1.本发明涉及一种用于将两个基本上平面的纤维复合结构性部件彼此连结的方法。本发明特别涉及一种用于将飞行器的两个蒙皮区段彼此连结的方法。
背景技术:
2.飞行器机身通常被分成沿着飞行器的轴向方向彼此前后布置的机身区段,每个机身区段由一组结构性部件构成,这些结构性部件除其他外包括由金属或复合材料制成的蒙皮。蒙皮对应于机身的外壳。所述蒙皮刚性地链接至纵梁,纵梁是基本上平行于机身的主轴线定位的纵向结构性构件。纵梁在纵向方向上增强并加强蒙皮。通过将蒙皮链接至一个或多个框架来获取横向刚度,这些框架通常基本上为圆形或椭圆形。
3.机身区段的蒙皮通常通过将两个半壳或更小的蒙皮部分沿着飞行器的周向彼此连结而形成。在纤维复合材料(例如具有热固性基体)的情况下,一个或多个粘合剂层(例如粘合剂膜或箔片)通常被置于沿着轴向方向定向的蒙皮部分的重叠区域之间。然后在高压釜内在施加温度和压力下固化该组件。此外,蒙皮层通常通过多个机械紧固件、特别是铆钉和/或螺栓彼此紧固。通常,蒙皮部分和粘合剂层由附加层(例如止裂件、纤维增强层、防雷层等)所补充。许多单独的层可能导致在厚度方向上制造公差不利地累积,这可能难以在不产生用于制造过程的显著成本的情况下在结合过程中进行补偿。
技术实现要素:
4.在此背景下,本发明的目的是找到用于补偿这些公差中的至少一些公差的简单的解决方案。
5.此目的是通过具有以下特征的方法实现的。
6.根据本发明,一种用于将两个平面的纤维复合结构性部件、特别是飞行器的两个蒙皮区段彼此连结的方法,该方法包括:在支撑托具的顶部上,将两个结构性部件中的下结构性部件布置在两个结构性部件中的上结构性部件下方,使得两个结构性部件沿着连结区域彼此重叠,其中,连结区域内的下结构性部件的端部区段邻接上结构性部件与支撑托具之间的限定间隙,其中,上结构性部件不由支撑托具支撑,其中,限定间隙在下结构性部件的端部区段的相反侧上邻接上结构性部件的填充部分或邻接由支撑托具支撑的平面填充元件;以及在连结区域内通过施加温度和压力至结构性部件将下结构性部件连结至上结构性部件,其中,限定间隙的宽度选择成使得上结构性部件在压力下沿着限定间隙弹性地变形并且向下弯曲至限定间隙中,使得上结构性部件沿着限定间隙抵接支撑托具,从而在施加压力期间补偿结构性部件之间的厚度公差。
7.因此,本发明的一个想法是通过利用结合/固化过程期间两个部分中的一个部分的特定且受控的弹性变形减少在连结、结合和/或固化过程后潜在残余的力,特别是在连结表面和靠在支撑托具顶部上的边缘处。例如可以在热固性基体材料的情况下在高压釜过程期间使用这个原理。一旦移除压力并且完成连结过程,弹性变形将恢复到初始形状。然而,
变形将在连结过程期间以受控的方式在支撑托具的顶部的两个部件之间的连结界面处补偿任何公差。
8.因此,本发明有意地在下结构性部件的端部区段与支撑托具上搁置在该端部区段旁边的上结构性部件的一部分之间提供足够大的间隙,使得可以使用位于中空区域上方的材料的弹性来补偿连结过程中的公差。在此要理解的是,上结构性部件不一定必须经由一体形成的填充部分直接搁置在支撑托具上。这个功能也可以通过独立的平面填充元件来实现,该独立的平面填充元件搁置在支撑托具顶部上的上结构性部件下面,用于相同的目的,即在支撑托具顶部的两个部件之间提供平齐过渡(直至公差)。
9.在以下描述中可以找到本发明的有利实施例和改进。
10.根据本发明的实施例,限定间隙的宽度可以根据施加的压力、上结构性部件的材料、限定间隙上方的上结构性部件的厚度和/或结构性部件的预期公差来限定。
11.因此,间隙的大小受与固化过程的特定方面相关的多个不同参数的影响,特别是压力以及所结合部件的配置(材料、尺寸、几何形状等)。
12.根据本发明的实施例,两个结构性部件可以通过粘合剂彼此结合,在连结之前该粘合剂在连结区域内被置于两个结构性部件之间。
13.例如,在施加温度和压力之前,可以将粘合剂箔片或膜布置在两个结构性部件之间,该粘合剂箔片或膜于是沿着相应相对的连结表面将两个部件彼此结合。
14.根据本发明的实施例,该方法可以进一步包括在连结之前和/或期间将插入元件暂时定位在限定间隙内以控制粘合剂在限定间隙处的泄漏。
15.插入元件可以具有与限定间隙基本上相同的水平延伸,使得粘合剂基本上不会在间隙处从两个部件之间的匹配界面泄漏。
16.根据本发明的实施例,结构性部件可以在相应相对的连结表面处遵循台阶形形状,使得结构性部件沿着台阶形形状彼此互补地形成。除了构成下结构性部件的端部区段的最后的台阶,结构性部件可以在由台阶形形状限定的每个单独的台阶处经由机械紧固件连接。
17.本发明的这个实施例能够沿着下结构性部件的台阶和下结构性部件的端部区段使铆钉排分开,然后将该端部区段用作粘合剂预连接部。粘合剂预连接部应该尽可能地薄,以便最佳地从结构性部件传递荷载并将荷载传递至结构性部件并且使沿着部件结合表面的剪力最小化,否则可能会剥离部件的材料并不利地影响结合的耐久性。另一方面,为了安全地设置埋头铆钉穿过材料层,材料应具有最小厚度,使得头部以及铆钉本体的至少一些剩余的圆柱体部分可以被容纳在相应的材料中。因此,两个方面都具有不同且互斥的要求。为了改善这种情况,本解决方案有效地使台阶形构型的最后一排铆钉与粘合剂预连接部分离,从而为螺栓结合的接头的质量提供益处。
附图说明
18.将参考附图中描绘的示例性实施例更详细地解释本发明。
19.将附图包括在内是为了提供对本发明的进一步理解,并且附图被并入并构成本说明书的一部分。附图展示了本发明的实施例,并且与描述一起用于解释本发明的原理。本发明的其他实施例和本发明的许多预期优点将容易理解,因为通过参考下面的详细描述这些
实施例和优点将变得更容易了解。附图的元件不一定相对于彼此成比例。在附图中,相似的附图标记表示相似的或功能上相似的部件,除非另有说明。
20.图1示意性地描绘了用于将两个平面的结构性部件彼此连结的示例性布置的截面视图。
21.图2示意性地描绘了用于以根据本发明的实施例的方法将两个平面的结构性部件彼此连结的布置的截面视图。
22.图3示意性地描绘了用于以根据本发明另一个的实施例的方法将两个平面的结构性部件彼此连结的布置的截面视图。
23.图4示出了具有基于图2和图3的布置而形成的主要结构性部件的飞行器。
24.图5示出了图2和图3中所使用的方法的示意性流程图。
具体实施方式
25.尽管本文中展示并描述了特定实施例,但是本领域的普通技术人员应该理解的是,在不脱离本发明的范围的情况下,可以用各种替代性的和/或等效的实施方式来代替所示出并描述的特定实施例。一般来说,本技术旨在覆盖本文所讨论的特定实施例的任何修改或改变。
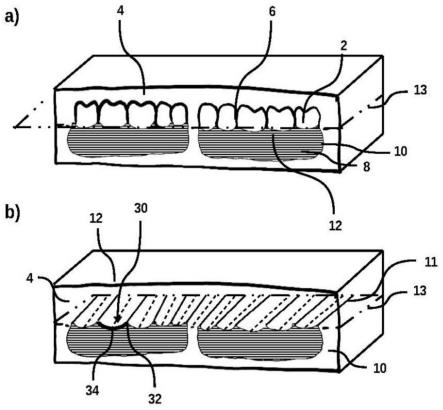
26.图1示意性地描绘了示例性布置的截面视图,该示例性布置用于将两个平面的结构性部件1、2彼此连结以形成例如载具或其他大型物体的主要结构性部件10。两个平面的结构性部件1、2可以是例如如图4示例性示出的客机100的两个蒙皮区段,这两个蒙皮区段沿着飞行器100机身的周向方向连结在一起。
27.通常,飞行器机身由多个沿着飞行器100的轴向方向一个接一个地布置的机身筒体或筒体段形成。相邻的机身筒体沿着周向延伸的重叠边缘在横向连结区域中重叠并然后彼此连结。每个筒体段通常沿着周向方向被分成两个半壳甚至更小的周向弧状部分,这些周向弧状部分也彼此连结。传统上,需要大量连接元件,包括搭接带、纵梁联接器、夹子、支架并且特别是铆钉以及其他机械紧固件,这可能使组装过程复杂且麻烦。并且更重要的是,这些元件中的每个元件都意味着组件重量和成本的增加。粘合剂和/或物质结合的连接可以在这方面提供益处,因为可以减少机械紧固件和部件以及相关的干扰表面轮廓的数量。
28.此外,公差通常出现在重叠的表面和边缘之间。这在许多分开的材料层和/或部件上下堆叠的情况下可能变得特别相关,因为单独的制造公差可能不利地累加。
29.图1示出了示例性布置,其中由纤维复合材料(例如基于以热固性树脂作为基体材料的碳纤维增强塑料)制成的两个蒙皮区段将在高压釜过程中通过施加温度和压力而彼此结合。在所描绘的布置中,多个粘合剂层7与在特定紧固位置9处引入的多排机械紧固件12组合。
30.更具体地,在支撑托具3(例如钢框架)的顶部上,下结构性部件1布置在上结构性部件2下方,使得两个结构性部件1、2沿着连结区域4彼此重叠。粘合剂层7(例如粘合剂膜或箔片)布置在两个结构性部件1、2之间。如图1中可以看到的,结构性部件1、2在相应相对和互补形状的连结表面1b、2b处遵循台阶形形状。结构性部件1、2在每个单独的台阶处通过相应的(轴向延伸的多排)机械紧固件12连结。下结构性部件1在右侧抵接平面填充元件6,该平面填充元件与支撑托具3的顶部上的下结构性部件1平齐(除去公差)。附加层(例如止裂
件13和另外的功能性纤维层14)以及纵梁11放置在上结构性部件2的顶部上。所有这些元件都通过附加的粘合剂层7彼此结合。
31.如图1中可以看到的,多个材料层因此上下堆叠,每个层具有其单独的预制公差和组装公差。如果这些公差不利地累加,则在连结过程完成后会留下残余应力。此外,下结构性部件1的最外区段(在图1右边抵接平面填充元件6的最后的台阶)的厚度可能需要不利地配置为用于粘合剂预连接部的厚度,以便容纳铆钉12。
32.为了改善这种情况,根据本发明的实施例的连结方法m遵循如现在参考图2至图5所解释的不同方法。
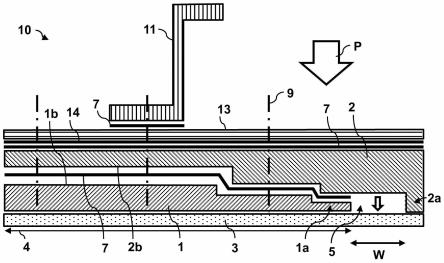
33.在第一步骤中,方法m还包括在m1下,在支撑托具3的顶部上,将下结构性部件1布置在上结构性部件2下方,使得两个结构性部件1、2沿着连结区域4彼此重叠。然而,在这种情况下,连结区域4内的下结构性部件1的端部区段1a邻接上结构性部件2与支撑托具3之间的限定间隙5,其中上结构性部件2不由支撑托具3支撑。限定间隙5在下结构性部件1的端部区段1a的相反侧邻接由支撑托具3(类似于图1)支撑的平面填充元件6或邻接与上结构性部件2一体形成的、并且还由支撑托具3支撑的填充部分2a(这是图2中所示的变体)。
34.在第二步骤中,方法m包括在m2下,在连结区域4内通过施加温度和压力p至结构性部件1、2(例如在高压釜中)而将下结构性部件1连结至上结构性部件2。限定间隙5的宽度w选择成使得上结构性部件2在压力p下沿着限定间隙5弹性地变形并且向下弯曲至限定间隙5中,使得上结构性部件沿着限定间隙5抵接支撑托具3(参见图2右下角的箭头),从而在施加压力p期间补偿结构性部件1、2之间的厚度公差。
35.因此,限定间隙5用作用于结合过程的整体公差补偿,一旦最终的结构性部件10从高压釜中移除,该限定间隙将弹回初始形状。限定间隙5宽度w可以根据结合过程的各种参数、所使用的材料以及部件的尺寸和形状来适当地限定。示例性参数除其他外包括施加的压力p、上结构性部件2的材料、限定间隙5上方的上结构性部件2的厚度以及结构性部件的预期公差。
36.如图2中可以看到的,类似于图1中的布置,结构性部件1、2在相应相对和互补形状的连结表面1b、2b处遵循台阶形形状。然而,在这种情况下,除了构成下结构性部件的端部区段1a的最后的台阶,结构性部件1、2在由台阶形形状限定的每个单独的台阶处经由机械紧固件12连接,该最后的台阶因此适当地配置成薄的,以便用作粘合剂预连接部。铆钉排因此与粘合剂预连接部分开,这意味着可以根据相应的要求在每个部分中最佳地选择材料的厚度。
37.参考图3,示出了本发明的进一步的实施例。在这种情况下,将插入元件8在连结m2之前和/或期间临时放置在限定间隙5内以在结合过程之前和期间控制粘合剂7从限定间隙5泄漏。插入元件8不与结构性部件1、2形成结合并且仅用作用于制造过程的工具。在这种情况下,上结构性部件2的在限定间隙5和插入元件8上方的部分将因此在插入元件8抵接支撑托具3时向下弹性地变形。因此有效地控制了粘合剂的逸出,而没有放弃限定间隙5内的弹性变形的公差补偿。
38.在前面的详细描述中,出于简化本公开的目的,各种特征在一个或多个示例中被组合在一起。应当理解的是,以上描述旨在是说明性的,而不是限制性的。其旨在涵盖所有替代性方案、修改、以及等同物。对于本领域技术人员来说,在阅读了上述说明书时,许多其
他示例将是显而易见的。选择和描述实施例是为了最好地解释本发明的原理及其实际应用,从而使得本领域的其他技术人员能够最好地利用本发明和具有适合预期的特定用途的各种修改的各种实施例。
39.附图标记列表
[0040]1ꢀꢀꢀꢀꢀꢀꢀꢀ
下结构性部件
[0041]
1a
ꢀꢀꢀꢀꢀꢀꢀ
端部区段
[0042]
1b
ꢀꢀꢀꢀꢀꢀꢀ
连结表面
[0043]2ꢀꢀꢀꢀꢀꢀꢀꢀ
上结构性部件
[0044]
2a
ꢀꢀꢀꢀꢀꢀꢀ
填充部分
[0045]
2b
ꢀꢀꢀꢀꢀꢀꢀ
连结表面
[0046]3ꢀꢀꢀꢀꢀꢀꢀꢀ
支撑托具
[0047]4ꢀꢀꢀꢀꢀꢀꢀꢀ
连结区域
[0048]5ꢀꢀꢀꢀꢀꢀꢀꢀ
限定间隙
[0049]6ꢀꢀꢀꢀꢀꢀꢀꢀ
平面填充元件
[0050]7ꢀꢀꢀꢀꢀꢀꢀꢀ
粘合剂
[0051]8ꢀꢀꢀꢀꢀꢀꢀꢀ
插入元件
[0052]9ꢀꢀꢀꢀꢀꢀꢀꢀ
紧固位置
[0053]
10
ꢀꢀꢀꢀꢀꢀꢀ
主要结构性部件
[0054]
11
ꢀꢀꢀꢀꢀꢀꢀ
纵梁
[0055]
12
ꢀꢀꢀꢀꢀꢀꢀ
机械紧固件
[0056]
13
ꢀꢀꢀꢀꢀꢀꢀ
止裂件
[0057]
14
ꢀꢀꢀꢀꢀꢀꢀ
功能性纤维层
[0058]
100
ꢀꢀꢀꢀꢀꢀ
飞行器
[0059]
p
ꢀꢀꢀꢀꢀꢀꢀꢀ
压力
[0060]mꢀꢀꢀꢀꢀꢀꢀꢀ
方法
[0061]
m1、m2
ꢀꢀꢀ
方法步骤
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。