1.本发明涉及管道领域,尤其涉及一种小阻力三通水管及其制造方法。
背景技术:
2.目前,三个开口的管接头叫三通管。三通管广泛用于输送液体、气体的管网中。因输送介质不同,三通管的材质分为:铸铁、铸钢、铸铜、铸铝、塑料、玻璃等。金属材质三通具有主管和在主管一侧垂直于主管并与主管连通设置的支管,在主管出口方向与支管出口方向交汇拐角处设置阀门,阀门上设置圆形阀片,阀片在管腔关闭状态为与管腔内壁相互密封的结构。
3.但是,现有的金属材质的三通水管存在以下缺陷:
4.请参阅附图4
‑
6,市面上的三通水管包括现有主管路10、现有连接管20,现有连接管20设置有缩口端21,缩口端21与主管路无缝焊接,焊接方式是垂直焊接,焊接拐角处水的负压非常大,出现不连续的水柱或有气体在拐角处堆积,在拐角处非连续流水。
技术实现要素:
5.为了克服现有技术的不足,本发明的目的之一在于提供一种小阻力三通水管及其制造方法,其能解决焊接拐角处水的负压非常大的问题。
6.本发明的目的之一采用如下技术方案实现:
7.一种小阻力三通水管,包括管路主体、侧部连接管,所述侧部连接管包括侧部连接段、扩口段,所述侧部连接段与所述扩口段衔接,所述扩口段的直径大于所述侧部连接段的直径;所述扩口段与所述管路主体无缝焊接,使所述管路主体与所述侧部连接管连通。
8.进一步地,所述管路主体的轴线与所述侧部连接管的轴线垂直。
9.进一步地,所述侧部连接段的端部设置有侧部缩紧段,所述侧部缩紧段与所述扩口段衔接。
10.进一步地,所述侧部连接段靠近开口一侧设置有端部凸起段。
11.进一步地,所述管路主体的中部设置有中部缩紧段,所述扩口段无缝焊接于所述中部缩紧段。
12.进一步地,所述管路主体设置有第一开口和第二开口,所述第一开口和第二开口连通。
13.进一步地,所述第一开口到侧部连接管的距离与第二开口到侧部连接管的距离相同。
14.进一步地,所述侧部连接管位于所述管路主体的中部。
15.进一步地,所述管路主体的外径大于所述侧部连接管的外径。
16.一种小阻力三通水管的制造方法,包括以下步骤:
17.粗管加工步骤:按照尺寸加工管路主体,加工到所需长度;
18.细管加工步骤:按照尺寸加工侧部连接管,加工到所需长度;
19.细管扩孔步骤:将侧部连接管的端部进行扩孔,生成扩口段;
20.无缝焊接步骤:将扩口段与管路主体无缝焊接。
21.相比现有技术,本发明的有益效果在于:
22.所述侧部连接管包括侧部连接段、扩口段,所述侧部连接段与所述扩口段衔接,所述扩口段的直径大于所述侧部连接段的直径;所述扩口段与所述管路主体无缝焊接,使所述管路主体与所述侧部连接管连通。采用所述扩口段与管路主体无缝焊接的方式进行三通管路的衔接,降低负压,消除拐角处的气泡,提升管道寿命,同时可以降低噪音,解决了焊接拐角处水的负压非常大的问题。
23.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,而可依照说明书的内容予以实施,并且为了让本发明的上述和其他目的、特征和优点能够更明显易懂,以下特举较佳实施例,并配合附图,详细说明如下。
附图说明
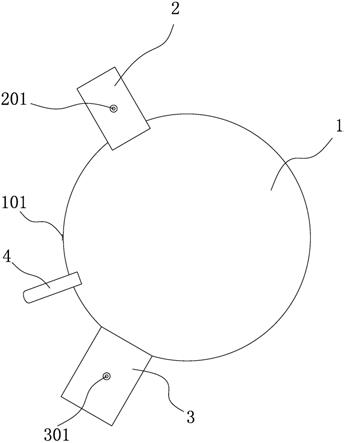
24.图1为本发明小阻力三通水管中一较佳实施例的立体图;
25.图2为图1所示小阻力三通水管的立体图;
26.图3为图1所示小阻力三通水管的剖视图;
27.图4为现有技术中三通水管的立体图;
28.图5为现有技术中三通水管的俯视图;
29.图6为现有技术中三通水管的剖视图。
30.图中:10、现有主管路;20、现有连接管;21、缩口端;30、管路主体;31、中部缩紧段;40、侧部连接管;41、侧部连接段;411、侧部缩紧段;412、端部凸起段;42、扩口段。
具体实施方式
31.下面,结合附图以及具体实施方式,对本发明做进一步描述,需要说明的是,在不相冲突的前提下,以下描述的各实施例之间或各技术特征之间可以任意组合形成新的实施例。
32.需要说明的是,当组件被称为“固定于”另一个组件,它可以直接在另一个组件上或者也可以存在居中的组件。当一个组件被认为是“连接”另一个组件,它可以是直接连接到另一个组件或者可能同时存在居中组件。当一个组件被认为是“设置于”另一个组件,它可以是直接设置在另一个组件上或者可能同时存在居中组件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
33.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本文中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
34.请参阅图1
‑
3,一种小阻力三通水管,包括管路主体30、侧部连接管40,所述侧部连接管40包括侧部连接段41、扩口段42,所述侧部连接段41与所述扩口段42衔接,所述扩口段42的直径大于所述侧部连接段41的直径;所述扩口段42与所述管路主体30无缝焊接,使所述管路主体30与所述侧部连接管40连通。采用所述扩口段42与管路主体30无缝焊接的方式
进行三通管路的衔接,降低负压,消除拐角处的气泡,提升管道寿命,同时可以降低噪音,解决了焊接拐角处水的负压非常大的问题。
35.优选的,在其中一实施例中,所述管路主体30的轴线与所述侧部连接管40的轴线垂直。
36.优选的,所述侧部连接段41的端部设置有侧部缩紧段411,所述侧部缩紧段411与所述扩口段42衔接。所述侧部连接段41靠近开口一侧设置有端部凸起段412。设置侧部缩紧段411与所述扩口段42衔接,在实际操作过程中,所述扩口段42的制作工艺是在所述侧部连接管40的端部进行扩孔。
37.优选的,所述管路主体30的中部设置有中部缩紧段31,所述扩口段42无缝焊接于所述中部缩紧段31。
38.优选的,在其中一实施例中,所述管路主体30设置有第一开口和第二开口,所述第一开口和第二开口连通。所述第一开口到侧部连接管40的距离与第二开口到侧部连接管40的距离相同。所述侧部连接管40位于所述管路主体30的中部。所述管路主体30的外径大于所述侧部连接管40的外径。整个装置结构紧凑,结构新颖,设计巧妙,适用性强,便于推广。
39.本技术还涉及一种小阻力三通水管的制造方法,包括以下步骤:
40.粗管加工步骤:按照尺寸加工管路主体,加工到所需长度;
41.细管加工步骤:按照尺寸加工侧部连接管,加工到所需长度;
42.细管扩孔步骤:将侧部连接管的端部进行扩孔,生成扩口段;
43.无缝焊接步骤:将扩口段与管路主体无缝焊接。
44.上述实施方式仅为本发明的优选实施方式,不能以此来限定本发明保护的范围,本领域的技术人员在本发明的基础上所做的任何非实质性的变化及替换均属于本发明所要求保护的范围。
再多了解一些
本文用于企业家、创业者技术爱好者查询,结果仅供参考。