四线点控led彩色灯串的生产设备
技术领域
1.本实用新型涉及照明技术领域,特别是涉及一种四线点控led彩色灯串的生产设备。
背景技术:
2.传统led彩色灯串的加工,普遍使用在同一位置焊接多个不同颜色led,通过外部电源控制器,实现颜色变化,产品控制方式单一。又或者把可烧录灯珠焊接在导线上,再使用烧入器进行灯串烧录,为每个灯珠分配相应的地址,实现多色亮灯。这种生产方法使多色led灯串生产成本高,生产效率低下。
技术实现要素:
3.针对上述现有技术现状,本实用新型所要解决的技术问题在于,提供一种生产成本低、生产效率高的四线点控led彩色灯串的生产设备。
4.为了解决上述技术问题,本实用新型所提供的一种四线点控led彩色灯串的生产设备,包括:
5.上线机构,其用于上线正极导线、第一信号线、第二信号线和负极导线;
6.剥线机构,其用于以设定间距间隔去掉所述正极导线、所述第一信号线、所述第二信号线和所述负极导线的绝缘层而露出其导线芯以分别形成正极焊点、第一信号焊点、第二信号焊点和负极焊点;
7.点焊接材料机构,其用于在所述正极焊点、所述第一信号焊点、所述第二信号焊点和所述负极焊点的表面涂覆焊接材料;
8.led送料机构,其用于将第一rgb
‑
led和第二rgb
‑
led一一间隔地输送至涂覆有焊接材料的所述正极焊点、所述第一信号焊点、所述第二信号焊点和所述负极焊点的下方;
9.焊接机构,其用于将所述第一rgb
‑
led的正极焊脚、信号输入焊脚、信号输出焊脚和负极焊脚焊接或者所述第二rgb
‑
led的正极焊脚、信号输出焊脚、信号输入焊脚和负极焊脚分别与所述正极焊点、所述第一信号焊点、所述第二信号焊点和所述负极焊点焊接;
10.焊接检测机构,其用于对所述第一rgb
‑
led或所述第二rgb
‑
led的焊接质量进行检测;
11.断开机构,其用于将相邻的两个所述第一信号焊点之间的所述第一信号线和相邻的两个所述第二信号焊点之间的所述第二信号线交替断开;
12.封装机构,其用于将所述第一rgb
‑
led或所述第二rgb
‑
led封装于封装胶体内形成灯珠;以及
13.送线机构,其用于驱动所述正极导线、所述第一信号线、所述第二信号线和所述负极导线移动。
14.在一个实施例中,所述焊接机构包括:
15.上升驱动组件,其用于驱动所述第一rgb
‑
led或所述第二rgb
‑
led向上运动使所述
第一rgb
‑
led的正极焊脚、信号输入焊脚、信号输出焊脚和负极焊脚或所述第二rgb
‑
led的正极焊脚、信号输出焊脚、信号输入焊脚和负极焊脚分别与所述正极焊点、所述第一信号焊点、所述第二信号焊点和所述负极焊点接触或靠近;和
16.焊接组件,其包括焊头和焊头驱动组件,所述焊头位于所述正极焊点、所述第一信号焊点、所述第二信号焊点和所述负极焊点的上方,所述焊头驱动组件用于驱动所述焊头压在所述正极焊点、所述第一信号焊点、所述第二信号焊点和所述负极焊点上,以熔化所述焊接材料从而将所述第一rgb
‑
led或所述第二rgb
‑ꢀ
led的正极焊脚、信号输入焊脚、信号输出焊脚和负极焊脚分别与所述正极焊点、所述第一信号焊点、所述第二信号焊点和所述负极焊点焊接。
17.在一个实施例中,所述led送料机构包括转盘输送组件,所述转盘输送组件包括转盘和间隔设置在所述转盘圆周上的多个led固定夹具组件,所述led固定夹具组件包括可上下运动的顶杆和设置在所述顶杆上端的定位块,所述定位块上设置有与所述第一rgb
‑
led或所述第二rgb
‑
led相匹配的定位槽。
18.在一个实施例中,所述上升驱动组件包括:
19.顶轮,其设置在所述顶杆下方,且可在顶起位置与落下位置之间移动;和
20.顶轮驱动部件,其用于驱动所述顶轮在所述顶起位置与所述落下位置之间移动;
21.当所述顶轮从所述落下位置移动至所述顶起位置时,所述顶杆沿所述顶轮的圆柱面滑动从而驱动所述顶杆向上运动。
22.在一个实施例中,所述led送料机构还包括:
23.led上料组件,其用于将第一rgb
‑
led料带上的第一rgb
‑
led和第二rgb
‑ꢀ
led料带上的第二rgb
‑
led输送至取料位置;
24.翻转组件,其用于从所述取料位置吸取所述第一rgb
‑
led或所述第二rgb
‑ꢀ
led,再将所述第一rgb
‑
led或所述第二rgb
‑
led翻转使所述第一rgb
‑
led或所述第二rgb
‑
led的正极焊脚、信号输入焊脚、信号输出焊脚和负极焊脚朝上;
25.移转组件,其用于吸取翻转后的所述第一rgb
‑
led或所述第二rgb
‑
led,并将其放置在所述定位槽内。
26.在一个实施例中,所述正极导线、所述第一信号线、所述第二信号线和所述负极导线均包括导线芯和包覆在导线芯表面上的绝缘层,所述剥线机构包括:
27.导线压紧组件,其用于固定所述正极导线、所述第一信号线、所述第二信号线和所述负极导线;
28.剥线组件,其用于将所述正极导线、所述第一信号线、所述第二信号线和所述负极导线的绝缘层切断并向一侧拉开而露出导线芯以形成所述正极焊点、所述第一信号焊点、所述第二信号焊点和所述负极焊点;以及
29.冲线组件,其用于将所述正极焊点、所述第一信号焊点、所述第二信号焊点和所述负极焊点靠近与其对应的所述绝缘层的两个切断口的位置成型为弯曲形。
30.在一个实施例中,所述冲线组件包括:
31.下模,其上端设置有凹部或凸部;
32.上模,其设置在所述下模的上方,所述上模的下端设置有与所述凹部或所述凸部配合的凸部或凹部;以及
33.上模驱动装置,其用于驱动所述上模相对于所述下模上下升降运动;
34.所述上模与所述下模合模时,所述凸部与所述凹部配将所述正极焊点、所述第一信号焊点、所述第二信号焊点和所述负极焊点靠近与其对应的所述绝缘层的两个切断口的位置成型为弯曲形。
35.在一个实施例中,所述剥线组件包括:
36.预切断单元,其用于将所述正极导线、所述第一信号线、所述第二信号线和所述负极导线的绝缘层切断;和
37.拉开单元,其用于将被切断的绝缘层向一侧拉开露出导线芯以形成所述正极焊点、所述第一信号焊点、所述第二信号焊点和所述负极焊点。
38.在一个实施例中,所述导线压紧机构包括:
39.下压块,其底面设置有凹槽或凸起;
40.上压块,其设置在所述下压块的上方,所述下压块的底面上设置有与所述凹槽或所述凸起相配合的凸起或凹槽;以及
41.上压块驱动部件,其用于驱动所述上压块相对于所述下压块上下运动;
42.当所述上压块与所述下压块合拢时,所述凸起与所述凹槽配合将所述正极导线、所述第一信号线、所述第二信号线和所述负极导线冲压成弯曲形。
43.在一个实施例中,所述的四线点控led彩色灯串的生产设备还包括:
44.套装饰件机构,其设置所述封装机构之后,用于在所述灯珠的外部套上装饰件。
45.本实用新型提供的四线点控led彩色灯串的生产设备,实现了四线点控led 彩色灯串的自动化生产,而且省去了使用烧入器为每个灯珠分配地址的机构,因此生产成本低,生产效率高。
46.本实用新型附加技术特征所具有的有益效果将在本说明书具体实施方式部分进行说明。
附图说明
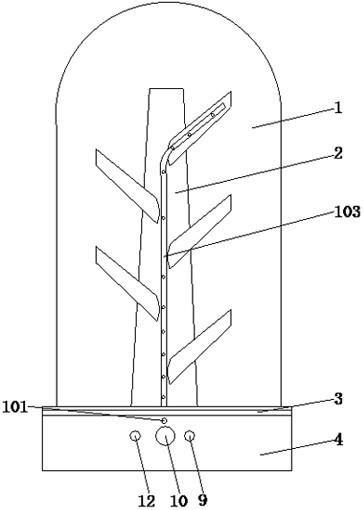
47.图1为本实用新型实施例中的四线点控led彩色灯串的主视结构示意图;
48.图2为图1中所示点控led彩色灯串的后视图;
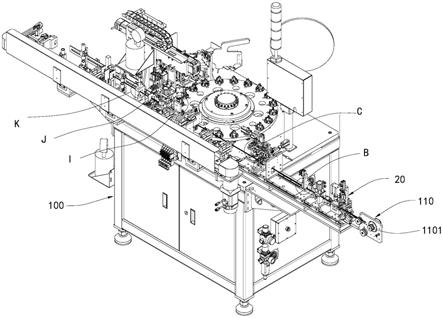
49.图3为用于生产图1中所示的四线点控led彩色灯串的生产设备投射方向从右后至左前的轴测图;
50.图4为图3中所示的生产设备投射方向从左前至右后的轴测图;
51.图5为图3中所示的生产设备的剥线机构的轴测图;
52.图6为图5中所示的剥线机构的分解结构示意图;
53.图7为本实用新型其中一个实施例中的正极导线的剖视图;
54.图8为本实用新型另一个实施例中的正极导线的剖视图;
55.图9为图3中c处的局部放大示意图;
56.图10为图4中d处的局部放大示意图;
57.图11为图4中e处的局部放大示意图;
58.图12为图4中f处的局部放大示意图;
59.图13为图3中所示的生产设备的焊接机构的立体结构示意图;
60.图14为图3中b处的局部放大示意图;
61.图15为图3中i处的局部放大示意图;
62.图16为图3中j处的局部放大示意图;
63.图17为图3中k处的局部放大示意图。
具体实施方式
64.下面参考附图并结合实施例对本实用新型进行详细说明。需要说明的是,在不冲突的情况下,以下各实施例及实施例中的特征可以相互组合。
65.在本文中,所涉及的前、后、上、下等方位词是以附图中零部件位于图中以及零部件相互之间的位置来定义的,只是为了表达技术方案的清楚及方便。应当理解,所述方位词的使用不应限制本技术请求保护的范围。
66.本实施例中的上、下、左、右仅为便于叙述的目的,而非用以限定本实用新型可实施的范围,其相对关系的改变或者调整,应视为本实用新型可实施的范畴。
67.图1为本实用新型实施例中的四线点控led彩色灯串的主视结构示意图,图2为图1中所示的四线点控led彩色灯串的后视图。如图1、2所示,本实施例中的四线点控led彩色灯串包括正极导线11、第一信号线17、第二信号线18、负极导线13、若干第一rgb
‑
led14a、若干第二rgb
‑
led14b和若干封装胶体15,其中,正极导线11、第一信号线17、第二信号线18和负极导线13依次并排布置,正极导线11、第一信号线17、第二信号线18和负极导线13上分别设置有沿其轴向以设定长度间隔排布的若干正极焊点113、若干第一信号焊点171、若干第二信号焊点181和若干负极焊点131,且相邻两个第一信号焊点171之间的第一信号线17和相邻两个第二信号焊点181之间的第二信号线18沿灯串长度方向交替被断开,若干正极焊点113、若干第一信号焊点171、若干第二信号焊点181和若干负极焊点131一一对应形成若干led贴装区。
68.若干第一rgb
‑
led14a和若干第二rgb
‑
led14b沿灯串长度方向一一间隔布置,并分别位于若干led贴装区处,每个第一rgb
‑
led14a均包括依次排布的正极焊脚141、信号输入焊脚143、信号输出焊脚144和负极焊脚142,每个第一 rgb
‑
led14a的正极焊脚141、信号输入焊脚143、信号输出焊脚144和负极焊脚 142分别与对应led贴装区的正极焊点113、第一信号焊点171、第二信号焊点 181和负极焊点131焊接,每个第二rgb
‑
led14b均包括依次排布的正极焊脚141、信号输出焊脚144、信号输入焊脚143和负极焊脚142,每个第二rgb
‑
led14b的正极焊脚141、信号输出焊脚144、信号输入焊脚143和负极焊脚142分别与对应led贴装区的正极焊点113、第一信号焊点171、第二信号焊点181和负极焊点131焊接。
69.若干封装胶体15,若干封装胶体15分别包覆在若干第一rgb
‑
led14a和若干第一rgb
‑
led14b上形成若干灯珠。
70.优选地,点控led彩色灯串还包括分别包覆在第一信号焊点171和第二信号焊点181被断开位置的若干绝缘胶体19,以使产品美观。
71.使用时,驱动电源的正极输出端与正极导线11连接,驱动电源的负极输出端与负极导线13连接,驱动电源的信号输出端与第一信号线或第二信号线连接。控制信号包括若干段数据,每段数据包括有第一组数据、第二组数据、第三组数据、
……
、第n组数据,当控制信号输入第一个灯珠的驱动芯片时,第一个灯珠的驱动芯片截流第一组数据后将剩余组数
据通过第一信号线或第二信号线往下传输,第一个灯珠的驱动芯片根据第一组数据控制第一个灯珠的红光芯片、绿光芯片以及蓝光芯片;第二个灯珠的驱动芯片截流第二组数据后将剩余组数据往下传输,第二个灯珠的驱动芯片根据第二组数据控制第二个灯珠的红光芯片、绿光芯片以及蓝光芯片,以此类推,从而实现第n个灯珠的控制。
72.图3为用于生产图1中所示的四线点控led彩色灯串的生产设备投射方向从右后至左前的轴测图,图4为图3中所示的生产设备投射方向从左前至右后的轴测图。如图3、4所示,本实用新型其中一个实施例中的四线点控led彩色灯串的生产设备包括机架100、上线机构110、剥线机构20、断开机构30、点焊接材料机构40、led送料机构50、焊接机构60、焊接检测机构70、封装机构80 以及送线机构90。
73.其中,机架100主要起支撑作用,机架100包括安装台102和用于支撑安装台102的支架101。安装台102上沿直线依次设置有上线工位、剥线工位、断开工位、点焊接材料工位、焊接工位、焊接检测工位和封装工位。
74.上线机构110设置在上线工位,用于上线正极导线11、第一信号线17、第二信号线18和负极导线13。上线机构110包括用于放置线卷原料的线圈架(图中未示出)和用于张力控制的张力控制器,张力控制器包括多个张紧轮1101。
75.剥线机构20设置在剥线工位,其用于以设定间距间隔去掉正极导线11、第一信号线17、第二信号线18和负极导线13的绝缘层分别形成正极焊点113、第一信号焊点171、第二信号焊点181和负极焊点131。如图5、6所示,本实施例中的剥线机构20包括导线压紧组件、剥线组件以及冲线组件。
76.导线压紧组件用于固定正极导线11、第一信号线17、第二信号线18和负极导线13。如图所示,本实施例中的导线压紧组件包括下压块201、支撑板204、上压块202以及上压块驱动部件203,其中,下压块201和支撑板204固定在安装台102上,上压块202设置在下压块201的上方,上压块202的底面和下压块201的顶面配合用于压紧导线。上压块驱动部件203用于驱动上压块202相对于下压块201上下运动,以夹紧和松开正极导线11、第一信号线17、第二信号线18和负极导线13。本实施例中的上压块驱动部件203为气缸,该上压块驱动部件203固定在支撑板204上,上压块驱动部件203的伸缩杆与上压块202 连接。
77.优选地,在下压块201的顶面上设置有一个或多个凹槽201a,在上压块202 的底面上设置有与一个或多个凹槽201a配合的一个或多个凸起202a,当上压块 202下压时,凸起202a进入凹槽201a内将下压块201与上压块202之间的正极导线11、第一信号线17、第二信号线18和负极导线13压成弯曲形。由于绝缘层112被切成若干小段后,绝缘层112与导线芯111之间的摩擦力减小,绝缘层112容易沿轴向相对导线芯111滑动,通过将正极导线11、第一信号线17、第二信号线18和负极导线13冲压成弯曲形,可以起到限制绝缘层112串动的效果。
78.剥线组件用于将正极导线11、第一信号线17、第二信号线18和负极导线 13的绝缘层切断并向一侧拉开露出导线芯形成正极焊点113、第一信号焊点171、第二信号焊点181和负极焊点131。如图5、6所示,剥线组件包括预切断单元和拉开单元,预切断单元用于将正极导线11、第一信号线17、第二信号线18和负极导线13的绝缘层112预切断,拉开单元用于将被切断的绝缘层112向一侧拉开露出导线芯111以形成正极焊点113、第一信号焊点171、第二信号焊点181 和负极焊点131。
79.如图5、6所示,预切断单元包括预切断刀具205,预切断刀具205的上端固定在上压块202上,预切断刀具205的下端设置有刀刃,预切断刀具205的刀刃为叉形。当下压块201下压时,预切断刀具205随着下压块201下降,在下降过程中,利用预切断刀具205的刀刃将正极导线11、第一信号线17、第二信号线18和负极导线13的绝缘层预切断。本实施例中的剥线机构20,先通过预切断单元切断导线的绝缘层,再通过拉开单元将绝缘层拉开露出导线芯,相较于直接拉开绝缘层,本实施例的剥线机构20更容易将绝缘层拉开。
80.如图5、6所示,本实施例中的拉开单元包括上剥线刀206、下剥线刀207、夹持驱动部件208以及水平驱动部件209,上剥线刀206和下剥线刀207上下相对布置,上剥线刀206的刀刃与下剥线刀207的刀刃相对形成用于夹住绝缘层的夹口。夹持驱动部件208用于驱动上剥线刀206和下剥线刀207闭合或分开,以夹紧或松开绝缘层。本实施例中的夹持驱动部件208为手指气缸,夹持驱动部件208的两个手指分别与上剥线刀206和下剥线刀207连接。水平驱动部件 209用于驱动上剥线刀206和下剥线刀207沿正极导线11、第一信号线17、第二信号线18和负极导线13的轴向运动。本实施例中的水平驱动部件209为气缸,该水平驱动部件209的伸缩杆与滑块210连接,水平驱动部件209安装在滑块210上。通过水平驱动部件209带动滑块210沿正极导线11、第一信号线 17、第二信号线18和负极导线13的轴向运动,从而带动上剥线刀206和下剥线刀207沿正极导线11、第一信号线17、第二信号线18和负极导线13的轴向运动。
81.冲线组件用于将正极焊点113、第一信号焊点171、第二信号焊点181和负极焊点131靠近绝缘层112切断口位置成型为弯曲形。由于绝缘层112一般为塑胶或硅胶,塑胶或硅胶具有弹性,当将绝缘层112切断并向一侧拉开后松开绝缘层112时,绝缘层112会朝被切断的位置回弹,导致露出的导线芯111过短,达不到灯珠焊接贴装空间要求。本实施例的剥线机构20,通过冲线组件将正极焊点113、第一信号焊点171、第二信号焊点181和负极焊点131131靠近绝缘层112的位置成型为弯曲形可以防止被拉开的绝缘层112回弹。
82.如图5、6所示,本实施例中的冲线组件包括下模211、上模212以及上模驱动部件213,下模211的上端设置有凹部211a或凸部,上模212设置在下模 211的上方,上模212的下端设置有与凹部211a或凸部配合的凸部212a或凹部,上模驱动部件213用于驱动上模212相对于下模211上下升降运动,本实施例中的上模驱动部件213为气缸,上模驱动部件213固定在支撑板204上,上模驱动部件213的伸缩杆与上模212连接。凸部211a与凹部212a配合将正极焊点113、第一信号焊点171、第二信号焊点181和负极焊点131靠近绝缘层 112的两个切断口的位置成型为弯曲形。
83.本实施例中的凸部212a和凹部211a的成型面的纵截面为u形,凸部212a 与凹部211a配合将正极焊点113、第一信号焊点171、第二信号焊点181和负极焊点131靠近绝缘层112的两个切断口的位置成型为z形(如图7所示)。
84.作为替代方案,凸部和凹部的成型面的纵截面由一直线段和与该直线段的两端连接的v形段组成,凸部与凹部配合将焊点靠近绝缘层的两个切断口的位置成型为v形(如图8所示)。
85.点焊接材料机构40设置在点焊接材料工位,用于在正极焊点113、负极焊点131、第一信号焊点121和第二信号焊点122的表面涂覆焊接材料(如锡膏)。如图9所示,点焊接材料机构40包括点锡针筒401和用于驱动点锡针筒401向下运动的点锡针筒驱动部件(图中未示
出),本实施例中的点锡针筒驱动部件为气缸。
86.led送料机构50设置在焊接工位的一侧,用于将第一rgb
‑
led14a、rgb
‑ꢀ
led14b输送至led焊接工位。如图4所示,本实施例中的led送料机构50包括 led上料组件、翻转组件、移转组件以及转盘输送组件,其中,led上料组件用于将第一rgb
‑
led料带上的第一rgb
‑
led14a和第二rgb
‑
led料带上的rgb
‑ꢀ
led14b一一间隔地输送至取料位置。本实施例中的led上料组件包括飞达或振动盘。
87.翻转组件用于从取料位置吸取第一rgb
‑
led14a或第二rgb
‑
led14b,再将第一rgb
‑
led14a或第二rgb
‑
led14b翻转使第一rgb
‑
led14a或第二rgb
‑
led14b 的正极焊脚、信号输入焊脚、信号输出焊脚和负极焊脚朝上。如图10所示,本实施例中的翻转组件包括翻转机械手502和翻转驱动部件503,翻转机械手502 用于在取料位置吸附第一rgb
‑
led14a或第二rgb
‑
led14b,翻转驱动部件503用于驱动翻转机械手502使第一rgb
‑
led14a或第二rgb
‑
led14b的焊脚朝上,本实施例中的翻转驱动部件503为电机。移转组件用于吸取翻转后的第一rgb
‑ꢀ
led14a或第二rgb
‑
led14b,并将其放置在转盘输送组件的定位槽内。如图11所示,本实施例中的移转组件包括移转机械手504和驱动移转机械手504的移转机械手驱动部件(图中未示出)。转盘输送组件用于将第一rgb
‑
led14a或第二 rgb
‑
led14b转移至正极焊点113、第一信号焊点121、第二信号焊点122和负极焊点131的下方。转盘输送组件包括转盘505和间隔设置在转盘505圆周上的多个led固定夹具组件。如图4、13所示,led固定夹具组件包括固定在转盘 505上的固定套507、装于固定套507内的可上下运动的顶杆508、设置在顶杆 508的上端的定位块506以及用于使顶杆508复位的弹性复位部件509,定位块 506上设置有与第一rgb
‑
led14a或第二rgb
‑
led14b相配合的定位槽。
88.优选地,在转盘505外周上还设置有上料检测组件,用于检测第一rgb
‑ꢀ
led14a或第二rgb
‑
led14b是否放置好。如图12所示,本实施例中的上料检测组件包括ccd相机510。
89.焊接机构60设置在焊接工位,用于将第一rgb
‑
led14a的正极焊脚、信号输入焊脚、信号输出焊脚和负极焊脚或第二rgb
‑
led14b的正极焊脚、信号输出焊脚、信号输入焊脚和负极焊脚分别与正极焊点、第一信号焊点、第二信号焊点和负极焊点焊接。如图13所示,焊接机构60包括上升驱动组件和焊接组件,上升驱动组件用于驱动第一rgb
‑
led14a或第二rgb
‑
led14b向上运动使第一rgb
‑ꢀ
led14a的正极焊脚、信号输入焊脚、信号输出焊脚和负极焊脚或第二rgb
‑
led14b 的正极焊脚、信号输出焊脚、信号输入焊脚和负极焊脚分别与正极焊点113、第一信号焊点121、第二信号焊点122和负极焊点131接触或靠近。本实施例中的上升驱动组件包括顶轮608和顶轮驱动部件609,顶轮608设置在顶杆508下方,且可在顶起位置与落下位置之间移动,当顶轮608从落下位置移动至顶起位置时,顶杆508沿顶轮608的圆柱面滑动从而驱动顶杆508向上运动。顶轮驱动部件609用于驱动顶轮608在顶起位置与落下位置之间移动。优选地,所述定位块506还包括设置在所述定位槽两侧的导向斜面,当定位块506在上升驱动组件的驱动下向上运动时,正极导线11的正极焊点113和负极导线13的负极焊点131沿导向斜面滑动,使第一rgb
‑
led14a的正极焊脚、信号输入焊脚、信号输出焊脚和负极焊脚或第二rgb
‑
led14b的正极焊脚、信号输出焊脚、信号输入焊脚和负极焊脚正好与正极焊点、第一信号焊点、第二信号焊点以及负极焊点相对。
90.焊接组件包括焊头602、发热管(图中未示出)和焊头驱动组件,焊头602 位于正极焊点113、第一信号焊点121、第二信号焊点122和负极焊点131的上方,发热管用于加热焊头
602,焊头驱动组件用于驱动焊头602压在焊点上以熔化焊接材料从而将焊点与rgb
‑
led的焊脚焊接。如图所示,焊头驱动组件包括支架601、滑块603、连接块604、滚轮605、斜块606以及斜块驱动部件607,滑块603可上下滑动地安装在支架601上,焊头602安装在滑块603上,连接块604的下端与滑块603连接,上端设置有滚轮605,斜块606的斜面与滚轮 605的圆柱面接触,斜块驱动部件607用于驱动斜块606水平运动。本实施例中的斜块驱动部件607为气缸,斜块驱动部件607的伸缩杆与斜块606连接。斜块驱动部件607带动斜块606水平运动,斜块606的斜面与滚轮605配合驱动连接块604和滑块603上下运动,从而带动焊头602上下运动。
91.传统led焊接方式主要有激光焊接和热风焊接,激光焊接存在以下缺点:1、焊接机构调整很麻烦;2、焊接不稳定;3、焊接的良品率比价低;4、焊接时,有锡渣,很难处理,累积多了以后,掉落到定位夹具里面,很难清洁干净;5、焊接锡渣掉落在灯珠焊盘之间,容易造成短路。为了解决激光焊接的缺陷,出现了热风焊接,即通过吹热风的方法使焊锡熔化,但吹热风容易使点在焊点上的焊锡掉落,导致焊接不牢固。本实用新型的焊接机构,相较于激光焊接和热风焊接方式,具有焊接牢固,结构简单,焊接成本低的优点。
92.焊接检测机构70设置在焊接检测工位处,用于对焊接好的rgb
‑
led进行光电检测。如图14、15所示,焊接检测机构70包括供电组件和光敏检测机构,供电组件包括正极探针、负极探针、信号探针、检测电源、驱动正极探针和负极探针上下运动的正负极探针驱动部件701和驱动信号探针上下运动的信号探针驱动部件702,正极探针、负极探针和信号探针分别与检测电源的正极输出端、负极输出端和信号输出端连接。光敏检测机构包括ccd相机,ccd相机用于对rgb
‑ꢀ
led进行拍照分析,通过判定是否发光来判断是否焊接好。本实施例中的正极探针和负极探针设置在剥线机构20与点焊接材料机构40之间,信号探针和光敏检测机构设置在焊接机构60之后。
93.断开机构30设置在断开工位,用于将相邻的两个所述第一信号焊点之间的所述第一信号线17和相邻的两个所述第二信号焊点之间的所述第二信号线18 交替断开。如图16所示,断开机构30包括凹模(图中未示出)、冲刀302和驱动冲刀向下运动的冲刀驱动部件301,凹模与冲刀302配合将相邻的两个第一信号焊点之间的第一信号线17和相邻的两个第二信号焊点之间的第二信号线18 交替冲断。作为替代方案,断开机构30还可以设置在剥线机构与点焊接材料机构之间。
94.封装机构80设置在封装工位,用于将rgb
‑
led封装于封装胶体内形成灯珠。如图16、17所示,本实施例中的封装机构80包括点胶机构和固化机构,点胶机构设置在点胶工位,用于在rgb
‑
led的表面涂覆封装胶液,本实施例中的点胶机构包括点胶针筒801。固化机构82设置在固化工位,用于使uv胶固化。固化机构包括一个或多个uv灯802,多个uv灯沿导线的输送方向间隔排布,通过设置多个uv灯,减少导线的停留时间,以提高生产效率。
95.送线机构90用于驱动正极导线11、第一信号线17、第二信号线18和负极导线13依次经过上线工位、剥线工位、断开工位、点焊接材料工位、焊接工位、焊接检测工位和封装工位。如图3、4所示,送线机构90包括张力控制组件、导线移动组件和若干压线组件。张力控制组件用于给导线提供送线方向的反向拉力配合导线移动组件,若干压线组件使导线处于绷紧状态。导线移动组件包括若干拉线组件和拉线组件驱动部件,若干拉线组件沿送线方向间隔排布,并可沿送线方向往复运动,若干拉线组件可夹住和松开导线。
96.本实用新型的四线点控led彩色灯串的生产设备,实现了四线点控led彩色灯串的自动化生产;而且,不需要使用烧入器为每个灯珠分配地址,因此生产成本低,生产效率高。
97.在另一个实施例中,四线点控led彩色灯串的生产设备还包括套装饰件机构(图中未示出),套装饰件机构设置所述封装工位之后,用于在所述灯珠的外部套上装饰件。装饰件16的部分或全部透明或半透明,若干装饰件16分别套在若干灯珠的外部。本实施例中的装饰件可以由第一壳体和第二壳体扣合而成或者注塑而成。套装饰件机构可以为机械手或者注塑模具,通过机械手将第一壳体和第二壳体扣合在灯珠的外部,或者通过注塑模具在灯珠的外部包覆装饰件。
98.上面以正极导线11、第一信号线17、第二信号线18和负极导线13为胶皮线为例对本实用新型进行了详细说明,正极导线11、第一信号线17、第二信号线18和负极导线13除了胶皮线之外,还可以为漆包线。将正极导线11、第一信号线17、第二信号线18和负极导线13换成漆包线之后,本领域技术人员容易想到对上述实施例进行相应地调整,比如将剥线机构调整为适合漆包线的剥线机构,因此本实用新型对该实施例不再赘述。
99.以上实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。