1.本公开涉及掩蔽工具、掩蔽工具单元以及喷镀方法。
背景技术:
2.已知一种在设有贯通孔的掩蔽工具配置被喷镀体,将喷镀材料从贯通孔朝向被固定部件上的被喷镀体喷镀而将被喷镀体固定于被固定部件的技术(例如日本特开2015-112534)。
3.在使用掩蔽工具的喷镀中,在喷镀材料与被喷镀体碰撞时,有可能发生被喷镀体的振动等,无法使喷镀材料充分地堆积于被喷镀体。
技术实现要素:
4.本公开能够作为以下的方式来实现。
5.(1)根据本公开的一方式,提供一种使用于对于被喷镀体的喷镀的掩蔽工具。该掩蔽工具具备:第一面,用于与所述被喷镀体相对;第二面,处于与所述第一面相反的一侧;工具贯通孔,从所述第一面贯通至所述第二面;以及支承凸部,设于所述第一面中与所述被喷镀体重叠的位置,从所述第一面突出,并且用于对所述被喷镀体进行支承。
6.根据该方式的掩蔽工具,能够通过支承凸部而在从第一面突出的状态下对被喷镀体进行支承。通过在被喷镀体被支承凸部支承的状态下被喷镀,能够在被喷镀体稳定的状态下进行喷镀,能够使喷镀材料充分地堆积于被喷镀体。
7.(2)在上述方式的掩蔽工具中,可以的是,所述支承凸部至少配置于包括所述工具贯通孔的附近的第一位置和隔着所述工具贯通孔与所述第一位置相反的一侧的第二位置的位置。
8.根据该方式的掩蔽工具,能够用隔着工具贯通孔的两侧的支承凸部来支承被喷镀体。其结果是,能够在被喷镀体更稳定的状态下进行喷镀,能够使喷镀材料充分地堆积于被喷镀体。
9.(3)在上述方式的掩蔽工具中,可以的是,所述支承凸部包括配置于所述第一位置的第一支承凸部和配置于所述第二位置的第二支承凸部。
10.根据该方式的掩蔽工具,能够用隔着工具贯通孔的两侧的支承凸部来支承被喷镀体,并且缩小在第一面中的支承凸部的占有面积,能够将支承凸部高效地配置于第一面。
11.(4)在上述方式的掩蔽工具中,所述第一支承凸部可以具备在从所述第一面朝向所述第二面的方向上最远离所述第一面的第一顶部,所述第二支承凸部可以具备在从所述第一面朝向所述第二面的方向上最远离所述第一面的第二顶部。
12.根据该方式的掩蔽工具,能够在工具贯通孔的附近以直线状支承被喷镀体,在喷镀时将掩蔽工具固定在对象物上时被喷镀体相对于对象物的表面容易被按压,能够在被喷镀体更稳定的状态下进行喷镀。
13.(5)在上述方式的掩蔽工具中,可以的是,所述支承凸部具备支承凸部前端面,该
支承凸部前端面具有与被固定部件的表面形状对应的表面形状,所述被固定部件是通过喷镀所述被喷镀体被固定的对象物。
14.根据该方式的掩蔽工具,支承凸部与被固定对象物的表面的接触面积变大,能够在使被喷镀体与被固定对象之间的密合性进一步提高的状态下进行喷镀。
15.(6)在上述方式的掩蔽工具中,可以的是,所述第一面在与所述被喷镀体的外形对应的位置具备用于将所述被喷镀体配置于所述第一面的预先确定的位置的位置对准机构。
16.根据该方式的掩蔽工具,能够容易地将被喷镀体配置于第一面的预先确定的位置。
17.(7)根据本公开的另一方式,提供一种掩蔽工具单元。掩蔽工具单元具备上述方式的掩蔽工具和立体形成工具,所述立体形成工具向所述第一面按压来使用,具有与所述第一面相对的掩蔽工具相对面和能够收纳所述支承凸部的收纳凹部。所述收纳凹部可以在所述掩蔽工具相对面中,在将所述立体形成工具配置于所述第一面时俯视下包括所述支承凸部以及所述工具贯通孔的范围形成。
18.根据该方式的掩蔽工具单元,通过将支承凸部收纳于收纳凹部,能够容易地在被喷镀体形成从第一面突出的立体形状。因此,能够减少或防止被喷镀体的立体形状以外的部分与被固定部件等掩蔽工具单元以外的部件接触。
19.(8)在上述方式的掩蔽工具单元中,可以的是,所述掩蔽工具相对面为曲面。
20.根据该方式的掩蔽工具单元,能够减少或抑制在将立体形状形成于被喷镀体时在被喷镀体产生褶皱等情况。
21.(9)在上述方式的掩蔽工具单元中,可以的是,所述掩蔽工具具备与所述立体形成工具的一部分嵌合的位置对准机构。
22.根据该方式的掩蔽工具单元,能够容易地将立体形成工具配置于第一面的预先确定的位置。
23.(10)根据本公开的另一方式,提供一种喷镀方法。在该喷镀方法中,准备掩蔽工具和被喷镀体,所述掩蔽工具具有第一面以及支承凸部,所述支承凸部在所述第一面中配置于工具贯通孔的附近,以所述被喷镀体的至少一部分与所述支承凸部重叠的方式使所述被喷镀体与所述第一面相对而配置,将配置于所述第一面的所述被喷镀体朝向所述第一面按压,而在所述被喷镀体形成对所述被喷镀体喷镀喷镀材料的预定位置突出的立体形状,将喷镀材料从所述工具贯通孔朝向配置于所述第一面并形成了所述立体形状的所述被喷镀体喷镀。
24.根据该方式的喷镀方法,能够向由支承凸部支承的状态的被喷镀体进行喷镀,能够在被喷镀体稳定的状态下进行喷镀。由于被喷镀体为立体形状,因此能够减少或防止被喷镀体的立体形状以外的部分与掩蔽工具、被喷镀体以外的部件接触。
25.(11)在上述方式的喷镀方法中,可以的是,一边将所述被喷镀体沿着所述掩蔽工具的面方向拉伸,一边将所述被喷镀体的至少一部分朝向所述第一面按压,从而在所述被喷镀体上形成所述立体形状。
26.根据该方式的喷镀方法,通过一边产生张力一边将立体形状形成于被喷镀体,能够减少或抑制在将立体形状形成于被喷镀体时被喷镀体产生褶皱等情况。
27.本公开也能够以掩蔽工具、掩蔽工具单元、喷镀方法以外的各种各样的方式实现。
例如,能够以立体形成工具、通电加热式催化剂、车辆用零件、车辆用零件的制造方法、车辆用零件的加工方法、表面处理方法、建筑方法、喷镀膜的形成方法、掩蔽工具的制造方法、掩蔽工具单元的制造方法、通电加热式催化剂的制造方法等方式实现。
附图说明
28.下面将参照附图来描述本发明的示例性实施方式的特征、优点、及技术和工业重要性,其中相同的附图标记表示相同的元素,并且其中:
29.图1是表示作为本公开的第一实施方式的掩蔽工具的外观结构的立体图。
30.图2是表示作为被喷镀体的电极部件的结构的立体图。
31.图3是表示掩蔽工具的表面的构造的立体图。
32.图4是表示掩蔽工具的背面的构造的说明图。
33.图5是图3以及图4的v-v位置的剖视图。
34.图6是表示立体形成工具的外观结构的说明图。
35.图7是图6的vii-vii位置的剖视图。
36.图8是表示本实施方式的喷镀方法的流程图。
37.图9是详细地表示将立体形状形成于电极部件的方法的流程图。
38.图10是表示配置于掩蔽工具的背面的状态的电极部件的说明图。
39.图11是表示将立体形成工具配置于在背面配置了电极部件的状态的掩蔽工具的情况的说明图。
40.图12是表示通过立体形成工具将立体形状形成于电极部件的情况的说明图。
41.图13是表示形成了立体形状的状态的电极部件的截面的说明图。
42.图14是示意性地表示使用本实施方式的掩蔽工具的喷镀方法的说明图。
43.图15是表示第二实施方式的掩蔽工具的立体图。
44.图16是表示第三实施方式的掩蔽工具所具备的支承凸部的立体图。
具体实施方式
45.a.第一实施方式:
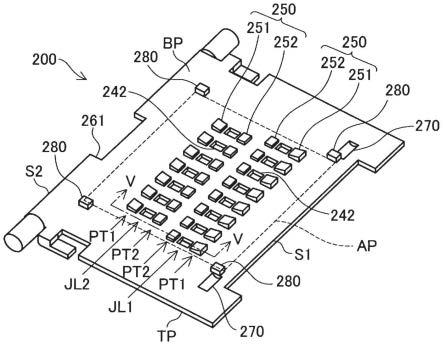
46.图1是表示作为本公开的第一实施方式的掩蔽工具200的外观结构的立体图。掩蔽工具200例如为使用铝或铝合金形成的平板状的部件。掩蔽工具200在将喷镀材料向被喷镀体喷镀时使用。被喷镀体是指将喷镀材料进行喷镀的对象物。掩蔽工具200并不限定于使用铝系,也可以使用铁系材料等各种金属材料、陶瓷材料以及这些的复合材料来形成。
47.作为喷镀材料,能够使用例如金属、陶瓷、塑料、金属陶瓷等各种各样的材料。在本实施方式中,喷镀材料使用将金属与陶瓷混合的粉末状的复合材料。喷镀材料的材料并不限定于粉末状,也可以为线材,还可以为棒材。
48.在图1中,为了容易理解技术,示出了掩蔽工具200从作为被喷镀体的电极部件60被拆下的状态。掩蔽工具200在将喷镀材料对于被喷镀体喷镀时,通过覆盖被喷镀体的表面来使喷镀材料通过工具贯通孔242并且抑制喷镀材料附着于被喷镀体的未预定的位置。掩蔽工具200与后述的立体形成工具100一起作为掩蔽工具单元的一部分来使用。
49.在本实施方式中,被喷镀体是图1所示的电极部件60。作为被喷镀体的电极部件60
与通电加热式催化剂(ehc:electrically heated catalyst)400所具备的通电用的表面电极460电连接。通电加热式催化剂400例如用于通过通电加热来强制性地使催化剂活性化,提高废气的净化效率。作为通电加热式催化剂400,例如使用载持有铂或钯等催化剂的具有蜂窝构造的大致圆柱形状的载体。
50.表面电极460例如图1所示的那样具有大致矩形状的平面形状。在图1中,仅示出了一个表面电极460,不过在通电加热式催化剂400的外表面上与阳极以及阴极对应的一组表面电极460以彼此相对的方式配置。电极部件60通过喷镀的喷镀材料被固定于表面电极460。也将供被喷镀体固定的对象物称为“被固定部件”。在本实施方式中,通电加热式催化剂400以及表面电极460是被固定部件的一例。电极部件60将从未图示的电源供给的电力经由表面电极460向通电加热式催化剂400供给。也可以不使用表面电极460而使通电加热式催化剂400为被固定部件。在该情况下,电极部件60可以固定在通电加热式催化剂400的表面tp上。表面电极460的形状并不限于矩形状,可以为各种各样的形状。
51.图2是表示作为被喷镀体的电极部件60的结构的立体图。在本实施方式中,电极部件60作为设于通电加热式催化剂400的一对电极中的阳极起作用。图2中示出了制造后的状态的电极部件60。制造后的电极部件60例如如图2所示的那样具有大致平板状的外观形状。电极部件60的厚度为0.1mm左右。电极部件60通过使用不锈钢系合金等金属材料的模具成形来形成。电极部件60并不限定于不锈钢系合金,可以使用各种各样的金属来形成,例如可以使用ni系合金、co合金等各种各样的合金来形成。电极部件60并不限于阳极,也可以作为阴极来使用,还可以使用于阳极以及阴极这两者。
52.如图2所示,电极部件60具备第一配线61和第二配线62。电极部件60具有沿着一个方向为长条的形状,第一配线61和第二配线62沿着该延伸方向按顺序配置。第一配线61是电极部件60中的与例如蓄电池等未图示的电源直接地或间接地连接的部分。
53.第二配线62是固定于通电加热式催化剂400的表面电极460并与表面电极460电连接的部分。第二配线62与第一配线61连续地形成,将从蓄电池等未图示的电源经由第一配线61供给的电力向通电加热式催化剂400的表面电极460供给。在本实施方式中,第二配线62具有15根直线状的配线621,具有所谓梳齿状(combteeth)的外观形状。第二配线62的各配线621的宽度为例如宽度0.5~1.0mm程度。
54.在图2中,为了容易理解技术,概念性地示出了被喷镀位置pt。被喷镀位置是指喷镀材料相对于被喷镀体被喷镀的预定位置。被喷镀位置是预先设定的。在本实施方式中,被喷镀位置pt配置于第二配线62。在被喷镀体通过喷镀材料来固定于被固定部件的情况下,被喷镀位置包括被固定部件的一部分。在本实施方式中,被喷镀位置pt包括配置于表面电极460的第二配线62的各配线621中的一部分和各配线621的周围的表面电极460。通过喷镀材料被配置于第二配线62的各配线621中的一部分和各配线621的周围的表面电极460范围内,电极部件60被固定于表面电极460。需要说明的是,第二配线62以及配线621包含于被喷镀体。
55.被喷镀位置pt的配置位置通过掩蔽工具200的工具贯通孔242来规定。即,被喷镀位置pt的数目以及其配置位置能够通过工具贯通孔242的数目、配置来任意设定。在本实施方式中,被喷镀位置pt的数目为与第二配线62所具有的配线621的数目同数的15。换言之,第二配线62所具有的15根配线621分别通过喷镀材料而固定在表面电极460上。被喷镀位置
pt在第一列pl1和第二列pl2分别直线状地排列。需要说明的是,第一列pl1具有8个被喷镀位置pt,第二列pl2具有7个被喷镀位置pt。被喷镀位置pt的每一个按照在第一列pl1和第二列pl2上按顺序交替地配置的所谓交错阵列(staggered array)来配置。
56.图3是表示掩蔽工具200的表面tp的构造的立体图。掩蔽工具200的表面tp是和与被喷镀体相对的面相反的一侧的面,是在喷镀材料被喷镀时与喷镀材料的供给源(在本实施方式中为后述的喷镀嘴80)相对的面。在掩蔽工具200中,也将与被喷镀体相对的面即后述的背面bp称为“第一面”,也将和与被喷镀体相对的面相反的一侧的面即表面tp称为“第二面”。
57.掩蔽工具200具备工具贯通孔242和凹部261。工具贯通孔242是用于在喷镀时使喷镀材料通过的贯通孔。工具贯通孔242从掩蔽工具200的表面tp到背面bp即在厚度方向上贯通掩蔽工具200。喷镀材料通过工具贯通孔242并与被喷镀位置pt碰撞。
58.如图3所示,工具贯通孔242设有与被喷镀位置pt的数目对应的数目。在本实施方式中,工具贯通孔242为15个,在与被喷镀位置pt的第一列pl1对应的第一列jl1和与被喷镀位置pt的第二列pl2对应的第二列jl2分别直线状地排列。需要说明的是,第一列jl1具有8个工具贯通孔242,第二列jl2具有7个工具贯通孔242。工具贯通孔242的每一个按照以第一列jl1、第二列jl2的顺序交替地配置的所谓交错阵列来配置。
59.凹部261具有从掩蔽工具200的外缘朝向中心的凹状的外观形状。凹部261的宽度与电极部件60的第一配线61的宽度大致相同。凹部261例如作为在电极部件60通过喷镀材料被固定于表面电极460之后,为了将第一配线61与电源连接而使第一配线61向远离被固定部件的方向弯曲的情况下的引导部起作用。
60.图4是表示掩蔽工具200的背面bp的构造的说明图。掩蔽工具200的背面bp是用于在喷镀时配置电极部件60的面,是与电极部件60相对的面。在掩蔽工具200的背面bp形成有掩蔽工具嵌合部270、被喷镀体固定部280和支承凸部250。
61.如后所述,掩蔽工具嵌合部270是能够与立体形成工具100的一部分嵌合的凹部。在本实施方式中,掩蔽工具嵌合部270是与形成于立体形成工具100的立体形成工具嵌合部170的外形对应的凹部。掩蔽工具嵌合部270在使用立体形成工具100时与立体形成工具嵌合部170嵌合,作为用于将立体形成工具100配置于掩蔽工具200的背面bp的初始位置的位置对准机构起作用。
62.被喷镀体固定部280作为在将电极部件60配置于掩蔽工具200的背面bp时用于将电极部件60配置于背面bp的预先确定的位置的位置对准机构起作用。在本实施方式中,如图4所示,在背面bp具备与第二配线62的四个角对应的四个被喷镀体固定部280。在能够容易地将电极部件60配置于背面bp的预先确定的位置的情况下,也可以不具备被喷镀体固定部280。
63.与图4一起参照图5来说明在掩蔽工具200的背面bp形成的支承凸部250。图5是图3以及图4的v-v位置的剖视图。在图5中,通电加热式催化剂400的外表面400s通过实线示出,与掩蔽工具200抵接的状态的通电加热式催化剂400的外表面的位置通过虚线400f示意性地示出。需要说明的是,在图5中,省略了电极部件60以及表面电极460的图示。
64.如图4以及图5所示,支承凸部250是从掩蔽工具200中的作为第一面的掩蔽工具200的背面bp突出的部分。支承凸部250设于工具贯通孔242的附近,在将喷镀材料相对于电
极部件60喷镀时对电极部件60中的工具贯通孔242附近的部分进行支承。在本实施方式中,支承凸部250设有多个。多个支承凸部250对于掩蔽工具200的多个工具贯通孔242分别单独地设置。支承凸部250为了在多个工具贯通孔242各自的附近对第二配线62的各配线621进行支承而设置与工具贯通孔242的数目以及配线621的数目相同的数目。
65.在图4中,为了容易理解技术,通过虚线示意性地示出了对于掩蔽工具200的背面bp的电极部件60的配置预定位置中的第二配线62的配置预定位置ap。支承凸部250的配置位置包含于该配置预定位置ap。更具体而言,支承凸部250分别配置于配置预定位置ap中的第二配线62的各配线621的配置预定位置。其结果是,支承凸部250能够用其前端对在配置预定位置ap配置的各配线621进行支承。
66.在本实施方式中,支承凸部250配置于第二配线62的配置预定位置ap中的工具贯通孔242的附近且背面bp的中央侧的第二位置pt2和工具贯通孔242的附近且隔着工具贯通孔242与第二位置pt2相反的一侧的第一位置pt1。第一位置pt1以及第二位置pt2包含于配置预定位置ap的范围。在本实施方式中,第一位置pt1和第二位置pt2相对于工具贯通孔242为等距离。也将设于第一位置pt1的支承凸部250称为“第一支承凸部251”,也将设于第二位置pt2的支承凸部250称为“第二支承凸部252”。“设于第一位置pt1”是指俯视下的第一支承凸部251的中心配置于第一位置pt1,“设于第二位置pt2”是指俯视下的第二支承凸部252的中心配置于第二位置pt2。由此,支承凸部250能够在隔着工具贯通孔242的两侧的两点处对包含于第二配线62的各配线621进行支承。
67.如图5所示,第一支承凸部251具备前端的第一支承凸部前端面251s、面向工具贯通孔242的内壁面251f、与内壁面251f相反的一侧的外壁面251e。第二支承凸部252具备前端的第二支承凸部前端面252s、面向工具贯通孔242的内壁面252f、与内壁面252f相反的一侧的外壁面252e。第一支承凸部251的内壁面251f和第二支承凸部252的内壁面252f彼此相对。
68.第一支承凸部251以及第二支承凸部252相对于工具贯通孔242配置的位置即第一位置pt1以及第二位置pt2能够任意设定。第一支承凸部251以及第二支承凸部252中的相对于工具贯通孔242的配置位置例如以支承凸部250能够充分地支承配线621为前提,能够基于配线621的刚性、喷镀材料的种类,第一支承凸部前端面251s以及第二支承凸部前端面252s的面积,喷镀材料的喷射量、喷射速度等条件来设定。“支承凸部250能够充分地支承配线621”是指在喷镀时支承凸部250能够将配线621支承成不弯曲的程度。“支承凸部250能够充分地支承配线621”包括在喷镀时通过配线621被夹持在支承凸部250与通电加热式催化剂400之间而能够将配线621支承成不弯曲的程度。
69.第一位置pt1以及第二位置pt2可以使用从工具贯通孔242到第一位置pt1的距离以及从工具贯通孔242到第二位置pt2的距离来单独地设定,也可以使用从第一位置pt1到第二位置pt2的距离来设定。从第一位置pt1到第二位置pt2的距离优选接近能够充分地支承配线621的程度。例如如图5所示,第一位置pt1以及第二位置pt2优选配置于从工具贯通孔242的外缘e1到工具贯通孔242的宽度w1的3倍的距离l1为止所包含的位置,更优选配置于从工具贯通孔242的外缘e1到工具贯通孔242的宽度w1的1.5倍的距离l2为止所包含的位置。不过,从工具贯通孔242到第一支承凸部251的内壁面251f的距离l3以及从工具贯通孔242到第二支承凸部252的内壁面252f的距离优选远离到能够避免喷镀材料附着于支承凸
部250的程度。第二支承凸部252的配置位置与第一支承凸部251的配置位置相同,因此省略说明。第一位置pt1和第二位置pt2相对于工具贯通孔242并不限于等距离,也可以设定为彼此不同的距离。
70.第一支承凸部前端面251s以及第二支承凸部前端面252s是用于支承配线621的面。如图5所示,第一支承凸部前端面251s和第二支承凸部前端面252s具有与大致圆柱状的通电加热式催化剂400的外表面400s的表面形状对应的表面形状。具体而言,第一支承凸部前端面251s和第二支承凸部前端面252s以具有与外表面400s的曲率大致相同的曲率的曲面形成。由此,以第一支承凸部前端面251s与外表面400s的接触面积以及第二支承凸部前端面252s与外表面400s的接触面积变大的方式构成。需要说明的是,第一支承凸部前端面251s和第二支承凸部前端面252s并不限于曲面,也可以为平面。在第一支承凸部前端面251s和第二支承凸部前端面252s为平面的情况下,从增大与外表面400s的接触面积的角度出发,优选其面方向沿着外表面400s而配置。需要说明的是,第一支承凸部251以及第二支承凸部252除了柱状以外,也可以为平板状、锥体等各种各样的形状,也可以不具备第一支承凸部前端面251s和第二支承凸部前端面252s。
71.第一支承凸部251的外壁面251e相对于第一支承凸部前端面251s倾斜。第二支承凸部252的外壁面252e相对于第二支承凸部前端面252s倾斜。需要说明的是,外壁面251e以及外壁面252e相对于背面bp也倾斜。通过如此构成,在后述的立体形状的形成时,配线621容易形成沿着第一支承凸部251以及第二支承凸部252的表面的形状。
72.在将通电加热式催化剂400中的与掩蔽工具200的背面bp之间的距离成为最小的位置设为图5所示的顶部400t时,在背面bp中与顶部400t相对的位置设置背面凹部260。背面凹部260在图4中省略了图示。背面凹部260是形成于背面bp的凹部,从第二支承凸部252的外壁面252e连续地形成。在电极部件60通过喷镀材料被固定于表面电极460的状态下,从减少或防止电极部件60与表面电极460的电短路的角度出发,电极部件60优选处于从外表面400s远离的状态。从减少或抑制形成了后述的立体形状的状态的配线621和顶部400t附近处的外表面400s接触的角度出发,如图5中作为分离距离l4示出的那样,通过背面凹部260使从第二支承凸部前端面252s到背面bp的分离距离变大。
73.使用图6以及图7来说明用于本实施方式的喷镀方法的立体形成工具100的结构。图6是表示立体形成工具100的外观结构的说明图。图7是图6的vii-vii位置的剖视图。立体形成工具100具备把持部110和具有掩蔽工具相对面100s的主体部120。如图7所示,掩蔽工具相对面100s是具有预先确定的曲率的曲面。
74.立体形成工具100向掩蔽工具200的背面bp按压来使用,在配置于掩蔽工具200的背面bp的电极部件60、更具体而言为在电极部件60的配线621形成立体形状。在配线621中形成立体形状的位置是成为被喷镀位置pt的附近的位置。立体形成工具100以掩蔽工具相对面100s与掩蔽工具200的背面bp相对的方式向背面bp按压。立体形成工具100与掩蔽工具200一起作为掩蔽工具单元的一部分来使用。需要说明的是,在例如通过作业人员的手工作业来形成电极部件60的立体形状的情况下,也可以省略立体形成工具100。
75.把持部110用于在背面bp形成电极部件60的立体形状时的立体形成工具100的操作。通过把持部110的操作,掩蔽工具相对面100s以在掩蔽工具200的背面bp上滚动的方式与背面bp上的被喷镀体接触,由此在电极部件60形成立体形状。
76.如图6以及图7所示,在掩蔽工具相对面100s中设有收纳凹部150、立体形成工具凸部160、立体形成工具嵌合部170。收纳凹部150是能够收纳支承凸部250的凹部。在本实施方式中,收纳凹部150形成于在俯视下包括第一支承凸部251、第二支承凸部252以及工具贯通孔242的范围。收纳凹部150通过对支承配线621的状态的支承凸部250进行收纳来在配线621形成立体形状。收纳凹部150收纳支承凸部250所包括的第一支承凸部251和第二支承凸部252这两者。
77.立体形成工具凸部160是具有与背面凹部260的形状大致相同的形状的部分。立体形成工具凸部160通过与支承配线621的状态的背面凹部260嵌合来形成高度与分离距离l4相同程度的立体形状的配线621。
78.立体形成工具嵌合部170是具有与图4所示的凹状的掩蔽工具嵌合部270的外形对应的形状的部分。在本实施方式中,立体形成工具嵌合部170是大致圆柱状的部件。立体形成工具嵌合部170配置于掩蔽工具相对面100s中与掩蔽工具嵌合部270的配置位置对应的位置。立体形成工具嵌合部170通过与掩蔽工具嵌合部270嵌合而作为将立体形成工具100配置于掩蔽工具200的背面bp中的初始位置时的位置对准机构起作用。立体形成工具嵌合部170并不限于圆柱状,也可以为球状、圆盘、环状,还可以为棱柱、多面体等各种各样的形状。在能够容易地将立体形成工具100配置于背面bp的初始位置的情况下,也可以省略立体形成工具嵌合部170以及掩蔽工具嵌合部270。
79.图8是表示本实施方式的喷镀方法的流程图。在步骤s10中,准备掩蔽工具200、作为被喷镀体的电极部件60、立体形成工具100。在步骤s20中,将电极部件60配置于掩蔽工具200的背面bp。在步骤s30中,使用立体形成工具100来在配置于背面bp的状态的电极部件60形成立体形状。在步骤s40中,将在背面bp配置有形成了立体形状的电极部件60的状态的掩蔽工具200配置在作为被固定部件的通电加热式催化剂400的表面电极460上。在步骤s50中,将喷镀材料从掩蔽工具200的表面tp侧经由工具贯通孔242朝向电极部件60喷镀。在步骤s60中,在喷镀材料凝固并且电极部件60相对于表面电极460被固定时,掩蔽工具200从固定于通电加热式催化剂400的电极部件60被拆下。通过以上步骤,完成本实施方式的喷镀方法。
80.图9是详细地表示步骤s30中的在作为被喷镀体的电极部件60形成立体形状的方法的流程图。在步骤s32中,在电极部件60被配置于背面bp的状态的掩蔽工具200的背面bp配置立体形成工具100。在步骤s34中,在配置于背面bp的电极部件60的第二配线62产生沿着掩蔽工具200的面方向的张力。在步骤s36中,对立体形成工具100的把持部110进行操作,以掩蔽工具相对面100s在掩蔽工具200的背面bp滚动的方式对背面bp上的电极部件60进行按压。其结果是,在作为被喷镀体的电极部件60形成立体形状。这些处理既可以使用机器人、专用的装置来执行,也可以通过作业人员来执行。
81.图10是表示配置于掩蔽工具200的背面bp的状态的电极部件60的说明图。电极部件60处于通过立体形成工具100形成立体形状前的状态,第二配线62的各配线处于因自重而支承于第一支承凸部251以及第二支承凸部252并挠曲的状态。
82.在本实施方式中,如图10所示,在背面bp具备四个被喷镀体固定部280。四个被喷镀体固定部280分别配置于与第二配线62的四个角对应的位置。在将电极部件60配置于掩蔽工具200的背面bp时被喷镀体固定部280与第二配线62的四个角的外周端抵接。通过如此
构成,能够容易进行电极部件60相对于掩蔽工具200的背面bp的位置对准。其结果是,能够容易进行电极部件60的被喷镀位置pt相对于掩蔽工具200的工具贯通孔242的位置对准。
83.图11是表示将立体形成工具100配置于在背面bp配置了电极部件60的状态的掩蔽工具200的情况的说明图。在图11中示出了图10的xi-xi位置的掩蔽工具200的截面和与该位置对应的位置的立体形成工具100的截面。立体形成工具100沿朝向掩蔽工具200的背面bp的方向d1移动而被按压在背面bp上。此时,通过使立体形成工具100的立体形成工具嵌合部170与掩蔽工具200的掩蔽工具嵌合部270嵌合,能够将立体形成工具100配置于背面bp上的预先确定的初始位置。
84.图12是表示通过立体形成工具100的操作来将立体形状形成于电极部件60的情况的说明图。在图12中与图11一样示出了图10的xi-xi位置的掩蔽工具200的截面和与该位置对应的位置处的立体形成工具100的截面。在图12中,通过虚线示出了配置于初始位置的立体形成工具100,通过实线示意性地示出了对于电极部件60的立体形状的形成完成的状态的立体形成工具100。
85.在本实施方式中,在将立体形成工具100配置于初始位置之后,使电极部件60的第二配线62产生沿着掩蔽工具200的面方向的张力。具体而言,第二配线62的张力例如能够通过在将电极部件60固定于背面bp的状态下沿着图12所示的掩蔽工具200的面方向d2将电极部件60的第一配线61拉伸来产生。通过在该状态下在配线621形成立体形状,能够减少或抑制对于配线621形成波状起伏的状态、具有褶皱的状态的立体形状。
86.一边使电极部件60产生张力,一边对配置于初始位置的立体形成工具100的把持部110进行操作,在电极部件60形成立体形状。具体而言,一边用掩蔽工具相对面100s对背面bp进行按压,一边例如图12中用箭头d3表示的那样使把持部110绕着掩蔽工具相对面100s附近的中心轴ax回转。第二配线62的配线621被朝向背面bp按压,由于金属的延展性而在电极部件60形成立体形状。通过掩蔽工具相对面100s为曲面,在配线621的按压时配线621容易向远离按压的开始位置的方向延伸。远离按压的开始位置的方向包括面方向d2作为方向分量。通过在该状态下在配线621形成立体形状,能够减少或抑制配线621形成波状起伏的状态、具有褶皱的状态的立体形状。需要说明的是,把持部110的操作既可以为作业人员的手工作业,也可以使用机器人、专用的装置。
87.图13是表示形成了立体形状的状态的电极部件60的截面的说明图。在图13中,通过实线示出了通电加热式催化剂400的外表面400s,通过虚线400f示意性地示出了与掩蔽工具200抵接的状态的通电加热式催化剂400的外表面400s的位置。在图13中,省略了表面电极460的图示。
88.如图13中例示为配线62b的那样,电极部件60的配线621通过被立体形成工具100朝向背面bp按压而形成了从背面bp朝向通电加热式催化剂400突出的立体形状。立体形状由支承凸部250的外形和收纳凹部150的外形规定。在本实施方式中,配线62b通过立体形成工具100的收纳凹部150对掩蔽工具200的第一支承凸部251和第二支承凸部252进行收纳而在从第一支承凸部251到第二支承凸部252的范围形成。其结果是,如图13所示,在第二配线62的配线621形成工具贯通孔242的附近从背面bp朝向通电加热式催化剂400突出的立体形状。
89.在图13中,示意性地示出了第一支承凸部251的第一顶部251p和第二支承凸部252
的第二顶部252p。第一顶部251p是第一支承凸部251中的在从表面tp朝向背面bp的方向即第一支承凸部251的突出方向上最远离背面bp的部分,第二顶部252p是第二支承凸部252中的在从表面tp朝向背面bp的方向即第二支承凸部252的突出方向上最远离背面bp的部分。如图13所示,配线62b处于具有张力的状态,以连结从第一顶部251p到第二顶部252p的大致直线状形成。该直线状的配线62b如上述那样在形成使用了立体形成工具100的立体形状时通过在使电极部件60产生张力的状态下对电极部件60进行按压来形成。
90.在将配置了电极部件60的状态的掩蔽工具200配置于通电加热式催化剂400时,通电加热式催化剂400通过朝向图13所示的方向d4相对地移动而与第一支承凸部前端面251s以及第二支承凸部前端面252s抵接。此时,通电加热式催化剂400在与第一支承凸部前端面251s以及第二支承凸部前端面252s抵接之前,与连结从第一顶部251p到第二顶部252p的直线状的配线62b接触。
91.与配线62b抵接的通电加热式催化剂400保持移动至虚线400f的位置。如图13所示,直线状的配线62b被通电加热式催化剂400的外表面400s向上推,沿着接近工具贯通孔242的方向d5移动。被通电加热式催化剂400向上推的配线62b被外表面400s和第一支承凸部前端面251s以及第二支承凸部前端面252s一起夹持。其结果是,直线状的配线62b被变形成沿着外表面400s的圆弧状的配线62f。如此,如配线62b那样通过使从第一顶部251p到第二顶部252p之间即第二配线62的被喷镀位置pt附近的配线621为直线状,由此在将掩蔽工具200配置于通电加热式催化剂400时获得配线621相对于外表面400s被按压的力。其结果是,能够提高配线621与外表面400s的密合性、接触面积。在能够充分地获得配线621与外表面400s的密合性的情况下,也可以省略第一顶部251p以及第二顶部252p。
92.图14是示意性地表示使用本实施方式的掩蔽工具200的喷镀方法的说明图。在图14中,为了容易理解技术,通过电极部件60和掩蔽工具200的分解立体图来示意性地示出配置了电极部件60的状态的掩蔽工具200。
93.在图14中,示意性地示出了喷镀嘴80。喷镀嘴80与未图示的喷镀装置连接,将喷镀材料从前端的喷射口喷射。在本实施方式中,喷镀装置为等离子喷镀方式的喷镀装置。喷镀装置向喷镀材料赋予热能而使喷镀材料成为半熔融状态,将赋予了动能的半熔融状态的喷镀材料从喷镀嘴80喷射。喷镀装置并不限于等离子喷镀,也可以为火焰喷镀、电弧喷镀、高速火焰喷镀、激光喷镀等各种各样的方式的喷镀装置。
94.在图14中示意性地示出了从喷镀嘴80喷射的喷镀材料的喷流82。从喷镀嘴80喷射的喷镀材料变成喷流82而通过工具贯通孔242,与包括配线621的一部分和表面电极460的一部分在内的被喷镀位置pt碰撞。此时,被喷镀位置pt附近的配线621为工具贯通孔242的附近从背面bp朝向通电加热式催化剂400突出的立体形状。被喷镀位置pt附近的配线621在该立体形状的状态下由第一支承凸部251以及第二支承凸部252支承,由第一支承凸部前端面251s以及第二支承凸部前端面252s按压于外表面400s。在本实施方式中,被喷镀位置pt附近的配线621还如使用图13示出的那样处于从具有张力的配线62b的状态通过被通电加热式催化剂400向上推而变形成圆弧状的配线62f的状态。
95.喷镀材料在被喷镀位置pt处的电极部件60上和表面电极460上堆积。堆积的喷镀材料凝固并形成也称为溅点(splat)的喷镀膜70。喷镀膜70在第二配线62以及表面电极460上凝固,通过与表面电极460的粘接力,将电极部件60相对于表面电极460固定,并且将电极
部件60与表面电极460电连接。
96.在配线621与外表面400s之间存在间隙的状态下进行喷镀时,有可能喷镀材料的喷流82与从外表面400s分离的状态的配线621碰撞,配线621振动。在配线621振动的状态下,喷镀材料有可能无法被充分地堆积于配线621。并且,在喷镀材料堆积于从外表面400s分离的状态的配线621时,有可能产生相对于配线621以及表面电极460的喷镀膜70的粘接强度的下降、无法充分地获得电极部件60与表面电极460的电连接这样的不良情况。在本实施方式中,工具贯通孔242的附近为从背面bp朝向通电加热式催化剂400突出的立体形状,由第一支承凸部251以及第二支承凸部252按压于外表面400s,由此提高配线621与外表面400s的密合性、接触面积。其结果是,能够减少或防止在配线621与外表面400s之间产生空隙,通过使喷镀材料充分地堆积于配线621,能够将配线621充分地固定于表面电极460。并且,通过从直线状的配线62b变形成被通电加热式催化剂400向上推的圆弧状的配线62f,获得第二配线62相对于外表面400s被按压的力,能够提高配线621与外表面400s的密合性和接触面积。其结果是,能够减少或防止由在喷镀时喷射的喷镀材料与配线621碰撞引起的配线621的振动、以及在配线621与外表面400s之间产生间隙的情况。
97.以上,如说明的那样,本实施方式的掩蔽工具200具备与作为被喷镀体的电极部件60相对的背面bp、工具贯通孔242、从背面bp突出的支承凸部250。支承凸部250设于与电极部件60的配置预定位置ap重叠的位置,对电极部件60进行支承。通过在电极部件60由支承凸部250支承的状态下进行喷镀,能够在电极部件60稳定的状态下进行喷镀,能够使喷镀材料充分地堆积于电极部件60。将由支承凸部250支承的状态的电极部件60通过支承凸部250按压于外表面400s,由此能够在提高了配线621与外表面400s的密合性、接触面积的状态下进行喷镀。因此,能够减少或防止在被喷镀位置pt处配线621与外表面400s之间产生空隙,能够将配线621充分地固定于表面电极460。由于能够在电极部件60形成从背面bp突出的立体形状,因此能够减少或防止电极部件60的立体形状以外的部分与作为被固定部件的表面电极460接触。
98.根据本实施方式的掩蔽工具200,支承凸部250配置于工具贯通孔242附近的第一位置pt1和隔着工具贯通孔242与第一位置pt1相反的一侧的第二位置pt2。因此,能够在隔着工具贯通孔242的两侧的两点对第二配线62所包括的配线621进行支承。其结果是,能够在电极部件60更稳定的状态下进行喷镀,能够使喷镀材料充分地堆积于电极部件60。将由两点支承的状态的电极部件60通过支承凸部250按压于外表面400s,由此能够在使配线621与外表面400s的密合性、接触面积进一步提高的状态下进行喷镀。
99.根据本实施方式的掩蔽工具200,支承凸部250包括配置于第一位置pt1的第一支承凸部251和配置于第二位置pt2的第二支承凸部252。因此,能够在隔着工具贯通孔242的两侧的两点对第二配线62所包括的配线621进行支承,并且缩小支承凸部250相对于背面bp的占有面积,能够将支承凸部250高效地配置于背面bp。
100.根据本实施方式的掩蔽工具200,第一支承凸部251具备在从表面tp朝向背面bp的方向上最远离背面bp的第一顶部251p,第二支承凸部252具备在从表面tp朝向背面bp的方向上最远离背面bp的第二顶部252p。能够使被喷镀位置pt附近的配线621的立体形状为直线状,并能够获得在将掩蔽工具200配置于通电加热式催化剂400时配线621相对于外表面400s被按压的力。因此,能够在使配线621与外表面400s的密合性、接触面积进一步提高的
状态下进行喷镀。
101.根据本实施方式的掩蔽工具200,支承凸部250具备支承凸部前端面,该支承凸部前端面具有与作为被固定部件的通电加热式催化剂400的外表面400s的表面形状对应的表面形状。因此,支承凸部250与外表面400s的接触面积变大,能够在使配线621与外表面400s的密合性、接触面积进一步提高的状态下进行喷镀。
102.根据本实施方式的掩蔽工具200,在与第二配线62的外形对应的位置具备作为用于将第二配线62配置于背面bp的预先确定的位置的位置对准机构起作用的被喷镀体固定部280。因此,能够容易地将电极部件60配置于背面bp的预先确定的位置。
103.本实施方式的掩蔽工具单元具备掩蔽工具200和向背面bp按压来使用的立体形成工具100。立体形成工具100具有与背面bp相对的掩蔽工具相对面100s和能够收纳支承凸部250的收纳凹部150。收纳凹部150在掩蔽工具相对面100s中,在将立体形成工具100配置于背面bp时俯视下包括第一支承凸部251、第二支承凸部252以及工具贯通孔242的范围形成。通过在收纳凹部150中收纳支承凸部250,能够在电极部件60形成从背面bp突出的立体形状。因此,能够用简单的方法在电极部件60形成立体形状。
104.在本实施方式的掩蔽工具单元中,立体形成工具100的掩蔽工具相对面100s为曲面。在用掩蔽工具相对面100s对背面bp上的配线621进行按压时,与是平面的情况相比,更容易使配线621向远离立体形成工具100的方向延伸。因此,能够减少或抑制对于配线621形成波状起伏的状态、具有褶皱的状态的立体形状。
105.在本实施方式的掩蔽工具200中,掩蔽工具200具备与立体形成工具100的一部分嵌合的位置对准机构。因此,能够容易地将立体形成工具100配置于背面bp的初始位置。
106.根据本实施方式的喷镀方法,将作为被喷镀体的电极部件60的配线621以与支承凸部250重叠的方式配置于背面bp,将配线621朝向背面bp按压,在配线621形成被喷镀位置pt附近突出的立体形状,将喷镀材料从工具贯通孔242朝向形成了立体形状的配线621喷镀。因此,电极部件60被支承凸部250按压于外表面400s,由此能够提高配线621与外表面400s的密合性、接触面积。能够减少或防止电极部件60的立体形状以外的部分与作为被固定部件的表面电极460接触,并且能够减少或防止在被喷镀位置pt处配线621与外表面400s之间产生空隙,能够将配线621充分地固定于表面电极460。
107.根据本实施方式的喷镀方法,一边将电极部件60沿着掩蔽工具200的面方向d2拉伸,一边在配线621形成立体形状。通过一边产生张力一边在配线621形成立体形状,能够减少或抑制配线621形成波状起伏的状态、具有褶皱的状态的立体形状。
108.b.第二实施方式:
109.图15是表示第二实施方式的掩蔽工具200b的立体图。在上述第一实施方式中,示出了针对每个工具贯通孔242来设置支承凸部250的例子。相对于此,也可以对于多个工具贯通孔242而设置一个支承凸部250b。掩蔽工具200b的结构与第一实施方式的掩蔽工具200在工具贯通孔242的排列仅为第一列jl1这一点和取代多个支承凸部250而具备与第一列jl1对应的一个支承凸部250b这一点上不同,除此以外的结构相同。
110.在本实施方式中,支承凸部250b包括第一位置pt1的第一支承凸部251b和第二位置pt2的第二支承凸部252b。第一支承凸部251b具有在第一实施方式中的第一支承凸部251沿着工具贯通孔242的排列方向被延长的长条的形状。第二支承凸部252b具有在第一实施
方式中的第二支承凸部252沿着工具贯通孔242的排列方向被延长的长条的形状。第一支承凸部251b配置成包括每个工具贯通孔242的第一位置pt1,第二支承凸部252b配置成包括每个工具贯通孔242的第二位置pt2。
111.根据本实施方式的掩蔽工具200b,对于多个第二配线62,能够通过基于一个支承凸部250b的简单的结构来形成立体形状。即使是该方式的掩蔽工具200b,也能够形成在隔着工具贯通孔242的两侧的两点对第二配线62所包括的各配线621进行支承的立体形状。
112.根据本实施方式的掩蔽工具200b,第一支承凸部251b以及第二支承凸部252b具有沿着工具贯通孔242的排列方向的长条的形状。因此,能够减少或防止由第一支承凸部251b以及第二支承凸部252b支承的状态的配线621从第一支承凸部251b以及第二支承凸部252b脱落的情况。
113.c.第三实施方式:
114.图16是表示第三实施方式的掩蔽工具200c所具备的支承凸部250c的立体图。本实施方式的掩蔽工具200c与第一实施方式的掩蔽工具200在取代支承凸部250而具备形状不同的支承凸部250c这一点上不同,除此以外的结构相同。
115.如图16所示,支承凸部250c是具有从背面bp突出的环状的形状的一个凸部。支承凸部250c形成于包括第一位置pt1和第二位置pt2的位置。如此,支承凸部250c也可以形成为一个凸部包括第一位置pt1和第二位置pt2。
116.根据本实施方式的掩蔽工具200c,通过配置将工具贯通孔242包围的支承凸部250c,能够增加在形成立体形状时以及喷镀时能够支承被喷镀体的位置以及面积。因此,容易通过支承凸部250c来支承被喷镀体。即使是该方式的掩蔽工具200c,也能够形成在隔着工具贯通孔242的两侧的两点对第二配线62所包括的各配线621进行支承的立体形状。
117.d.其他的实施方式:
118.(d1)在上述实施方式中,示出了被固定部件为通电加热式催化剂的表面电极460,被喷镀部件为固定于表面电极460的电极部件60的例子。相对于此,被固定部件并不限定于通电加热式催化剂,例如也可以为缸盖、缸体、活塞等各种各样的车辆用零件,还可以为机械零件、建造物等构造物这样的各种各样的部件。在该情况下,被喷镀部件并不限定于电极部件60,也可以为相对于上述的各种各样的部件的保护膜、隔热膜,构造物的防腐蚀、防锈用的被膜,耐磨损性、耐热性的提高用的被膜等对应于各种各样的目的的部件。并且,也可以不具有被固定部件而被喷镀部件不被固定于被固定部件。在该情况下,被喷镀位置只包括被喷镀部件,仅向被喷镀部件喷镀喷镀材料。
119.(d2)在上述各实施方式中,示出了第一位置pt1和第二位置pt2相对于工具贯通孔242为等距离的例子。相对于此,第一位置pt1和第二位置pt2不需要配置成相对于工具贯通孔242为等距离,可以以能够在两点对第二配线62进行支承为前提而设定于任意的位置。
120.(d3)在上述各实施方式中,示出了掩蔽工具相对面100s为曲面的例子。相对于此,掩蔽工具相对面100s并不限定于曲面,也可以为与背面bp平行的平面。
121.(d4)在上述第一实施方式中示出了支承凸部250具备第一支承凸部251和第二支承凸部252的例子,在上述第二实施方式中示出了支承凸部250b具备第一支承凸部251b和第二支承凸部252b的例子。相对于此,支承凸部250也可以只具备第一支承凸部251及第二支承凸部252中的任一个,支承凸部250b也可以只具备第一支承凸部251b及第二支承凸部
252b中的任一个。
122.本公开并不限于上述的实施方式,在不脱离其宗旨的范围内能够以各种各样的结构实现。例如,发明内容一栏中记载的各方式中的技术性特征所对应的实施方式的技术性特征为了解决上述的课题的一部分或全部,或者为了达成上述的效果的一部分或全部,能够适当进行替换、组合。并且,若该技术性特征在本说明书中没有作为必须的内容来说明,则能够适当删除。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。