1.本实用新型涉及搅拌轴与金属轴套组装作业技术领域,具体为一种关于搅拌轴与金属轴套组装作业全自动生产的设备。
背景技术:
2.塑胶产品在进行组装生产过程中需要对塑胶搅拌轴和金属轴套(如图所示)进行组装,目前这个产品是人工进行涂胶,人工进行组装,人工进行检测,对生产效率以及生产品质都存在着不稳定性以及隐患,因此我们需要提出一种关于搅拌轴与金属轴套组装作业全自动生产的设备,实现全自动化生产,塑胶产品与金属轴套的自动上料,多维机械臂抓取塑胶产品实现精准涂胶,自然风干,以及品质检测。
技术实现要素:
3.本实用新型的目的在于提供一种关于搅拌轴与金属轴套组装作业全自动生产的设备,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种关于搅拌轴与金属轴套组装作业全自动生产的设备,包括设备机体和多维机械臂,所述设备机体上安装有塑胶产品振动盘、金属轴套振动盘、塑胶产品定位机构和金属轴套定位机构,所述塑胶产品振动盘的出料口对齐于塑胶产品定位机构,所述金属轴套振动盘的出料口对齐于金属轴套定位机构;
6.所述设备机体上还安装有传送带和传送机构,所述传送机构对接于传送带的出料端;所述塑胶产品定位机构上设置有用于产品涂胶的胶水涂抹工位;
7.所述设备机体上安装有用于产品角度识别的第一视觉拍摄工位,所述多维机械臂的夹持端上设置有第二视觉拍摄工位,所述传送机构上设置有第三视觉拍摄工位。
8.优选的,所述设备机体上设置有用于各器件安装的支撑架,所述多维机械臂设置为多轴运动的伯朗特0805a型机械臂。
9.优选的,所述传送机构的一侧设置有间隙检测工位,所述传送机构设置为电动滑台进行驱动的传送机构。
10.优选的,所述传送机构包括电动滑台,所述电动滑台的滑块上固定连接有承载托板,所述承载托板的设置方向与电动滑台的滑块滑动方向呈垂直设置。
11.优选的,所述传送带设置为运转速度可调的步进式传送带,所述传送带的传送皮带上设置有间隔隔板。
12.优选的,所述承载托板上设置有承载托槽,所述承载托板的承载托槽与传送带的下料端呈对齐设置,所述第三视觉拍摄工位于间隙检测工位设置于承载托板的移动路径上。
13.与现有技术相比,本实用新型的有益效果是:
14.通过塑胶产品与金属轴套自动上料的振动盘、塑胶产品与金属轴的定位机构、多
为机械臂以及多个视觉拍摄工位;整套设备的发明是通过振动盘来进行塑胶产品与金属轴套自动上料的方式;使用多维机械臂将自动上料的塑胶产品抓取并进行视觉拍照识别产品角度方位,再移动到点胶机处实施370度旋转进行涂胶研究使用多维机械臂将涂完胶水的塑胶产品组装到已经识别好角度的金属轴套中研究组装好的产品如何通过压力传感器与气缸的组合来实现引拔力的测试;实现全自动化生产,塑胶产品与金属轴套的自动上料,多维机械臂抓取塑胶产品实现精准涂胶,自然风干,以及品质检测,通过开发此套设备用以实现代替人工进行全自动化生产,且能做到品质保证,效率保证。
15.本实用新型的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本实用新型而了解。本实用新型的目的和其他优点可通过在说明书以及附图中所指出的结构来实现和获得。
附图说明
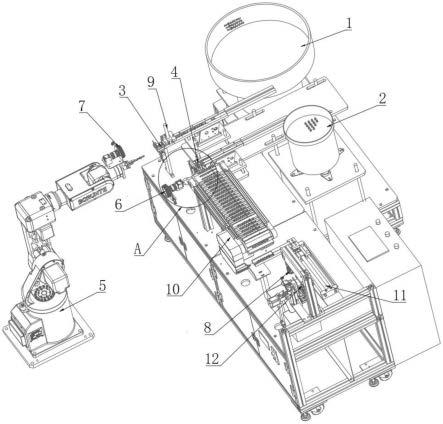
16.图1为本实用新型的结构示意图;
17.图2为本实用新型图1中a处的放大结构示意图;
18.图3为本实用新型传送机构和间隙检测工位等结构的示意图;
19.图4为本实用新型塑胶产品振动盘的部分结构示意图;
20.图5为本实用新型金属轴套振动盘的结构示意图;
21.图6为本实用新型中塑胶产品的结构示意图。
22.图中:1、塑胶产品振动盘;2、金属轴套振动盘;3、塑胶产品定位机构;4、金属轴套定位机构;5、多维机械臂;6、第一视觉拍摄工位;7、第二视觉拍摄工位;8、第三视觉拍摄工位;9、胶水涂抹工位;10、传送带;11、传送机构;12、间隙检测工位。
具体实施方式
23.在不同附图中以相同标号来标示相同或类似组件;另外请了解文中诸如“第一”、“第二”、“第三”、“上”、“下”、“前”、“后”、“内”、“外”、“端”、“部”、“段”、“宽度”、“厚度”、“区”等等及类似用语仅便于看图者参考图中构造以及仅用于帮助描述本实用新型而已,并非是对本实用新型的限定。
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.请参阅图1-6,本实用新型提供的实施例:
26.一种关于搅拌轴与金属轴套组装作业全自动生产的设备,包括设备机体和多维机械臂5,所述设备机体上安装有塑胶产品振动盘1、金属轴套振动盘2、塑胶产品定位机构3和金属轴套定位机构4,所述塑胶产品振动盘1的出料口对齐于塑胶产品定位机构3,所述金属轴套振动盘2的出料口对齐于金属轴套定位机构4;
27.所述设备机体上还安装有传送带10和传送机构11,所述传送机构11对接于传送带10的出料端;所述塑胶产品定位机构3上设置有用于产品涂胶的胶水涂抹工位9;
28.所述设备机体上安装有用于产品角度识别的第一视觉拍摄工位6,所述多维机械
臂5的夹持端上设置有第二视觉拍摄工位7,所述传送机构11上设置有第三视觉拍摄工位8;所述设备机体上设置有用于各器件安装的支撑架,所述多维机械臂5设置为多轴运动的伯朗特0805a型机械臂。
29.所述传送机构11的一侧设置有间隙检测工位12,所述传送机构11设置为电动滑台进行驱动的传送机构;所述传送机构11包括电动滑台,所述电动滑台的滑块上固定连接有承载托板,所述承载托板的设置方向与电动滑台的滑块滑动方向呈垂直设置。
30.所述传送带10设置为运转速度可调的步进式传送带,所述传送带10的传送皮带上设置有间隔隔板;所述承载托板上设置有承载托槽,所述承载托板的承载托槽与传送带10的下料端呈对齐设置,所述第三视觉拍摄工位8于间隙检测工位12设置于承载托板的移动路径上。
31.首先我们先将塑胶产品与金属轴套分别放置到塑胶产品振动盘1与金属轴套振动盘2中,通过振动盘工作使得塑胶产品与金属轴套有序的排列并运送到塑胶产品定位机构3与金属轴套定位机构4中;
32.多维机械臂5将运送到塑胶产品定位机构3中的塑胶产品抓取并移动到第一视觉拍摄工位6处进行产品角度的识别详见附件塑胶产品图;多维机械臂5再将识别后的产品移动到胶水涂抹工位9处进行胶水涂抹(多维机械臂抓着产品进行旋转),所述多维机械臂5具体设置为伯朗特0805a型机械臂。
33.涂好胶水后,多维机械臂再将安装在多维机械臂的第二视觉拍摄工位7移动到金属轴套定位机构4中进行对金属轴套角度的识别详见附件金属轴套(图5放大部分);通过视觉系统计算出塑胶产品与金属轴套的角度差;视觉系统将计算出来的角度差传送给多维机械臂,且多维机械臂按照计算好的角度差进行旋转并将塑胶产品与金属轴套进行安装作业;安装作业完成后将成品放置到传送带10上;通过传送带10缓慢的移动可以使得成品在自然环境中进行胶水风干;胶水风干后的产品通过传送带10流入至传送机构11中,传送机构11将成品搬运至间隙检测工位12中;间隙检测工位12通过气缸将成品中的金属轴套进行抓握,此后气缸带着压力传感器顶住塑胶产品用以检测是否达到品质要求,若达到品质要求则流入良品区,若未能达到品质要求则流入不良品区。
34.整套设备的发明是通过振动盘来进行塑胶产品与金属轴套自动上料的方式;使用多维机械臂将自动上料的塑胶产品抓取并进行视觉拍照识别产品角度方位,再移动到点胶机处实施370度旋转进行涂胶研究使用多维机械臂将涂完胶水的塑胶产品组装到已经识别好角度的金属轴套中研究组装好的产品如何通过压力传感器与气缸的组合来实现引拔力的测试;实现全自动化生产,塑胶产品与金属轴套的自动上料,多维机械臂抓取塑胶产品实现精准涂胶,自然风干,以及品质检测,通过开发此套设备用以实现代替人工进行全自动化生产,且能做到品质保证,效率保证。
35.本技术文件的控制方式是通过控制器来自动控制,控制器的控制电路通过本领域的技术人员简单编程即可实现,属于本领域的公知常识,并且本技术文件主要用来保护结构和形状及其结合,所以本技术文件不再详细解释控制方式和电路连接,该装置通过内置电源或者外置电源进行供电。
36.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修
改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。