,对工艺品的半成品进一步的精细加工,最终获得成品工艺品。
6.本发明取得的技术效果为:在实施对该种工艺品自动化加工时,坯体定位设备实施对的单个坯体的定位,而后利用弹性体供料设备将弹性体导出至弹性体成型设备内,弹性体成型设备将弹性体弯曲且与坯体两侧外轮廓吻合,从而实现弹性体与坯体的固定,而
后利用端盖供料设备实施端盖与坯体的固定,进而可实现该种类型的工艺品的自动化成型,该生产加工方法能够有效提高该种类型工艺品的成型效率。
附图说明
7.图1a和图1b是工艺品的两种视角示意图;图2是弹性体供料设备主视图;图3是弹性体供料设备的结构示意图;图4是弹性体供料设备中的排布带及压平带的结构示意图;图5是弹性体供料设备中的排布辊的主视图;图6是排布辊的结构示意图;图7和图8是排布辊的两种视角剖面结构示意图;图9是弹性体供料设备中的排布板结构示意图;图10是弹性体成型设备的仰视平面图;图11是弹性体成型设备的主视图;图12是弹性体成型设备的结构示意图;图13是弹性体成型设备的部分结构示意图;图14是弹性体成型设备的另外一部分结构示意图;图15是分别是坯体定位设备的主视图;图16是坯体定位设备的结构示意图;图17是坯体定位设备的部分结构示意图;图18分别是固定设备的仰视图;图19是固定设备的结构示意图;图20是固定设备的部分结构示意图;图21是坯体弧形面成型设备的主视图;图22是坯体弧形面成型设备的结构示意图;图23是坯体弧形面成型设备的部分结构示意图;图24是原木导出设备的主视图;图25和图26分别是坯体导出设备的主视图及俯视图;图27是图26的部分结构示意图;图28是端盖供料设备的俯视图;图29是端盖供料设置中的端盖固定头及端盖导出头部分结构示意图;图30是端盖供料设置中的推送卡板结构示意图。
具体实施方式
8.为了使本发明的目的及优点更加清楚明白,以下结合实施例对本发明进行具体明。应当理解,以下文字仅仅用以描述本发明的一种或几种具体的实施方式,并不对本发明具体请求的保护范围进行严格限定。如在本文中所使用,术语“平行”和“垂直”不限于其严格的几何定义,而是包括对于机加工或人类误差合理和不一致性的容限;结合图1至图30所示,下面详尽说明该工艺品自动化成型系统的具体特征:
工艺品自动化成型系统,包括弹性体供料设备100,所述弹性体供料设备100的出料口与弹性体成型设备200的进料口衔接,所述弹性体成型设备200的出口与坯体定位设备300的进料口衔接,所述弹性体成型设备200用于将连接在一体的弹性体导出至坯体定位设备300内的坯体两侧位置且固定,所述坯体定位设备300的旁侧还设置有端盖供料设备400,所述端盖供料设备400用于将端盖导出至坯体两端位置且实施与坯体及弹性体两端的固定;在实施对该种工艺品自动化加工时,坯体定位设备300实施对的单个坯体的定位,而后利用弹性体供料设备100将弹性体导出至弹性体成型设备200内,弹性体成型设备200将弹性体弯曲且与坯体两侧外轮廓吻合,从而实现弹性体与坯体的固定,而后利用端盖供料设备400实施端盖与坯体的固定,进而可实现该种类型的工艺品的自动化成型,该成型系统能够有效提高该种类型工艺品的成型效率。
9.作为本发明的优选方案,为实施对弹性体与坯体的有效固定,所述坯体定位设备300的旁侧设置有固定设备500,所述固定设备500用于实施对弹性体与坯体的固定;在实施对弯曲后的弹性体与坯体两侧的固定时,固定设备500实施对弹性体与坯体的有效固定。
10.下面详细介绍该弹性体供料设备的具体结构,所述弹性体供料设备100包括排布带110,所述排布带110实施对弹性体的单层排布且使得弹性体沿着排布带110的宽度方向布置,所述排布带110的一侧设置有对齐机构,所述对齐机构实施对弹性体一端的对齐操作,所述排布带110的出口位置设置有平推机构,所述平推机构用于平推,使得弹性体按照单排挨个排布的装填从排布带110的出口导出;所述弹性体为带有关节的植物藤条或者木条,也可是高分子材料的支撑的弹性体,外观模拟藤条的自然构造,使得弹性体的使用寿命更长,并且不易折断,能够实现对该种弹性体的自动化导料,在实施对弹性体导料时,使得弹性体沿着排布带110的宽度方向间隔排布,并且对齐机构实施对弹性体一端的对齐操作,而后利用平推机构实施对多个弹性体的导出,从而能够按照单层且定数的方式导出至弹性体成型设备200内,以实施对弹性体的弯曲成型。
11.优选地,所述排布带110的上方设置有压平带120,所述压平带120上下移动且与排布带110靠近或远离,所述排布带110与压平带120之间间隙构成排布弹性体的夹持区域,所述压平带120的带面水平且转动式设置在架体上,驱动单元驱动排布带110转动;在实施对弹性体位于排布带110上单层排布时,弹性体位于排布带110上转运,启动压平带120与排布带110抵靠,从而能够使得弹性体单层排布在排布带110上,启动驱动单元,使得排布带110转动,从而使得弹性体实现单层排布,进而实现对弹性体的导出作业,以将弹性体导出至弹性体成型设备200内,从而实施对弹性体的弯曲,以使得弹性体弯曲的轮廓与坯体一侧吻合。
12.为实施对弹性体形态的确定,所述排布带110的出口位置设置有捋直机构,所述捋直机构用于将弹性体捋直;上述的捋直机构可实施对一端对齐的弹性体进行捋直,捋直的弹性体的姿态确定,进而可有效实施对弹性体位置的确定,以确保弹性体弯曲的可靠度。
13.所述排布带110的出口位置设置有排布辊130,所述排布辊130水平且沿着排布带110的宽度方向布置,所述排布辊130的辊面上设置有卡置弹性体的弹片131,所述弹片131
沿着排布辊130周向方向布置多个,所述排布辊130的外周套设有排布罩132,所述排布辊130位于排布罩132内转动且实施对弹性体的排布;在实施对弹性体排布时,排布带110导出的弹性体排布在排布辊130的弹片131构成卡槽内,排布辊130转动的过程中,使得弹性体卡置在弹片131内,从而实现对弹性体的承接操作,排布辊130外套设有排布罩132,随着排布辊130的转动,进而使得弹性形体位于排布辊130与排布罩132之间构成的腔室内转动,从而实现对弹性体的单个排布操作,进而使得弹性体按照固定的数量导出。
14.在实施对弹性体一端的对齐操作时,所述对齐机构包括设置在排布带110一侧的对齐板111,所述压平带120的架体铰接设置在压平臂121的一端,所述压平臂121的另一端与压接滑块122铰接,所述压平臂121两端的铰接轴水平布置且与压接滑块122的铰接轴上设置有压接扭簧,所述压接滑块122上设置有压接滑杆123,所述压接滑杆123竖直滑动设置在推送滑块124上,所述压接滑杆123的上端伸出压接滑块122的杆身上套设有复位弹簧125,所述推送滑块124水平滑动设置在推送轨道126上,所述推送轨道126上设置有推送气缸127,所述推送气缸127水平且与压平带120的宽度方向平行,所述压接滑块122上设置有压接滚轮1221,所述压接滚轮1221与压接轨道1222抵靠,所述压接轨道1222沿着压平带120的宽度方向布置;为使得弹性体位于排布带110上单层排布以及实施对弹性体一端对齐,在实施对弹性体的对齐以及单层排布操作时,上述的推送气缸127启动,使得推送滑块124沿着推送轨道126水平移动,上述的压接滑块122水平移动,从而使得压平带120水平移动,并且使得压平臂121弹性转动,使得压平带120实施对单个弹性体的弹性抵靠,进而实施对弹性体沿着输送带110宽度方向移动,并且使得弹性体一端与排布带110一侧靠近,从而实施对弹性体的排布对齐操作。
15.为实施对位于排布辊130上的弹性体的捋直操作时,所述排布辊130整体呈管状构造,所述排布辊130的管壁上设置有条状开口1301,所述条状开口1301沿着排布辊130长度方向布置且沿着排布辊130周向布置多个,所述捋直机构包括设置在条状开口1301内的捋直头133,所述捋直头133伸出条状开口1301且与排布罩132抵靠,捋直驱动机构驱动捋直头133沿着条状开口1301长度方向移动;在实施对位于排布辊130上的弹片131内的弹性体捋直操作时,捋直驱动机构驱动捋直头133沿着条状开口1301长度方向移动,以实施对弹性体位于弹片131内的卡槽内捋直操作。
16.更为具体地,所述捋直头133整体呈槽板状构造且槽长方向与排布辊130平行布置,所述捋直头133的一端设置有捋直滑杆且滑动设置在驱动环134上,所述捋直滑杆沿着排布辊130径向方向布置且杆端设置有捋直弹簧1341,所述捋直弹簧1341的两端分别与捋直滑杆的杆端及驱动环341内壁抵靠,所述捋直驱动机构包括设置在在排布辊130内的驱动锥筒135,所述捋直滑杆的杆端设置有滚珠,所述滚珠与驱动锥筒135的外壁抵靠;在实施对弹性体的靠近时,上述的驱动锥筒135水平移动且与滚珠抵靠,从而压缩捋直弹簧1341,且使得捋直头133伸出排布辊130的条状开口1301内,并且与排布罩132靠近,以实施对单个弹性体的卡接操作,启动捋直驱动机构,驱动捋直头133沿着条状开口1301长度方向移动,进而可有效实现对弹性体沿着排布辊130长度方向捋直操作。
17.具体地,为实施对驱动锥筒135的水平移动,所述驱动锥筒135滑动设置在捋直机架136上,所述捋直机架136与驱动锥筒135之间设置有限位弹簧1351,所述捋直机架136上设置有捋直气缸1352,所述捋直气缸1352与驱动锥筒135一端连接,所述驱动环134的一端通过推力轴承1341与驱动气缸137的活塞杆连接,所述驱动气缸137与排布辊130平行布置;排布辊130转动时,驱动环134通过推料轴承1341与驱动气缸137的活塞杆转动连接,启动捋直气缸1352,使得捋直头133伸出条状开口1301,以实施对弹性体的卡接,启动驱动气缸137,使得整个捋直头133及驱动环134沿着排布辊130长度方向移动,从而实施对弹性体的捋直操作。
18.更为具体地,所述排布辊130的一端滑动设置有对齐圈138,所述对齐圈138与排布罩132之间通过对齐弹簧1381连接,所述对齐圈138外壁设置有对齐斜面1382,所述对齐斜面1382外侧与对齐滚轮1386抵靠,所述对齐滚轮1386的轮架竖直滑动设置在对齐机架1383上,所述对齐轮架与对位机架1383之间设置有升降弹簧1384,所述升降弹簧1384的两端分别与对齐轮架及对位机架1383抵靠,所述对齐滚轮1386的轮架伸出对齐机架1383一端与对齐折板1385抵靠,所述对齐折板1385沿着排布辊130长度方向布置,所述对齐折板1385的一端与驱动气缸137的活塞杆固定;为实施对弹性体一端的对齐操作,上述的驱动气缸137启动的过程中,使得对齐折板1385驱动对齐滚轮1386启动,对齐滚轮1386与对齐斜面1382抵靠,从而连动上述的对齐圈138沿着排布辊130的轴向方向移动,进而实施对弹性体一端的对齐操作。
19.为实施对分料、捋直且对齐后的弹性体的导出,所述排布辊130下方位置设置有接料滑板140,所述接料滑板140中间设置有接料履带141的上方设置有卡槽,所述卡槽沿着接料履带141宽度方向布置,所述卡槽沿着接料履带141周向方向间隔设置多个,所述接料履带141的出口设置有排布板142,所述排布板142整体呈扁管状构造;排布辊130将固定数量的弹性体导出至接料滑板140上,并且通过接料履带141实施对弹性体导出至排布板142上,利用排布板142实施对固定数量的弹性体的排布导出,使得弹性体以捋直及固定数量的方式导出至弹性体成型设备200内,以实施对弹性体的弯曲成型。
20.具体地,在实施对弹性体导送时,所述排布板142的上端管壁设置有夹紧带143,所述夹紧带143转动式设置在料带架上,所述夹紧带143的料带架与夹紧弹簧的一端连接,所述夹紧弹簧的一端调节块1432连接,所述调节块1432与调节机构连接,调节机构调节调节块1432与排布板142靠近或远离;上述的夹紧带143通过夹紧弹簧与排布板142的底板抵靠,并且通过调节机构调节夹紧带14与排布板142底板的压力,以实现对弹性体捋直及单层的导出操作。
21.为实施对特点数量的弹性体的单层导出,所述平推机构包括设置在排布板142下方的推送头146,所述推送头146竖直滑动设置在推送滑块144上,所述推送头146与推送滑块144之间设置有推送弹簧1463,所述推送头146上设置有推动滚轮1461,所述推送滚轮1462轮芯水平且与推送折板1463连接,所述推送滑块144与推送气缸145的活塞杆连接,所述推送气缸145水平且与夹紧带143长度方向平行,所述推送折板1463与推送气缸145的活塞杆连接;为实施对排布板142内的弹性体的导出,上述的推送气缸145启动的过程中,推动滚轮1461与推送折板1463抵靠,从而在推送弹簧1463复位力下,使得推送头146伸出排布板142
的管腔内,从而使得弹性体沿着排布板142的长度方向推送,进而使得单层固定数量的弹性体导出至弹性体成型设备200内,从而实现对弹性体的供料,当推送气缸145复位后,使得推动滚轮1461与推送折板1463复位,从而使得推送头146的上端与排布板142管腔分离,从而形成对弹性体推送的避让。
22.下面详细介绍弹性体是如何进行弯曲成型的,所述弹性体成型设备200包括成型板210,所述成型板210上方设置有成型压板220,所述成型压板220竖直移动且与成型板210靠近或远离,所述成型板210上设置有弯曲机构,所述弯曲机构实施对弹性体的弯曲且使得弯曲后的弹性体外轮廓与瓶状的坯体两侧外轮廓吻合;弹性体以单排且捋直的状态导出至成型板210上后,启动成型压板220实施对成型板210的靠近,启动弯曲机构,实施对弹性体的弯曲,并且使得弯曲后的弹性体外轮廓与瓶装的坯体两侧的外轮廓围合,进而可使得弹性体与坯体的两侧固定,以起到对坯体的装饰,可获得该种类型的工艺品。
23.在实施对弹性体的弯曲操作时,所述成型板210的一端设置有切断机构,所述切断机构用于实施对弯曲后的弹性体两端的切断操作;由于弹性体长度较长,当上述的弯曲机构实施对弹性体弯曲后,弹性体的两端伸出坯体的两端,启动切断机构实施对伸出的弹性体的切断操作,进而可获得完成的弹性体装饰件,使得弹性体与坯体两侧外轮廓吻合。
24.具体地,所述弯曲机构包括弯曲架230,所述弯曲架230设置在坯体的两侧位置,所述弯曲架230上设置有定位头231,所述定位头231与弯曲架230构成水平方向的滑动配合,所述定位头231与坯体抵靠且沿着坯体长度方向移动,所述定位头231的旁侧设置有弯曲头232,所述弯曲头232跟随定位头231同步移动,且所述弯曲头232竖直布置;在实施对弹性体的弯曲操作时,使得弯曲后的弹性体与坯体两侧外轮廓吻合,上述的定位头231与坯体边缘抵靠且沿着坯体长度方向移动,定位头231随着弯曲头232同步移动,进而实现对弹性体与坯体两侧外轮廓吻合,从而实现对弹性体的弯曲操作,而后使得弹性体与坯体两侧固定,完成对该工艺品的初步自动化加工。
25.更为具体地,所述定位头231呈杆状构造,所述定位头231的杆端设置有定位滚珠2311,所述定位头231的杆身上套设有定位弹簧2312,所述定位弹簧2312的两端分别与定位头231的杆端及弯曲架230抵靠;在实施对弯曲头232的弯曲定位时,使得弯曲头232实施对弹性体弯曲操作,说得定位头231上的滚珠与坯体两侧位置抵靠,从而使得弯曲头232能够有效适应坯体两侧轮廓的变化,从而使得弹性体弯曲的轮廓形状能够与坯体两侧轮廓适配,确保工艺品的加工品质。
26.更为具体地,所述弯曲头232整体呈杆状且竖直滑动式设置在弯曲滑块2321上,所述弯曲头232的杆身上套设有第一伸缩弹簧2322,所述第一伸缩弹簧2322的两端分别与弯曲头232的杆身及弯曲滑块2321抵靠,所述弯曲滑块2321水平滑动式设置在抵靠滑块2323上,所述弯曲滑块2321的滑动方向与定位头231的滑动方向一致,所述弯曲滑块2321与抵靠滑块2323之间设置有第二伸缩弹簧2324,所述抵靠滑块2323固定在定位头231的杆身上;上述在实施对弹性体弯曲操作时,弯曲头232竖直方向通过第一伸缩弹簧2322与弯曲滑块2321构成弹性连接,因此能够适应坯体的造型面,并且抵靠滑块2323通过第二弹簧2324与抵靠滑块2323连接,使得弯曲头232能够始终与坯体两侧靠近,从而使得弹性体弯曲
的过程中,弹性体始终适配坯体两侧的轮廓变化而变化,进而能够基本确保弹性体弯曲的轮廓与坯体两侧造型一致,进而能够确保工艺品的加工品质。
27.具体地,所述弯曲架230水平滑动式设置在机架上,所述机架上设置有弯曲气缸233,所述弯曲气缸233水平且活塞杆与弯曲架230连接;在实施对坯体上弹性体弯曲操作时,上述的弯曲气缸233启动,使得弯曲架230沿着坯体长度方向移动,从而实现对弹性体的弯曲操作,使得弹性体沿着坯体两侧轮廓弯曲操作。
28.更为具体地,所述成型压板220上端滑动式设置在成型机架221上,所述成型机架221与成型压板220之间设置有成型弹簧222,所述成型压板220伸出成型机架221的上端设置有成型折板224,所述成型折板224与成型滚轮223抵靠,所述成型滚轮223的轮架与成型气缸226的活塞杆连接,所述成型气缸226的活塞杆水平布置;在实施对弹性体弯曲操作时,上述的成型气缸226启动,使得成型滚轮223与成型整板224抵靠,进而说得成型压板220与成型板210靠近,使得成型压板220与成型板210之间围合的区域恰好构成弹性体弯曲的区域,避免弹性体弯曲时出现的变形,以有效实现对弹性体的约束。
29.更为具体地,为实现对成型后的弹性体的有效约束,所述成型压板220的下板面设置有定位凸块225,所述成型板210上设置定位缺口211,所述定位缺口211的轮廓与坯体一侧外轮廓吻合;坯体伸出至成型板210的定位缺口211位置,并且定位凸块225下降且与坯体上侧面抵靠,进而使得成型压板220与坯体之间形成用于容纳弯曲后弹性体的区域,进而实现对弯曲后弹性体的约束。
30.为实现对弹性体导入成型压板220与成型板210之间的区域的额避让,所述机架竖直滑动设置升降机架240上,所述机架与升降机架240之间设置有升降弹簧241,所述升降弹簧241竖直布置,所述机架上设置有升降滚轮242,所述弹性体供料设备100的推送气缸145的活塞杆上设置有升降折板1451,所述升降折板1451与升降滚轮242抵靠,所述推送气缸145启动时,所述机架下降且使得弯曲头232及定位头231处在最低位置;在实施对固定数量弹性体水平推送时,上述的升降折板1451压缩升降弹簧241且使得机架下降,进而使得弯曲头232及定位头231处在最低位置,以形成对弹性体正常导入的避让。
31.为实施对弯曲后的弹性体两端的切断操作,所述切断机构包括切断刀具250,所述切断刀具250刀片竖直且与切断驱动机构连接,所述切断刀具250旁侧设置有切断定位头251,所述切断定位头251与坯体的一端抵靠且实施对切断刀具250的定位。
32.更为具体地,在实施对弯曲后弹性体两端准确切断操作,所述切断刀具250水平滑动设置在刀具机架252上,所述切断刀具250与刀具机架252之间设置有切断弹簧253,所述切断弹簧253的两端分别与刀具机架252及切断定位头251一端抵靠,所述刀具机架252与切断气缸254的活塞杆连接,所述切断气缸254的活塞杆竖直布置。
33.下面详细介绍坯体是如何进行定位的,所述坯体定位设备300包括坯体供料带310,所述坯体供料带310的出口设置有,所述承接架320的下方位置设置有定位板330,所述定位板330竖直移动且驱动单个坯体升降与弹性体成型设备200的成型板210靠近;在实施对坯体导出时,坯体供料带310将单个坯体导出至定位板330上,并且定位板330
竖直移动,使得当坯体与弹性体成型设备200的成型板210靠近,以实施对弹性体与坯体一侧靠近,从而使得弹性体形成与坯体一侧轮廓相近的形状,以确保工艺品的生产品质。
34.为实施对坯体两面进行弹性体的贴设固定,简化整个系统的构造,所述定位板330上设置有翻转机构,所述翻转机构实施对定位板330上的坯体的翻转操作且使得坯体呈现180
°
的翻转动作;坯体长度方向水平布置,在实施对坯体翻转操作时,翻转机构启动,使得坯体呈现180
°
的翻转动作,进而使得的一侧面翻转朝上。
35.进一步地,所述承接架320的端部设置有挡板321,所述翻转机构包括设置在定位板330上的端部翻转夹板341,所述端部翻转夹板341设置在夹持机构上,所述夹持机构设置在翻转单元上,所述翻转单元驱动翻转夹板341呈现180
°
的翻转动作;在实施对坯体的翻转时,首先夹持机构实施对坯体的夹紧,而后翻转单元驱动翻转夹板341呈现180
°
的翻转动作,进而实施对坯体的翻转。
36.为实施对翻转夹板341的翻转动作,所述翻转夹板341上转动式设置有翻转齿轮342,所述翻转齿轮342的轮心水平布置,所述定位板330上设置有翻转齿条343,所述翻转齿条343竖直且与翻转齿轮342啮合,所述翻转齿条342竖直移动且连动翻转齿轮342呈现180
°
的翻转动作;上述的翻转齿条343启动,使得翻转齿轮342转动,进而使得翻转齿轮342呈现180
°
的翻转动作,以实施对坯体的翻转。
37.所述翻转齿轮342的中心转动式设置在定位板330上的支架上,所述夹持机构包括设置在翻转夹板341旁侧的夹持臂344,所述夹持臂344的一端与翻转夹板341一端铰接且铰接轴上套设有夹紧扭簧,所述夹紧臂344的另一端设置有夹紧滚轮3441,所述夹紧滚轮3441的轮缘与坯体外壁抵靠;上述的夹紧滚轮3441与坯体外壁抵靠,从而可有效实施对坯体两侧的夹紧操作,以实现对坯体的有效定位夹紧。
38.为使得坯体卡置在夹紧滚轮3441内,以确保对坯体两侧的夹紧操作,所述定位板330竖直移动上方设置有夹紧辊350,所述夹紧辊350与夹紧滚轮3441平行布置,所述夹紧辊350的一端转动式设置在悬臂351上,所述悬臂351的另一端铰接设置在机架上,所述悬臂351与机架的铰接端设置有扭簧,所述定位板330竖直设置在定位机架上,所述定位机架上设置有竖直升降气缸331上,所述翻转齿轮343的下端与翻转电缸344的活塞杆连接,所述翻转电缸344竖直且缸体固定在定位板330上;竖直升降气缸331启动的过程中,使得定位板330竖直移动且使得夹紧辊350与坯体上端面抵靠,实施使得坯体卡置在夹紧滚轮3441内,当坯体一侧上弹性体一侧弯曲固定后,翻转电缸344启动,使得翻转夹板341呈现翻转动作,从而是吸纳对坯体呈现180
°
的翻转动作,进而实现对坯体另一侧面的弹性体的弯曲固定。
39.为实施对翻转后的坯体与定位板330的避让,所述定位板330上设置有升降板333上,所述定位板330与升降板333之间通过定位弹簧332连接,所述翻转齿轮342的轮心垂直设置有拨动悬臂3421,所述拨动悬臂3421的悬伸端设置有拨动滚轮3422,所述拨动滚轮3422与升降板333抵靠或分离;当坯体翻转时且与升降板333抵靠,从而拉伸定位弹簧332,以实施对坯体翻转的避让,使得坯体保持相同的状态翻转180
°
。
40.更为具体地,所述定位板330的旁侧设置有坯体推出设备,所述坯体推出设备用于将固定有弹性体的坯体从定位板330水平推出;上述的坯体两侧与弯曲的弹性体固定后,坯体推出设备将成型后的坯体导出端盖供料设备400位置,以实施对坯体两端的端盖进行固定。
41.为实施对弹性体与坯体的固定,所述固定设备500包括设置在坯体定位设备(300)上方的固定枪钉头510,所述固定枪钉头510移动式设置在转运机架520上,所述转运机架520上设置有枪钉头驱动机构,所述枪钉头驱动机构驱动固定枪钉头510沿着坯体一侧轮廓周向方向间隔移动且实施对固定钉头的导出且射出至弹性体与坯体的一侧;当固定枪钉头510沿着坯体一侧轮廓变匀移动,从而启动固定枪钉头510导出固定枪钉,以实施对弹性体与坯体的固定,以实现对工艺品生产的自动化。
42.具体地,所述固定枪钉头510设置在横移机架530上,所述横移机架530活动式设置在转运机架520上,所述固定枪钉头510与横移驱动机构连接,所述横移驱动机构驱动固定枪钉头510沿着横移机架530的长度方向间断式移动;在实施对弹性体与坯体固定时,上述的横移驱动机构驱动固定枪钉头510沿着横移机架530的长度方向间断式移动,并且转运机架520沿着坯体长度方向移动,进而可实施坯体与弹性体的固定。
43.更为具体地,所述固定枪钉头510上设置有转运滑杆511,所述转运滑杆511水平且与转运机架520构成水平方向的滑动配合,所述转运滑杆511上套设有转运弹簧512,所述转运弹簧512的两端分别与转运滑杆511及转运机架520抵靠;上述的固定枪钉头510通过转运滑杆511及转运弹簧512水平滑动式设置在转运机架520上,从而实现对转运机架520与坯体两侧的抵靠,使得固定枪钉头510能够沿着坯体两侧移动,进而可有效实现对弹性体与坯体的固定。
44.更为具体地,为使得固定枪钉头510浮动式设置在转运机架520上,以使得固定枪钉头510能够有效顺应坯体的一侧外轮廓变化,所述横移机架530通过铰接轴转动式设置在转运机架520上,所述横移机架530的铰接轴上套设有转动扭簧531,所述转动扭簧531的两端与横移机架530及铰接轴连接。
45.在实施对弹性体与坯体一侧板面固定时,所述横移驱动机构包括设置在固定枪钉头510上的横移螺母531,所述横移螺母531内设置有横移丝杆532,所述横移丝杆532水平布置,所述横移丝杆532的一端与横移电机533连接;所述横移电机533启动,使得固定枪钉头510能够有效沿着横移机架530长度方向间断式移动,从而实现对弹性体与坯体的有效固定。
46.更为具体地,在实施对整个转运机架520水平转运时,所述枪钉头驱动机构包括设置在转运机架520上的驱动螺母521,所述驱动螺母521内设置有驱动丝杆522,所述驱动丝杆522水平且与横移丝杆532平行布置,所述驱动丝杆522的一端与驱动电机523连接。
47.为进一步提高对弹性体与坯体的结合可靠度,所述固定设备500还包括设置在坯体定位设备300上方的涂胶辊540,所述涂胶辊540水平且沿着坯体一侧长度方向抵靠且实施对坯体一侧的涂胶操作。
48.为实现对坯体进行弹性体安装之前,需要对坯体两侧弧面作前期加工,所述坯体定位设备300的进料口设置有坯体弧面成型设备600,所述坯体弧面成型设备600的进料口
分别与坯体导出装置800及装饰原木导出设备700,所述装饰原木导出设备700用于将单根装饰原木导出至坯体弧面成型设备600内并且排布,所述坯体导出装置800用于将单个坯料导出至坯体弧面成型设备600内;在实施对坯体两侧弧面加工时,装饰原木导出设备700将等长的原木导出至坯体弧面成型设备600位置,并且使得单根装饰原木沿着坯体的两侧弧形面挨个排布,从而实现对装饰原木与坯体的固定,待坯体两侧的装饰原木固定好后导出至坯体定位设备300内,以实施对坯体进一步的加工操作。
49.为实施对坯体一侧弧形面与装饰原木的贴合固定,所述坯体弧面成型设备600包括柔性成型带610,所述柔性成型带610的一端与装饰原木导出设备700的出口衔接,所述柔性成型带610的下方设置有抵靠装置,所述抵靠装置驱动柔性成型带610与坯体的弧形面靠近且使得原木与坯体弧面抵靠,所述柔性成型带610的旁侧设置有固定设备,所述固定设备实施对源于与坯体弧形面的固定;装饰原木位于柔性成型带610上挨个排布后,抵靠装置驱动柔性成型带610与坯体的弧形面靠近,从而使得装饰原木与坯体一侧的弧形面抵靠,并且启动固定设备,可有效实施对装饰原木与坯体两侧弧形面的固定。
50.更为具体地,为确保装饰原木能够沿着坯体一侧弧形面挨个排布,所述抵靠装置包括设置在柔性成型带610下方的抵靠辊620,所述抵靠辊620水平且沿着柔性成型带610宽度方向布置,所述抵靠辊620的辊身转动式设置在辊架上,所述辊架竖直滑动设置在抵靠支架630上,所述辊架与抵靠支架架630之间设置有抵靠弹簧631,所述抵靠支架架630上设置有抵靠螺母632,所述抵靠螺母632内设置有抵靠丝杆633,所述抵靠丝杆633的杆端设置有抵靠电机634,所述抵靠丝杆633水平且沿着柔性成型带610长度方向布置;在实施对装饰原木与坯体一侧弧面抵靠时,抵靠辊620竖直滑动设置在抵靠支架架630上,随着抵靠电机634的启动,使得抵靠滚620始终与坯体一侧弧面抵靠,从而能够使得柔性成型带610上的装饰原木与坯体弧形面抵靠,直至使得原木沿着坯体弧形面挨个排布。
51.更为具体地,为使得装饰原木可靠的排布在柔性成型带610于坯体一侧弧形面围合的区域内,所述柔性成型带610的宽度方向中间位置设置有条状开口611,所述条状开口611沿着柔性带610长度方向布置,所述抵靠辊620呈中间尺寸大两端尺寸小的台阶轴状且中间大尺寸外壁伸入条状开口611内,所述抵靠辊620两端小尺寸外壁与柔性成型带610外壁抵靠,所述辊架上设置有动力电机621,所述动力电机621驱动抵靠辊620转动;动力电机621启动的过程中,使得抵靠辊620转动且连动装饰原木沿着柔性成型带610与坯体一侧弧形面围合的区域内排布,使得装饰原木之间相互紧挨,从而可有效确保工艺品的加工品质。
52.进一步地,为实施对抵靠辊620的停留操作,所述柔性带610的出料端前端位置设置有挡头板615,所述挡头板615水平布置且抵靠辊620的辊身与挡头板615抵靠或分离;在实施对装饰原木与坯体一侧弧形面贴合之前,抵靠辊620与挡头板615抵靠,从而实现对抵靠辊620的停留。
53.为确保头型带610与坯体一端的有效抵靠,从而确保装饰原木能够从坯体一侧弧形面的最初始位置开始排布,所述柔性带610的出料端位置设置有抵靠板612,所述抵靠板612的辊身上设置有抵靠悬臂6121,所述抵靠悬臂6121的悬伸端设置有抵靠滚轮6122,所述
抵靠悬臂6121与抵靠板612的连接端设置有抵靠扭簧,所述抵靠扭簧两端分别与抵靠悬臂6121及抵靠板612连接;上述的抵靠辊620竖直上升,使得抵靠滚轮6122通过抵靠悬臂6121与坯体一端抵靠,从而使得柔性带610与坯体一侧弧形面的尽头开始抵靠,以实施对装饰原木的排布操作。
54.具体地,为实施对装饰原木的有效排布,所述柔性带610的两侧设置有限位挡板613,所述限位挡板613立式布置且沿着柔性带610长度方向延伸;柔性带610一端与坯体一侧弧形面抵靠,随着抵靠辊610沿着坯体长度方向移动的过程中,使得装饰原木及柔性带610沿着限位挡板613之间的区域向上移动,从而可实现对装饰原木的排布,进而能够实现对装饰原木挨个沿着坯体一侧弧形面排布。
55.为实现对原木与坯体的固定,所述柔性成型带610的两侧设置有固定开口614,所述固定开口614沿着柔性成型带610长度方向布置,所述固定设备包括设置在辊架上的固定枪钉头640,所述固定枪钉头610布置且射出固定枪钉以实施对原木与坯体弧形面的固定。
56.为实施对坯体的导出,且使得坯体两侧的弧形面朝上的状态导出至坯体弧面成型设备600上,所述坯体导出装置800包括坯体供料带810,所述坯体供料带810水平且出口端位置设置有坯体架820,所述坯体架820的旁侧设置有坯体推料头830,所述坯体推料头830水平且将单个坯体推送至坯体承接架840上,所述坯体推料头830的推送方向与坯体供料带810垂直布置;坯体供料带810将多个坯体导出至出口位置,并且启动坯体推料头830,使得坯体推料头830的推送方向与坯体供料带810垂直布置,从而将单个坯体导出至坯体承接架840上,进而导出至坯体弧面成型设备600位置,以将装饰原木固定在坯体弧面上。
57.具体地,为实施对导出的单个坯体两端的固定,所述坯体承接架840包括端部夹头841,所述端部夹头841与坯体推料头830配合且实施对坯体两端的夹紧操作。
58.为实施对装配好装饰原木的坯体的导出,所述坯体承接架840的一侧设置有推送机构,所述推送机构用于将坯体推出至坯体定位设备300的坯体供料带310上。
59.为实施对坯体两侧的弧面的装饰原木的安装固定,所述坯体承接架840的上方设置有翻转机构,所述翻转机构用于实施对坯体180
°
的翻转动作。
60.在实施对坯料夹紧翻转操作时,所述端部夹头841设置在坯体推料头830的推送方向上,所述端部夹头841一端转动时设置在翻转机架842上且转动轴心与坯体推料头830的推送方向平行,所述翻转机构包括设置在坯体推料头830伸出翻转机架842一端的翻转齿轮843,所述翻转齿轮843与翻转齿条844配合,所述翻转齿条844与转动气缸845的活塞杆连接;当坯体推料头830推送至端部夹头841位置后,坯体推料头830及端部夹头841实施对坯体两端的夹紧,当坯体一侧弧面的装饰原木排布固定好后,而后启动转动气缸845,使得端部夹头841呈现180
°
旋转,进而实施对坯体的180
°
旋转,进而实施对坯体另外一侧弧面的装饰原木的排布。
61.为方便实施对坯体的旋转动作,坯体推料头830及端部夹头841实施对坯体两端的夹紧时,所述坯体推料头830的端部转动式设置有夹持头831,所述夹持头831与端部夹头841同心布置。
62.在实施对坯体两端夹紧操作时,为实施对坯体的弹性夹紧,避免坯体损坏,以及提
高对坯体夹紧的容错度,所述端部夹头841滑动式设置在翻转机架842上,所述翻转齿轮843一端通过轴承8431与支撑杆8432连接,所述支撑杆8432与支撑架8433构成滑动配合,所述支撑杆8432上套设有避让弹簧8434,所述避让弹簧8434的两端分别与支撑架8433及轴承8431一端抵靠;在实施对坯体两端弹性夹紧时,还能有效实施对端部夹头841的旋转。
63.为实施对坯体的上端面的夹紧,以实施对坯料的摆正操作,所述坯体承接架840上方设置有压料板850,所述压料板850水平且上板面与压料气缸851连接,所述压料气缸851竖直布置。
64.具体地,为实施对坯体的接料及推送,所述坯体承接架840整体为板状构造,且一侧与推料气缸846的活塞杆连接,所述推料气缸846用于将坯体推出至坯体定位设备300的坯体供料带331上;在实施对坯体安装装饰原木时,推料气缸846启动,实施对坯体推料头830移动路径上的坯料的承接,当坯料两侧弧面的装饰原木安装好后,继续启动推料气缸846,将坯料推出坯体定位设备300的坯体供料带331上,以实施对坯体的下一步加工。
65.为使得装饰原木沿着坯体弧面成型设备600的柔性成型带610上方挨个排布,所述原木导出设备700包括供料仓710,所述供料仓710的下方设置有出口,所述出口位置设置有导出带720,所述导出带720的出口与排布带730的进料口衔接,所述排布带730上设置有排布机构,所述排布机构用于将装饰原木沿着坯体弧面成型设备600的柔性成型带610上方挨个排布;在实施对装饰原木排布在坯体弧面成型设备600的柔性成型带610上方时,启动导出带720,将装饰原木导出至排布带730上,而后通过排布机构将装饰原木沿着坯体弧面成型设备600的柔性成型带610上方挨个排布,进而实施对装饰原木的供料操作。
66.具体地,所述排布机构包括设置在排布带730下方的排布板740,所述排布板74水平且与排布带730间隙布置,所述排布板740与排布带730之间的间隙用于容纳单层装饰原木,所述排布板740的前端构成出料口,排布驱动机构驱动排布带730及排布板740上下移动且使得排布板740下板面与坯体弧面成型设备600的柔性成型带610上带面抵靠;为确保将装饰原木排布在坯体弧面成型设备600的柔性成型带610上方,装饰原木导出至排布带730及排布板740的间隙内,而后排布驱动机构驱动排布带730及排布板740上下移动且使得排布板740下板面与坯体弧面成型设备600的柔性成型带610上带面抵靠,启动排布带730转动,使得装饰原木从及排布板740一端的出口导出至坯体弧面成型设备600的柔性成型带610上方位置。
67.具体地,在实施对坯体弧面成型设备600的柔性成型带610上方装饰原木排布时,所述导出带720的出口位于排布带730前上方布置,所述导出带720的固定架及排布带730的固定架固定为一体,所述导出带720及排布带730与推送机构连接,所述推送机构驱动导出带720、排布带730及排布板740沿着坯体弧面成型设备60的柔性成型带610长度方向移动。
68.具体地,拍补办740与坯体弧面成型设备600的柔性成型带610上方抵靠时,为形成避让,所述排布板740的一端竖直滑动设置在导出带720的固定架的滑杆上,所述固定架的滑杆伸出排布板740的一端设置成“t”形伸出端设置有排布弹簧741。
69.优选地,所述排布带730的固定架的上方设置有滑动设置在推送机架731上,所述
排布驱动机构包括设置在推送机架731的排布气缸732,所述排布气缸732竖直且活塞杆与排布带730的固定架连接。
70.具体地,所述推送机构包括设置在推送机架731上的推送螺母7311,所述推送螺母7311内设置有推送丝杆7312,所述推送丝杆7312与排布带730长度方向平行布置且一端与推送电机7313连接。
71.为实施对装饰原木有效的排布在导出带720上,所述供料仓710的出口位置设置有挡刷板711,所述导出带720上设置有料槽,所述料槽沿着导出带720周向方向间隔设置多个,所述挡刷板711的刷毛与导出带720的上带面抵靠。
72.当上述各个构造装饰完毕后,盖体供料设备400将坯体两端端盖导出,所述端盖供料设备400包括端盖导出管410,所述端盖导出管410水平且旁侧设置有端盖固定头420,所述端盖固定头420水平移动且实施对端盖与坯体的固定。
73.在实施对端盖固定时,上述安装好弹性体及装饰原木的坯料导出至供料带460上,供料带460的出料端设置有导出轨道461,所述端盖导出管410设置在导出轨道461的两侧位置,通过端盖导出管410将两个端盖导出,并且启动端盖固定头420,即可实施对端盖与坯体两端的固定,完成工艺品的基本加工,而后进行进一步的人工雕刻等步骤,提升工艺品的自然美感。
74.具体地,为将端盖从端盖导出管410水平推送出去,所述端盖导出管410一端管口设置有端盖导出头430,所述端盖导出头430沿着端盖导出管410长度方向移动且实施对端盖的驱动。
75.优选地,所述端盖导出管410的一端设置有导料轨道440,所述导料轨道440水平且一端设置有推送头450,所述推送头450沿着导料轨道440长度方向移动且将端盖推送至端盖导出管410的管口位置;为实施对单个端盖导出至端盖导出管410的管口位置,以实施对端盖的单个供料操作,所述推送头450启动,将单个端盖沿着导料轨道440长度方向移动,从而将单个端盖导送至端盖导出管410的管口位置,以实施对端盖的单个供料操作。
76.具体地,所述导料轨道440整体呈槽板状构造,所述导料轨道440与端盖导出管410垂直布置且一端位置设置有供料管441,所述供料管441水平且与导料轨道440垂直布置。
77.为实施对单个端盖的接料操作,所述端盖导出头430的前端设置有推送卡板431,所述推送卡板431与端盖导出头430之间通过推送弹簧432连接,所述推送卡板431与端盖导出头430平行布置;在实施对单个端盖与坯料结合时,推送卡板431与坯体两端结合,并且捏压缩推送弹簧432,实施端盖与坯体的可靠结合,并且实施对推送卡板431的压缩避让。
78.为确保端盖与推送卡板431的可靠结合,所述推送卡板431一侧板面设置有卡接槽4311,所述卡接槽4311槽口大、槽底小布置。
79.为确保单个端盖可靠的卡置在推送卡板431的卡接槽4311内,所述端盖导出管410的两侧管壁设置有抵靠臂411,所述抵靠臂411的悬伸端设置有抵靠轮412,所述抵靠轮412的轮心竖直,所述抵靠臂411的一端与端盖导出管410的管壁铰接,所述抵靠臂411的铰接轴上套设有扭簧,所述扭簧使得抵靠轮412伸入端盖导出管410的管腔被。
80.为实施对端盖固定头420的水平移动,以实施对端盖与坯体的固定,所述端盖固定
头420为气动枪钉头,所述端盖固定头420的长度方向与端盖导出管410平行布置,所述端盖固定头420水平滑动滑动式设置在端盖导出头430上,所述端盖固定头420的外壁设置有驱动螺母421,所述驱动螺母421内设置有驱动丝杆422,所述驱动丝杆422的一端与驱动电机423连接,所述驱动电机423固定在端盖导出头430上。
81.工艺品自动化生产加工方法,所述工艺品自动化生产加工方法包括如下步骤:第一步、将车削好的批量坯体摆放在坯体导出装置800上,实施对单个坯体的排布导出;第二步、将加工好的原木摆放在装饰原木导出装置700内,使得装饰原木导出装置700按照按个排布的状态导出坯体弧面成型设备600内,启动坯体弧面成型设备600,使得装饰原木沿着坯体两侧弧面挨个偏不并且固定,将坯体导出至坯体定位设备300内进行定位;第三步、将弹性体排布在弹性体供料设备100内,启动弹性体供料设备100,使得弹性体按照同等数量导出至弹性体成型设备200内;第四步、启动弹性体成型设备200,实施对弹性体的弯曲操作,使得弹性体弯曲与坯体两侧轮廓吻合;第五步、启动固定设备500,将弯曲后的弹性体与坯体两侧固定,实现对弹性体与坯体的固定安装;第六步、将坯体定位设备300上安装有弹性体及装饰原木的坯体导出至端盖供料设备400位置,启动端盖供料设备400将端盖导出至坯体的两端位置并且固定,以形成工艺品的半成品,对工艺品的半成品进一步的精细加工,最终获得成品工艺品。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

