1.本发明涉及一种灭火器生产设备,尤其是涉及一种灭火器缩口整形组装一体机及缩口整形组装方法。
背景技术:
2.现有的灭火器在生产过程中,筒体、筒底、筒盖在加工后,需要手动将其放置到组装焊接装置中进行组装焊接,其效率较为低下。
3.例如,在中国专利文献上公开的“一种灭火器瓶体自动化组装装置”,其公告号为cn211539254u,包括控制台、油箱、第一油缸、滑座、齿轮箱、支撑箱体、电机、固定模具、活动压边模具、第二油缸、传送带、下料装置、机架、滑轨和送料装置,所述控制台一侧旁设置油箱,在油箱旁设置机架,在机架上设置滑轨,所述滑轨左右两侧上分别设置滑座,在滑座上分别设置齿轮箱与支撑箱体,所述滑座下分别设置第一油缸于机架上,在齿轮箱顶部设置电机,所述支撑箱体设置于齿轮箱一侧旁,在支撑箱体靠内侧设置固定模具;该专利的不足之处在于,需要手动将瓶身和封盖安装到装配位置,才能进行自动组装,而无法进行自动化的转运,因此自动化程度较低,导致生产效率低,人工成本高。
4.再例如,在中国专利文献上公开的“一种悬挂式灭火器瓶缩口机”,其公告号为cn205904325u,包括机架,所述机架上设有旋转装置、压紧装置和缩口装置,所述灭火器瓶设置在旋转装置上,所述压紧装置对放置在旋转装置上的灭火器瓶形成压紧,所述缩口装置对灭火器瓶的圆周端口进行缩口加工,只能实现灭火器的锁扣,而无法进行自动化的转运,导致生产效率低,人工成本高。
技术实现要素:
5.本发明是为了克服现有技术中,灭火器缩口、整形、组装分别完成,在转运过程中需要人力来完成,导致生产效率低,人工成本高的问题,提供一种灭火器缩口整形组装一体机及缩口整形组装方法,可以同时对灭火器进行缩口、整形、组装、并完成自动化转运,自动化程度高,节省了人工成本。
6.为了实现上述目的,本发明采用以下技术方案:本发明,一种灭火器缩口整形组装一体机,包括缩口整形模块、组装模块、用于将筒体上料到缩口整形模块上的第一转运模块、用于将筒体从缩口整形模块转运到组装模块的第二转运模块,用于将组装后的筒体从组装模块下料的第三转运模块;所述第一转运模块包括转向抓手,所述缩口整形模块包括分别位于转向抓手两侧的缩口结构、整形结构、所述组装模块包括筒体安装座,以及分别位于筒体安装座两侧的筒底组装模块和筒盖组装模块。
7.所述第一转运模块将筒体从筒体旋切设备上运送到缩口整形模块,缩口整形模块两侧同时进行加工,分别对筒体进行缩口和整形,使得筒体一端形成预固定台阶,另一端圆度提高,以便于筒体与筒底和筒盖进行预固定,由于旋切设备中流出的筒体运动方向为轴
向方向,而缩口整形模块中筒体又由于需要两头加工必须是横向上料,本技术中的转向抓手可以代替人工进行筒体的转向上料;所述筒底组装模块和筒盖组装模块可以同时对筒底和筒盖进行组装,第三转运模块可以将组装完成的筒体组件转运到后续的焊接设备,设备实现全面自动化,生产效率高,人工成本低。
8.作为优选,缩口结构包括缩口刀具、缩口刀具驱动装置、缩口模具,整形结构包括整形刀具、整形刀具驱动装置、整形模具,缩口模具上设有与缩口刀具适配的缩口凹槽,整形模具的外径小于筒体的内径;本方案中的结构对筒体的两端分别进行缩口和整形,其中,缩口模具上的缩口凹槽使得缩口刀具可以对筒体端部进行压边,压边后形成的台阶可以使得筒体与灭火器筒盖可以进行预固定,而整形模具可以对筒体端部进行内圆整形,从而使得整形后的一端可以和灭火器筒底上的台阶进行预固定,其中,缩口结构驱动装置和整形结构驱动装置分别独立驱动缩口结构和整形结构,缩口刀具驱动装置和整形刀具驱动装置分别独立驱动缩口刀具和整形刀具,使得缩口模具、整形模具的水平运动以及缩口刀具、整形刀具的纵向移动可以按设定的顺序先后进行;在实际生产过程中,筒体端部加工完成后,缩口刀具先向上升起与筒体脱开,然后缩口结构后退,使缩口模具退出筒体,缩口模具退出过程中,整形刀具仍压在筒体的端部,从而对筒体进行固定,使得筒体不会随缩口结构一同后退,待缩口模具完全退出筒体后,整形刀具才向上升起,最后,整形结构后退使得整形模具退出筒体,由于整形,模具的外径小于筒体内径,因此不会将筒体带出;本技术中的该方案可以避免加工后筒体与一侧模具连接的情况。
9.作为优选,组装模块包括筒体安装座、筒体转运结构、筒底筒盖转运结构、筒底筒盖顶紧结构,所述筒底筒盖转运结构包括输送带和位于输送带一端的顶升结构,筒底筒盖顶紧结构包括位于顶升结构上方的翻转结构以及用于将筒底或筒盖顶紧到筒体上的顶紧头;本方案中,通过输送带可以将经过加工的筒底和筒盖运送到顶升结构上,再通过顶升结构将筒底和筒盖顶起进入到翻转结构中,其中通过顶升结构的位置设计可以确定筒底和筒盖的水平位置,而顶升结构的顶升高度可以确定筒底和筒盖的高度位置,翻转结构在翻转后可以将筒底或筒盖与筒体的轴心对准,从而确定筒底和筒盖的角度位置,而顶紧头用于将筒体与筒底或筒盖进行预固定。
10.作为优选,所述筒体转运结构包括转运夹爪结构和转运夹爪驱动结构,转运夹爪结构包括由转运夹爪驱动结构驱动的夹爪安装板,夹爪安装板上安装有上料夹爪和下料夹爪;一旦由于各种因素,例如筒体、筒盖、筒底连接处形状精度不足导致预固定失败,所述第一定位部和第二定位部可以确保筒体、筒盖、筒底可以分别被抓起并运送,避免在运送过程中筒底或筒盖从筒体上脱落砸坏设备中其他部件的情况。
11.作为优选,第一转运模块包括与旋切设备相连的上料输送线,以及用于将筒体从上料输送线上转运到整形缩口结构中的转向抓手,转向抓手包括转运驱动装置、转运座、转运夹爪、平移导向座、转向导向座,所述转运夹爪安装在转运座上,转运座与转运驱动装置连接,转运座上还安装有导向结构,所述导向结构包括位于平移导向座内的平移导向部,以及位于转向导向座内的转向导向部;在筒体的加工过程中,筒体在从旋切设备出料时以其轴向为方向移动,而由于筒体端部加工过程中,需要横向将筒体放入加工位置,因此,在转运过程中,需要对筒体进行90
°
转向;本技术中的转运座上设有导向结构,导向结构在转运驱动装置的带动下运动,所述平移导向部可以用于确定转运座的移动路径,而所述转向导
向部用于确定转运座在平移路径中转向的角度,从而使得转向座在平移的同时也进行转动,进而使得转运夹爪运送筒体的同时对其进行转向,由于转向过程是由转向导向部控制的,因此无需增加转向气缸或其他专用于转向的驱动装置,节省了成本成本,并且能控制灭火器运送路径中的转向角度,确保对筒体的自动化转运。
12.作为优选,第二转运结构包括用于将筒体从整形缩口结构处运送到组装结构处的内部转运台、用于将筒体从整形缩口结构上下料到内部转运台上的整形缩口结构下料装置、用于将筒体从内部转运台处顶起的上料顶升装置。
13.作为优选,整形缩口结构下料装置包括下料导轨、安装在下料导轨上的下料滑台、安装在下料滑台上的下料转轴、用于带动下料滑台移动的下料驱动装置,下料转轴上安装有用于抓取筒体的下料抱爪,下料转轴的一端安装有下料转向摆臂,下料转向摆臂的一端安装有安装在下料转向槽中的下料转向块;该结构通过摆动的方式将筒体转运到内部转运台上,同时,为了避免摆动路径与其他结构干涉,通过下料滑台使得灭火器先平移一段距离,再进行摆动,而通过下料转向摆臂和下料转向槽的组合,可以使得该动作只需要一个驱动装置驱动,降低了成本。
14.作为优选,第三转运模块包括下料旋转座,下料旋转座的两端分别安装有第一托架和第二托架。
15.作为优选,第三转运模块包括下料旋转座,下料旋转座周向方向上均布安装有4个下料托架;下料旋转座旋转一次后,下料托架绕转轴转动90
°
,从而使得后续运送到焊接机中进行焊接时,无需再通过抓手转动灭火器筒体组件。
16.一种灭火器缩口整形组装方法,使用上述的灭火器缩口整形组装一体机完成,包括以下步骤:
①
通过第一转运模块将筒体从旋切设备抓起后旋转90
°
转运到缩口整形模块,筒体在第一转运模块的上料输送线上发生堵塞时,第一转运模块上的上料输送防堵结构会将堵塞处的筒体推出第一转运模块;
②
待筒体运送到待加工位置后, 缩口结构和整形结构朝向筒体移动,缩口模具和整形模具分别插入筒体两端,然后缩口刀具和整形刀具分别对筒体两端进行加工;
③
筒体端部加工完成后,第二转运模块的下料抱爪抱住筒体,然后缩口刀具先向上升起与筒体脱开,然后缩口结构后退,使缩口模具退出筒体,缩口模具退出过程中,整形刀具仍压在筒体的端部,从而对筒体进行固定,使得筒体不会随缩口结构一同后退,待缩口模具完全退出筒体后,整形刀具才向上升起,最后,整形结构后退使得整形模具退出;
④
整形模具退出后,整形缩口结构下料装置将筒体摆动放置到内部转运台上,内部转运台上的筒体在重力作用下滑到靠近组装结构的一侧;
⑤
上料顶升装置将筒体顶起后,组装模块的上料夹爪抓起筒体放到筒体安装座上,同时,组装模块的下料夹爪抓起组装完的筒体组件放到第三转运模块上;
⑥
组装模块的顶升结构将筒底和筒盖顶入到夹紧环中,夹紧环转动使筒底和筒盖对准筒体;
⑦
通过顶紧头将筒底和筒盖顶紧在筒体上,并完成预固定;
⑧
下料夹爪再次抓起组装完的筒体放到第三转运模块上。
17.因此,本发明具有如下有益效果:(1)设备实现全面自动化,生产效率高,人工成本
低;(2)可以避免缩口加工后筒体与一侧模具连接的情况;(3)可以避免在运送过程中筒底或筒盖从筒体上脱落砸坏设备中其他部件的情况;(4)结构简单,降低了成本。
附图说明
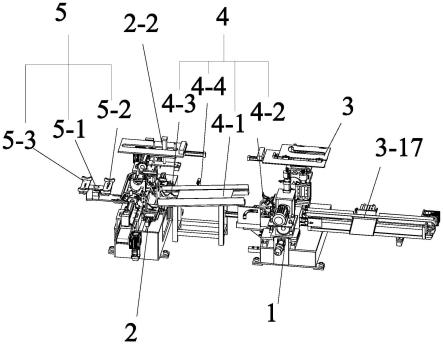
18.图1是本发明实施例一的一种结构示意图。
19.图2是本发明实施例一缩口整形模块的一种结构示意图。
20.图3是本发明实施例一组装模块除筒体转运结构外部分的一种结构示意图。
21.图4是本发明实施例一筒体转运结构的一种结构示意图。
22.图5是本发明实施例一转向抓手的一种结构示意图。
23.图6是本发明实施例一转向抓手在另一个方向上的结构示意图。
24.图7是本发明实施例二的第三转运结构的一种结构示意图。
25.图中:1、缩口整形模块 2、组装模块 3、第一转运模块 4、第二转运模块 5、第三转运模块。
26.1-1、缩口结构包括缩口刀具 1-2、缩口刀具驱动装置 1-3、缩口模具整形结构 1-4、整形刀具 1-5、整形刀具驱动装置 1-6、整形模具 1-7、缩口凹槽。
27.2-1、筒体安装座 2-2、筒体转运结构 2-2-1、夹爪安装板 2-2-2、上料夹爪 2-2-3、下料夹爪 2-2-4、定位爪结构 2-2-5、第一定位部 2-2-6、第二定位部 2-3、翻转结构 2-4、顶紧头 2-5、顶升结构 2-6、挡板结构。
28.3-1、转运驱动装置 3-2、转运座 3-3、转运夹爪 3-4、平移导向座 3-5、转向导向座 3-6、固定套 3-7、转轴 3-8、转向摇臂 3-9、转向块 3-10、平移导向槽 3-11、转向导向槽 3-12、保持部 3-13、转向部 3-14、转运缓冲定位块 3-15、转运升降气缸 3-16、电磁铁吸盘座 3-17、上料输送线。
29.4-1、内部转运台 4-2、整形缩口结构下料装置 4-3、上料顶升装置 4-4、内部转运防堵检测元件。
30.5-1、下料旋转座 5-2、第一托架 5-3、第二托架 5-4、下料托架 5-5、下料到位检测传感器。
具体实施方式
31.下面结合附图与具体实施方式对本发明做进一步的描述。
32.实施例一,如图1-6所示,一种灭火器缩口整形组装一体机,包括缩口整形模块1、组装模块2、用于将筒体上料到缩口整形模块上的第一转运模块3、用于将筒体从缩口整形模块转运到组装模块的第二转运模块4,用于将组装后的筒体从组装模块下料的第三转运模块5;所述缩口整形模块包括缩口结构、整形结构,缩口结构包括缩口刀具1-1、缩口刀具驱动装置1-2、缩口模具1-3,整形结构包括整形刀具1-4、整形刀具驱动装置1-5、整形模具1-6,缩口模具上设有与缩口刀具适配的缩口凹槽1-7,整形模具的外径小于筒体的内径。
33.组装模块包括筒体安装座2-1、筒体转运结构2-2、筒底筒盖转运结构、筒底筒盖顶紧结构,所述筒底筒盖转运结构包括输送带和位于输送带一端的顶升结构2-5,输送带上还安装有用于防止顶升结构外的筒底或筒盖在顶升时被带起的挡板结构2-6,筒底筒盖顶紧
结构包括位于顶升结构上方的翻转结构2-3以及用于将筒底或筒盖顶紧到筒体上的顶紧头2-4;筒体转运结构包括转运夹爪结构和转运夹爪驱动结构,转运夹爪结构包括由转运夹爪驱动结构驱动的夹爪安装板2-2-1,夹爪安装板上安装有上料夹爪2-2-2和下料夹爪2-2-3;上料夹爪包括电磁铁,电磁铁的下侧面与灭火器筒体外侧面形状适配,下料夹爪包括两个定位爪结构2-2-4,所述定位爪结构包括两个定位卡爪,定位卡爪包括第一定位部2-2-5和第二定位部2-2-6,所述第一定位部用于抓紧筒体,第二定位部用于抓紧筒底或筒盖;第一定位部和第二位部之间的间距不小于筒体和筒底上预固定台阶的长度。
34.第一转运模块包括与旋切设备相连的上料输送线3-17,以及用于将筒体从上料输送线上转运到整形缩口结构中的转向抓手,转向抓手包括转运驱动装置3-1、转运座3-2、转运夹爪3-3、平移导向座3-4、转向导向座3-5,所述转运夹爪安装在转运座上,转运座与转运驱动装置连接,转运座上还安装有导向结构,所述导向结构包括位于平移导向座内的平移导向部,以及位于转向导向座内的转向导向部;导向结构包括固定安装在运转座上的固定套3-6和转动连接在固定套内的转轴3-7,转轴的一端与转运夹爪连接,另一端上安装有转向摇臂3-8,转向摇臂一端与所述的转轴连接,另一端上安装有转向块3-9;平移导向座中设有平移导向槽3-10,平移导向槽为直线槽,其宽度与固定套的外径适配,转向导向座内设有转向导向槽3-11,转向导向槽包括与平移导向槽路径相同的保持部3-12,以及弧形的转向部3-13,转向导向槽的宽度与转向块的外径适配,转向块的形状为圆盘形;平移导向座上安装有转运缓冲定位块3-14;转运夹爪的包括转运升降气缸3-15和电磁铁吸盘座3-16;转运驱动装置为气缸,其气杆的一端与转运座固定连接。
35.第二转运结构包括用于将筒体从整形缩口结构处运送到组装结构处的内部转运台4-1、用于将筒体从整形缩口结构上下料到内部转运台上的整形缩口结构下料装置4-2、用于将筒体从内部转运台处顶起的上料顶升装置4-3;整形缩口结构下料装置包括下料导轨、安装在下料导轨上的下料滑台、安装在下料滑台上的下料转轴、用于带动下料滑台移动的下料驱动装置,下料转轴上安装有用于抓取灭火器筒体的下料抱爪,下料转轴的一端安装有下料转向摆臂,下料转向摆臂的一端安装有安装在下料转向槽中的下料转向块,下料驱动装置为气杆与下料滑台连接的气缸,下料转向槽包括下料保持部和下料转向部;待整形缩口完成后,下料抱爪抱住灭火器筒;然后下料驱动装置带动下料滑台移动,下料转轴端部位于下料保持部中时,灭火器筒体平移,下料转轴端部位于下料转向部中时,灭火器筒体摆动到内部转运台上;内部转运台从整形缩口结构的一侧到组装结构的一侧高度逐渐降低,内部转运台在朝向组装结构的一侧处安装有挡板和上料顶升装置;灭火器落到内部转运台上后,在重力作用下滚动到靠近组装结构的一侧,内部转运台上设有内部转运防堵检测元件4-4,可以在内部转运台堵塞时进行报错。
36.第三转运模块包括下料旋转座5-1,下料旋转座的两端分别安装有第一托架5-2和第二托架5-3。
37.一种灭火器缩口整形组装方法,使用上述的灭火器缩口整形组装一体机完成,包括以下步骤:
①
通过第一转运模块将筒体从旋切设备抓起后旋转90
°
转运到缩口整形模块,筒体在第一转运模块的上料输送线上发生堵塞时,第一转运模块上的上料输送防堵结构会将堵塞处的筒体推出第一转运模块;
②
待筒体运送到待加工位置后, 缩口结构和整形结构朝向筒体移动,缩口模具和整形模具分别插入筒体两端,然后缩口刀具和整形刀具分别对筒体两端进行加工;
③
筒体端部加工完成后,第二转运模块的下料抱爪抱住筒体,然后缩口刀具先向上升起与筒体脱开,然后缩口结构后退,使缩口模具退出筒体,缩口模具退出过程中,整形刀具仍压在筒体的端部,从而对筒体进行固定,使得筒体不会随缩口结构一同后退,待缩口模具完全退出筒体后,整形刀具才向上升起,最后,整形结构后退使得整形模具退出;
④
整形模具退出后,整形缩口结构下料装置将筒体摆动放置到内部转运台上,内部转运台上的筒体在重力作用下滑到靠近组装结构的一侧;
⑤
上料顶升装置将筒体顶起后,组装模块的上料夹爪抓起筒体放到筒体安装座上,同时,组装模块的下料夹爪抓起组装完的筒体组件放到第三转运模块的第一托架或第二托架上;
⑥
组装模块的顶升结构将筒底和筒盖顶入到夹紧环中,夹紧环转动使筒底和筒盖对准筒体;
⑦
通过顶紧头将筒底和筒盖顶紧在筒体上,并完成预固定;
⑧
下料夹爪再次抓起组装完的筒体放到第三转运模块的第一托架或第二托架上。
38.实施例二,如图7所示,一种灭火器缩口整形组装一体机,与实施例一的区别在于,第三转运模块5包括下料旋转座,下料旋转座周向方向上均布安装有四个下料托架5-4,第三转运模块还包括用于检测下料旋转座是否检测到位的下料到位检测传感器5-5。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。