[0001]
本发明涉及一种用于制作工件的装饰性表面的方法以及一种用于执行所述方法的设备。
背景技术:
[0002]
根据当前的技术水平,实木地板以及所谓的工程地板,即多层实木复合地板或者人造实木复合地板,都是通过将薄木层(有时小于1mm)粘合到载板上而形成,通过施加有色的液体(“染色剂”)而产生不同的颜色。
[0003]
这种染色液利用所谓的分布辊刷到木孔中,以便到达木结构的更深处。根据典型的现有技术,染色液以至少部分透明的方式着色,并且仍能看出染色液下面的木材外观。
[0004]
利用这种方法,例如,浅色的“民居风格地板(landhausdiele)”在视觉上产生所谓的“烟熏橡木”效果。
[0005]
但这种制造方法只允许对工件表面进行全表面处理。
[0006]
根据另一种现有技术,给出一种高质量地板,这种地板作为浅色实木存在,并且在现场通过染色液产生确定的图案,例如棋盘图案等。通过这种技术,安装人员必须在完成地板的铺设后用胶带(类似于美纹纸胶带)粘贴遮盖地板,并留出一定的外露位置。然后用染色液浸渍这些外露的位置,并在一定的作用时间之后去除染色剂。
[0007]
然后,这种明显非常复杂的方法会导致在实木上形成确定的图案,从而在室内实现所需的外观。对于由实木或者木板饰面或工程木材(多层复合板或多层实木、压制木材)制成的家具表面或桌子表面,也可以采用类似的方法手动操作。
[0008]
根据当前的现有技术,这样的染色方式、这种具有上述可能的图案的木材是在木材的整个表面上制作的,或者利用手工粘贴覆盖,需要大量的人工作业。
技术实现要素:
[0009]
因此,根据本发明的方法的构思是,由非常经济的木材(例如桦木饰面)制作视觉上的“红木外观饰面”。
[0010]
本发明或者说根据本发明的方法的目的是,提出一种简单且在工业上可实施的可能性,在不需手工粘贴覆盖的情况下,仍能在实木表面上产生确定的、希望的图案,并且同时显著降低每平米的耗时和成本。
[0011]
所述目的通过独立权利要求的主题来实现。有利的改进方案是从属权利要求的主题。
[0012]
根据本发明提出一种用于在工件上制作装饰性表面的方法,所述方法包括以下步骤:
[0013]-向覆盖物施加单元和/或液体施加单元供应工件,所述工件的表面至少在部分区域中具有木材或木纤维;
[0014]-向所述工件的表面上至少部分地施加覆盖物,所述覆盖物配置为在施加了所述
覆盖物的位置处至少部分地密封所述工件的表面,其中,所述覆盖物优选是能够数字印刷的;以及
[0015]-向所述工件的表面上或所述覆盖物上施加液体,所述液体优选是有色的并且优选包含染料和/或彩色颜料和/或具有染色剂的特性。
[0016]
覆盖物与木材基质的相互作用优选地仅限于物理粘附。覆盖物在工件的表面上产生的粘附力足以用于后面的染色过程。液体通过所述覆盖物的渗透性可以优选地通过覆盖物印刷的施加量来控制。在施加量较高时,可以实现的是木材表面几乎完全地被密封,在施加量少时,木材表面只有少量被部分地覆盖;木孔、木质部射线(markstrahlen)和暴露的区域逐渐地被着色。
[0017]
在技术上可行的是,控制覆盖物的施加量。例如,这可以在相应设计的覆盖物施加单元中实现。覆盖物施加单元为此使用数字和/或模拟印刷技术。
[0018]
染色液在木材上的表面粘附性优选地同样基于物理粘附。这一点的特点优选是染色剂的耐候性不足,因此通常还给木材表面刷油或设置面漆。
[0019]
优选地在所述至少部分地施加覆盖物的步骤之后,执行干燥和/或固定覆盖物的步骤。优选地,这是通过对覆盖物加热和/或辐射固化来执行的。优选地,可以通过热空气和/或通过红外辐射对覆盖物加热。为了实现辐射固化,优选地可以向所述覆盖物照射紫外线。为此,所述覆盖物优选地固定在工件的表面上。该固定将覆盖物连接到工件的表面,使得覆盖物和工件的表面之间的附着力增加。所述干燥和/或固定优选地等同于所述覆盖物部分地硬化,特别优选地完全地硬化。
[0020]
在施加所述液体的步骤之后,优选地执行另一个步骤,在这个步骤中,执行液体的分布,优选地以机械的方式将所述液体分布到木孔中,特别优选地通过分布单元将所述液体分布到木孔中。由此,优选地确保通过工件的表面更好地吸收液体。这里主动地将液体分布到木孔中,优选地将液体的一部分从工件的表面上去除。这部分优选地不能被工件吸收,因为工件已经通过吸收液体而饱和。优选地通过刷子进行液体分布,特别优选地通过刷辊进行。
[0021]
在施加液体的步骤和/或分布液体的步骤之后,优选地执行另一步骤,通过这个步骤干燥液体。优选地,通过加热和/或辐射固化来实现干燥。优选地,可以通过热空气和/或红外辐射向液体的提供热量。为了实现辐射固化,优选地可以向覆盖物照射紫外线。
[0022]
优选地,执行另外的步骤,在该步骤中再去除覆盖物。优选地,这通过打磨所述工件的表面来实现,特别优选地还去除工件的材料,这有利地形成工件的均匀处理的表面。
[0023]
优选地,使用至少部分透明的油墨至少部分地施加所述覆盖物。为此,特别优选地使用没有染料的高度透明的油墨至少部分地施加覆盖物。
[0024]
优选地,根据数字模板进行所述覆盖物的至少部分地施加。优选地,以这种方式根据数字模板进行所述覆盖物的至少部分地施加:在施加所述液体之后,液体仅在未印刷的区域中由所述工件位于液体下方的木材表面吸收,或者,在施加所述液体之后,液体在有印刷的区域中的吸收程度小于在未印刷的区域中的吸收程度。所述覆盖物有利地用作工件表面相对于所述液体的密封件。因此,所述覆盖物可以有利地以任意的图案施加到工件的表面上,从而由此可以用任意图案覆盖表面。接着,工件的表面的至少一个未被覆盖的区域(即暴露的区域)可以与液体接触,所述液体在该区域中在视觉上改变工件的表面。特别是
通过数字模板指定覆盖图案的优点在于,能够在不同的图案之间快速地切换,从而可以在短时间内产生大量不同的图案,或者甚至产生完全独立的、非重复的图形。
[0025]
优选地,在所述工件表面没有被所述覆盖物覆盖的位置,液体在色彩上不是完全覆盖位于其下方的木材表面。而是,优选地,通过部分透明的液体层仍可以看到位于其下层的木孔、节孔或其它木材外观。
[0026]
优选地,液体使得工件的整个表面上更清晰地显示木纹,在被遮盖的区域中木材表面的开孔部分和闭孔部分之间的色差大于未被遮盖的区域中木材表面的开孔部分和闭孔部分之间的色差。
[0027]
优选地,至少再一次执行所述向工件的表面上至少部分地施加覆盖物的步骤和/或所述向工件的表面上施加液体的步骤。通过在一些位置多次施加液体,有利地可以实现的是在视觉上影响或改变工件的表面。也可以在第二轮处理过程中将覆盖物施加到工件的表面上先前未被遮盖的区域,从而在第二次施加液体之前改变覆盖结构。由此,有利地实现了工件的表面的一些区域与其它区域相比较更少地与液体发生接触,因为这些区域在以后再一次施加液体时由后面施加的覆盖物密封。
[0028]
优选地,另一个应用场合可以包括在开始时直接在整个区域中对工件的木材或木纤维进行着色,并且此后去除余量,然后在必要时优选地略微打磨。然后,才根据所需的覆盖图案来施加覆盖物并且进行第二次着色。所获得的总体色彩效果优选地在于较强和较弱染色之间的反差较小。
[0029]
优选地,在第二次施加时使用在染料和/或彩色颜料和/或染色特性方面具有不同组成的另一种液体更换所述液体。
[0030]
优选地,至少再一次执行所述向工件的表面上的施加液体的步骤,并且至少在所包含的染料和/或彩色颜料方面,每次施加的液体都与先前步骤中所施加的液体相同,至少在工件的表面一个位置处多次进行施加。以这种方式可以在工件的表面实现更强的视觉变化。特别优选地,在两个施加步骤之间干燥工件或液体。
[0031]
优选地,在所述至少部分地施加覆盖物的步骤之前,至少再一次执行所述施加液体的步骤。以这种方式,在施加覆盖物之前,工件的表面可以通过液体部分地或者整面地改变。
[0032]
优选地,在施加液体之前,执行粗糙化工件的至少部分表面的步骤,优选地粗糙化工件的整个表面,优选地以机械方式和/或化学方式进行粗糙化。机械粗糙化优选通过摩擦和/或打磨装置进行。化学粗糙化优选使用化学试剂进行,所述化学试剂配置为从工件中分离出木纤维或整个木纤维的组分。例如,这通过蚀刻来完成。作为粗糙化的结果,有利地提高了工件对液体的吸收能力,至少是工件的表面对液体的吸收能力,从而使得液体或包含在其中的组分(例如彩色颜料)可以更为容易地渗入工件中。
[0033]
优选地,所述至少部分地施加覆盖物通过数字印刷技术的设备和/或通过模拟印刷技术的设备执行。所述数字印刷技术的设备理解为优选是指喷墨印刷头或数字印刷头,所述喷墨印刷头或数字印刷头特别优选地可以设置在工件的整个宽度上,以便能尽可能到达工件的整个表面。模拟印刷技术的设备优选理解为是指印刷辊,所述印刷辊构造为通过在工件的表面上滚动来根据确定的图案施加覆盖物。
[0034]
这样,这里基本的覆盖物的施加优选在1g/m
2
至10g/m
2
之间,特别优选在3g/m
2
至
8g/m
2
之间。
[0035]
优选地,执行另外的步骤,在这个步骤中,从工件的表面上去除至少所述液体和/或所述覆盖物。去除的液体优选是由于工件已经饱和而不再能被工件吸收的多余的液体。所述液体和/或覆盖物优选地可以被主动地去除。主动地去除特别地可以理解为是指使用刷子和/或利用刨刀和/或打磨装置机械地去除覆盖物和/或液体,特别是优选也去除工件的材料。主动地去除也可以理解为是指加热和/或蒸发所述覆盖物和/或液体。为此,优选地可以使用构造为输送热空气的热源,例如加热装置和/或风机,和/或可以使用红外辐射器。
[0036]
优选地,向工件的整个表面上施加液体。
[0037]
此外,根据本发明还提出一种用于执行上述方法的设备,该设备包括:
[0038]-覆盖物施加单元,所述覆盖物施加单元构造为至少部分地向工件的表面施加覆盖物,所述覆盖物配置为在施加了覆盖物的位置处密封工件的表面;
[0039]-液体施加单元,所述液体施加单元构造为向工件的表面上施加液体,所述液体优选地是有色的并且优选地含有染料和/或彩色颜料和/或具有染色剂的特性;
[0040]-控制单元,所述控制单元构造为相应地控制所述设备,以便执行如上面所述的方法。
[0041]
优选地,所述设备还包括固定单元,所述固定单元构造为干燥覆盖物和/或液体,所述固定单元为此优选地具有鼓风机和/或热源和/或紫外光辐射源。
[0042]
优选地,所述设备还包括预处理单元,所述预处理单元构造为对工件的表面进行预处理,特别是粗糙化工件的表面,所述预处理单元为此优选地具有打毛辊和/或打毛装置和/或用于输出粗化物质(例如研磨膏)的输出装置。也可以设置喷丸装置或类似装置。
[0043]
此外,优选地,所述设备还包括分布单元,所述分布单元构造为用于将液体分布在工件的表面上,所述分布单元优选地具有刷子。
[0044]
此外,优选地所述设备还包括后处理单元,所述后处理单元构造为用于至少在施加覆盖物和/或施加液体之后对工件进行后处理,所述后处理单元优选地具有打磨装置和/或刨削装置。
[0045]
此外,优选地,所述设备还包括涂覆单元,所述涂覆单元构造为用于涂覆工件的表面。这种涂覆例如可以利用密封漆层进行,所述密封漆层优选在最后的步骤施加到工件上。为此,所述涂覆单元优选具有浇注装置,所述浇注装置构造为用于形成漆帘幕,引导工件通过所述漆帘幕。替代地或附加地,所述涂覆单元可以具有施加辊,所述施加辊在工件表面上滚动并在这里施加漆。替代地或附加地,涂覆单元可以具有浸渍池,工件至少部分地浸入所述浸渍池中,以便涂漆。替代地或附加地,涂覆单元可以具有数字印刷装置,所述数字印刷装置构造为通过施加漆来密封工件。
[0046]
此外,所述设备优选还包括输送单元,所述输送单元构造为用于将工件输送到如上所述的单元。所述输送单元优选地具有传送带。
[0047]
优选地,所述输送单元构造为至少再一次将所述工件供应给上述单元中的至少一者。以这种方式,可以利用单个的单元多次执行方法步骤,而不必为了相同的方法步骤设置另外的单元。
[0048]
优选地,所述设备额外具有所述单元中的至少一者。以这种方式可以通过设置另外的单元在晚于方法步骤的时刻再一次执行方法步骤。
附图说明
[0049]
下面参考附图更详细解释本发明。其中:
[0050]
图1a至1c是根据本发明的方法的一种实施方式,
[0051]
图2a至2c示出施加覆盖物或液体的方法;以及
[0052]
图3是示出了用于执行根据本发明的方法的基本设备的原理框图。
具体实施方式
[0053]
图1a至1c示出根据本发明的第一实施方式。
[0054]
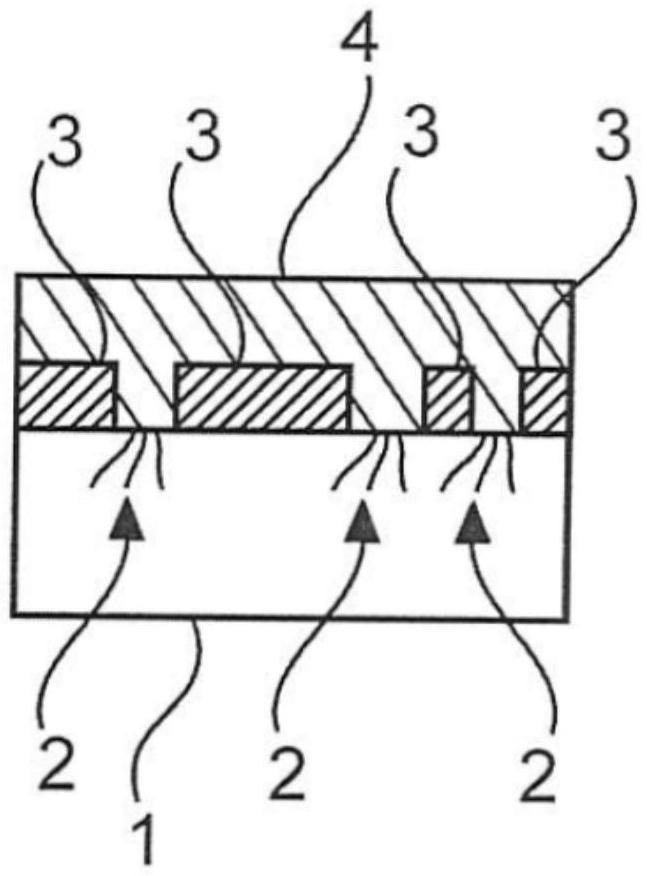
在图1a中以侧视图示出工件1,该工件在这里构造为板状的工件1。所述工件1至少在表面的部分区域中包含实木或木纤维。
[0055]
向所述工件1的朝上的表面上施加覆盖物3。以这样的方式施加覆盖物3,即:使得工件1的表面的至少一些部分被覆盖物3遮盖。这种施加的结果在图1b中示出。覆盖物3在工件1的表面上用以密封,从而工件1的表面上施加有覆盖物3的区域被密封。因此,所述表面被遮盖以用于下一步骤,即,工件1的表面的部分区域不再是像之前一样是暴露的。
[0056]
在另一个步骤中,将液体4施加到被遮盖的工件1的表面上。所述液体4这里仅与工件1的表面的暴露的(即未被遮盖的)区域接触。然而,工件1的表面的被覆盖物3密封的区域不与液体4发生接触。这个结果在图1c中示出。
[0057]
在可替代的实施方式中,覆盖物3没有向工件1的表面提供完全的遮盖(“开孔”),从而液体4在被遮盖的位置能部分地渗透,但与没有被遮盖的区域相比,渗透的量减少。
[0058]
液体4这里设计成用于,在接触时特别是与表面的实木或木纤维相互作用地在视觉上改变工件1的表面。这种相互作用或视觉上的改变仅出现在液体作用区域2中,所述液体作用区域从工件1的表面与液体4接触的区域开始向工件1内部延伸。以这种方式,可以实现工件1在视觉上的改变。
[0059]
在可替代的实施方式中,与液体4的相互作用也可以在表面的其它的区域中发生(不是在液体作用区域2上),但是与区域2相比相互作用的程度相对降低。
[0060]
在具体的实施方式中,覆盖物3也部分地渗入工件1。
[0061]
图2a至2c示出实现在图1a至1c中示出的中间结果的替代方式。
[0062]
在所示实施方式中,覆盖物3以液滴3a的形式施加,在此用虚线的边框标识。例如,这可以使用数字印刷技术(例如数字印刷头11)来执行。因此,可以主动地影响液滴输出,特别是在液滴3a的输出体积方面进行影响。通过对工件1的表面遮盖的特征在于遮盖图案的高度可变性。覆盖物3被设计为例如能数字印刷的油墨或能数字印刷的漆。
[0063]
替代地或附加地,覆盖物3也可以通过模拟印刷技术的设备来施加,如在图2b中所示。例如,覆盖物3可以作为油墨或漆通过施加辊12施加到工件1的表面上。施加辊12在工件1的表面上滚动并且将覆盖物3留在所述表面上,以遮盖所述表面。
[0064]
总之,覆盖物因此可以优选地使用印刷技术设备来实现施加。理想地但非必须地,将数字印刷技术设备用于更复杂的遮盖结构。
[0065]
液体4的施加可以例如大面积或整面地进行。在此,在图2c中示例性地示出浇注装置21,所述浇注装置产生由所述液体4形成的帘幕,被覆盖物3遮盖的工件1被输送并穿过该帘幕。浇注装置21具有存储器,液体4存放在所述存储器中,并且例如通过泵或如图所示那
样通过输送辊从存储器中将液体输送到工件1的表面上。
[0066]
另一种可能的施加液体4的方式(未示出)是可以通过浸渍池来实现,工件1至少以被遮盖的表面浸入所述浸渍池中。
[0067]
在另一个实施方式(未示出)中,通过辊施加方法将液体4施加到被遮盖的表面上。
[0068]
图3示出用于执行根据本发明的方法的基本设备的原理框图。
[0069]
图中示出了覆盖物施加单元10,所述覆盖物施加单元构造为用于将覆盖物3施加到工件1上,如图1a至2c所示。为此,覆盖物施加单元10具有例如图2a中所示的数字印刷头11或者图2b中所示的施加辊12。
[0070]
覆盖物施加单元10的下游设置液体施加单元20,并且所述液体施加单元构造为用于将液体4施加到工件1的表面上。为此,液体施加单元20具有例如浇注装置21(图2c所示)或者浸渍池或者辊式施加单元。
[0071]
此外,示出了固定单元40,所述固定单元40设置在覆盖物施加单元10和液体施加单元20之间。固定单元40构造为用于在施加液体4之前干燥覆盖物3。为此,固定单元40具有例如喷嘴通道,所述喷嘴通道允许热空气流动到工件1的表面上或覆盖物3上。替代地或附加地,也可以设置红外辐射源形式的热源或加热装置形式的热源,以便干燥覆盖物3。固定单元40也可以具有uv辐射源,以便固化覆盖物或者将覆盖物固定在工件1的表面上。
[0072]
在覆盖物施加单元10上游设置预处理单元50,并且所述预处理单元构造为用于对工件1的表面进行预处理,以用于后续方法步骤。例如,这里可以设置打毛辊或打磨装置,所述打毛辊或打毛装置构造为用于以机械的方式粗糙化工件1的表面。替代地或附加地,这里也可以设置输出装置(abgabevorrichtung),所述输出装置构造为将打毛剂(aufraumittel)(例如化学物质,如酸)施加到工件1的表面上。例如,在打毛剂与工件1的木纤维的相互作用中,后者相应地改变,使得工件1的表面变得更加粗糙,从而特别是有利于液体4的吸收。
[0073]
液体施加单元20下游是分布单元60,所述分布单元构造为用于将液体4分布在工件1的表面上或将液体4引入工件1的表面中。例如,分布单元60可以以机械的方式进行此操作。为此目的,所述分布单元60具有例如刷子或刷辊,所述刷子或刷辊与工件1的表面发生接触并且以与工件表面的相对运动来分布或引入液体4。分布单元60也可以构造为多个旋转刷(具有垂直于工件表面的轴线)的形式。其它的替代实施方式也是可以想到的。
[0074]
在分布单元60的下游设置后处理单元70,所述后处理单元构造为用于对工件表面进行后处理。例如,这可以以机械的方式执行。为此,可以设置打磨装置,所述打磨装置构造为用于去除工件1的表面,特别是位于所述表面上的覆盖物3和/或液体4。在这种情况下,优选地还去除工件1本身的材料,以便暴露由于液体4而在较深的层次中发生的工件1中的视觉上的变化。
[0075]
此外,还可以设置涂覆单元80,所述涂覆单元构造为用于涂覆工件1的表面。例如,这可以在整个表面上施加漆来完成,由此优选对工件1进行最终密封,从而保护工件1的视觉上已改变的表面。因此,用于密封的漆是至少部分透明的。含丙烯酸酯的紫外线固化漆以及油或蜡都可以作为密封的材料。水性涂料体系与之后对其进行的热干燥也是可以设想的。
[0076]
这里列举的所有单元10、20、30、40、50、60、70、80通过输送单元90彼此联接,使得
工件1可以被运送到各个所述单元。为此,输送单元90具有例如传送带,所述单元10、20、30、40、50、60、70、80布置在该传送带上。
[0077]
所述设备还具有控制单元30,以控制所述各个单元10、20、30、40、50、60、70、80和输送单元90,从而能够利用所述设备来执行根据本发明的方法。为此,控制单元具有例如控制器形式的控制装置,该控制装置构造为通过程序代码执行根据本发明的方法。
[0078]
固定单元40、预处理单元50、分布单元60、后处理单元70、涂覆单元80和输送单元90这里仅应理解为可选的单元,这些单元也可以省略。这样获得的设备则仅具有覆盖物施加单元10、液体施加单元20以及控制单元30。利用这种设备也能够执行根据本发明的方法的主要步骤。
[0079]
同样,通过输送单元90向各个单元10、20、30、40、50、60、70、80供应工件1也不是绝对必需的,因为单元10、20、30、40、50、60、70、80可以构造为例如朝工件1运动。
[0080]
这里所示的单元10、20、30、40、50、60、70、80的顺序也不是绝对必需的。相反,这里也可以设定其它布置形式。例如,固定单元40可以设置在液体施加单元20的下游。由此,所述固定装置不仅可以固定覆盖物3,而且还可以固定液体4,或者可以仅固定液体4,如上所述。
[0081]
液体施加单元20也可以设置在覆盖物施加单元10的上游,以便也向工件1的未被遮盖的表面施加液体4。
[0082]
本发明的起因是这样的,出人意料地发现的是,已施加到由实木制成的工件的部分区域上的油墨接下来相对于液体、这里是染色剂或染色的液体起覆盖物的作用。特别是印刷的油墨具有出人意料的正面效果,即位于其下面的木材表面的纤维结构不会完全失去。就是说,与在施加染色剂之前相比,在表面上通过油墨遮蔽的区域内,木质结构也可以是因部分渗入的染色液而清晰可见的。由此,尽管有部分的遮盖,在整体表面上,木质结构也更为清晰,这是非常希望的效果。
[0083]
因此,为了更详细地理解本发明,最后参考前面解释的附图来描述本发明的一些具体的实施方式,这些实施方式归属于这个具体的应用场合。
[0084]
在本发明的一种具体的实施方式中,将表面至少部分地由实木制成的工件1供应给印刷站,在所述印刷站中用能数字印刷的油墨形式的覆盖物3完全或部分地印刷工件1的表面。接下来向印刷的表面上施加染色的液体4,这里,所述染色的液体4特别是与没有用覆盖物3印刷的区域发生接触。在用覆盖物3进行第一次印刷和施加染色的液体4之间,可以通过热空气、红外线和/或辐射固化进行干燥。在可能的干燥之后施加的染色液体4例如利用分布刷机械地引入工件1表面的木孔中。接着可以干燥由此所施加的染色液体4所述液体优选具有染色剂的特性。在另外的步骤中,这样产生的工件1的表面可以以这样的方式打磨,即再次去除印刷的覆盖物3并且仅保留已经更深地渗入木结构的染料,由此以这种方式形成印刷的图案。
[0085]
在另一实施方式中,可以第二次施加液体4,此时也可以使用高度透明、没有任何染料的油墨形式的液体4来施加。
[0086]
在另外的实施方式中,染色的液体4可以在没有施加覆盖物3的木材表面仅部分地遮盖位于其下方的木材表面,从而通过透明层仍可以识别出木孔、节孔和其它木材外观。
[0087]
用于施加颜料和液体的方法步骤重复多次,但至少重复两次,染色的液体4在第二
个施加步骤中替换为另一种具有另外的染料的染色的液体4,由此形成多色或至少二色的图案。
[0088]
在另一实施方式中,多次重复用于施加颜料和液体的方法步骤,但至少重复两次,染色的液体4包含和前面的方法步骤相同的染料,并且由此在某些地方可以通过两次施加获得不同的颜色。
[0089]
在一种具体的实施方式中,液体4作为染色剂在20℃具有20hpa的蒸汽压力、在20℃具有1.01g/cm
3
的密度、在20℃具有12s的运动粘度(根据din 53211/4)。此外,所述液体还包含1.8%的有机溶剂、92.7%的水,并且固体含量为5.4%。
[0090]
在一种具体实施方式中,覆盖物3配置为himalia03
tm
油墨。
[0091]
这种油墨在20℃具有1.09g/cm
3
的密度、具有16至39dynes(达因)/cm的表面张力、在20℃具有15s的运动粘度(根据din 53211/4)。
[0092]
这种覆盖物3的液滴3a的标称体积为6pl至42pl(使用xaar gs6
tm
打印头)。根据工作窗口,该体积可以增加到8pl至56pl。
[0093]
主要组分:<40wt%的2-(2-乙氧基乙氧基)丙烯酸乙酯,<40wt%的三羟甲基丙烷,乙氧基化,用丙烯酸酯化,<40wt%的双季戊四醇六丙烯酸酯(dipentaerythritolhexaacrylat)。此外不包含有机溶剂、不包含水、不包含染料或色素成分。
[0094]
使用数字印刷技术的设备,执行1.3g/m
2
(一级)至8.9g/m
2
(七级)的覆盖物3的施加(在20℃密度为1.09g/l)。在这种情况下,所述级别数涉及在数字施加设备中对打印头的操控。
[0095]
在一种具体的实施方式中,由于低粘性(16s的运动粘度,din 53211/4,20℃)和木纤维明显的毛细作用,覆盖物3也渗入木材基质中。
[0096]
覆盖物3的初沸点在101℃并且根据标准不含uv引发剂。但所述覆盖物3对于添加uv引发剂是兼容的并且是能够光化聚合的。对于完整交联的覆盖物,划痕硬度不大于3n。
[0097]
附图标记列表
[0098]
1
ꢀꢀꢀꢀ
工件
[0099]
2
ꢀꢀꢀꢀ
液体作用区
[0100]
3
ꢀꢀꢀꢀ
覆盖物
[0101]
3a
ꢀꢀꢀ
液滴
[0102]
4
ꢀꢀꢀꢀ
液体
[0103]
10
ꢀꢀꢀ
覆盖物施加单元
[0104]
11
ꢀꢀꢀ
数字印刷头
[0105]
12
ꢀꢀꢀ
施加辊
[0106]
20
ꢀꢀꢀ
液体施加单元
[0107]
21
ꢀꢀꢀ
浇注装置
[0108]
30
ꢀꢀꢀ
控制单元
[0109]
40
ꢀꢀꢀ
固定单元
[0110]
50
ꢀꢀꢀ
预处理单元
[0111]
60
ꢀꢀꢀ
分布单元
[0112]
70
ꢀꢀꢀ
后处理单元
[0113]
80
ꢀꢀꢀ
涂覆单元
[0114]
90
ꢀꢀꢀ
输送单元
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。

