1.本发明涉及机械加工技术领域,尤其涉及一种双层弯管成型方法。
背景技术:
2.随着工业的发展、科技的进步,弯管在管路系统中应用越来越广泛。弯管主要用于改变管路的方向,进而改变管路中流体的流向,常见的弯管大多数均为单层弯管,单层弯管在长期的使用中会降低管路系统的稳定性,尤其表现为弯管处的强度下降,弯管内壁变薄,因此通常需要在弯管处套设一层外管,用于提高弯管处强度和稳定性。
3.但是现有技术中,双层弯管成型的方法大多是先将内管进行弯曲成型为预设角度,然后将外管也弯曲成型为预设角度,之后通过线割工艺将外管切割为若干段,通过焊接工艺将线割后的每一段外管焊接在内管上。由此可见现有技术的双层弯管的旱道多,在后期使用过程中弯管的稳定性差,容易发生管内流体泄露的风险;需要配合线割工艺,使得工艺步骤繁琐,增加生产成本。
4.因此,亟需设计一种双层弯管成型的方法来解决现有技术中存在的上述技术问题。
技术实现要素:
5.本发明的目的在于提出一种双层弯管成型的方法,该方法不需要线割外管,减少焊缝,简化工艺步骤,节约成本,能够提高弯管件的可靠性和稳定性。
6.为达此目的,本发明采用以下技术方案:
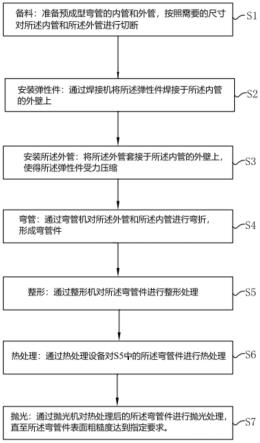
7.本发明提供一种双层弯管成型方法,包括以下步骤:
8.s1、备料:备预成型弯管的内管和外管,按照需要的尺寸对所述内管和所述外管进行切断;
9.s2、安装弹性件:通过焊接机将所述弹性件焊接于所述内管的外壁上;
10.s3、安装所述外管:将所述外管套接于所述内管的外壁上,使得所述弹性件受力压缩;
11.s4、弯管:通过弯管机对所述外管和所述内管进行弯折,形成弯管件;
12.s5、整形:通过整形机对所述弯管件进行整形处理;
13.s6、热处理:通过热处理设备对整形处理后的所述弯管件进行热处理;
14.s7、抛光:通过抛光机对热处理后的所述弯管件进行抛光处理,直至所述弯管件表面粗糙度达到指定要求。
15.作为一种优选方案,所述步骤s1中,通过锯管机对所述内管和所述外管进行切断。
16.作为一种优选方案,所述步骤s2中,通过点焊的焊接方式将所述弹性件焊接于所述内管的外壁上。
17.作为一种优选方案,所述弯管机的最大送料行程为2000mm,最大穿心长度为2800mm,最大弯曲半径≤175mm,最大弯曲角度≤185
°
。
18.作为一种优选方案,所述步骤s1中,通过打磨机对所述内管的外壁进行打磨处理。
19.作为一种优选方案,所述弯管件的弯曲角度为80
°‑
135
°
。
20.作为一种优选方案,所述外管的内径比所述内管的外径大2mm-10mm。
21.作为一种优选方案,所述整形处理包括过球处理。
22.作为一种优选方案,所述步骤s6中所述热处理设备为超高频感应加热炉。
23.作为一种优选方案,所述超高频感应加热炉的热处理温度为300℃-500℃,保温时间≥23min。
24.本发明的有益效果在于:本发明提供一种双层弯管成型方法,该方法不需要线割外管,进而减少了外管的焊缝,提高弯管件的稳定性和可靠性。同时在内管和外管中固定安装有弹性件,进而可以有效地缓冲甚至抵消内管和外管由于热胀冷缩而产生形变,在弯管过程中也不会造成内管和外管发生较大的变形。提高弯管件的可靠性和稳定性,简化工艺流程,节约成本。
附图说明
25.图1为本发明实施例提供的双层弯管成型方法的工艺流程示意图。
具体实施方式
26.为使本发明解决的技术问题、采用的技术方案和达到的技术效果更加清楚,下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
27.在本发明的描述中,除非另有明确的规定和限定,术语“相连”、“连接”、“固定”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
28.在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
29.在本实施例的描述中,术语“上”、“下”、“左”、“右”等方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化操作,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅仅用于在描述上加以区分,并没有特殊的含义。
30.如图1所示,本实施例中提供一种双层弯管的成型方法,该方法可以用于机械加工领域将双层管弯曲成型为预定角度,该方法主要包括以下步骤:
31.s1、备料:准备预成型弯管的内管和外管,按照需要的尺寸对内管和外管进行切断。
32.示例性地,首先将内管和外管放置在锯管机的平台上,并用固定结构将内管和外
管进行夹持固定,这样有利于保证在切断内管和外管时,内管和外管能够保持一定的稳定性,避免内管和外管由于震动而降低加工精度和准确性。用户可以根据实际情况需求的内管和外管的尺寸,进而通过锯管机得到相应尺寸的内管和外管。
33.在本步骤中,在备料后,通过使用打磨机对内管的外表面进行打磨,去除内管外壁上的铁锈、污渍等其他杂质,这样有利于在下一步工序(s2)中弹性件能够稳定地焊接于内管的外壁上,提高焊接强度和牢固性。
34.s2、安装弹性件:通过焊接机将弹性件焊接于内管的外壁上。
35.在本步骤中,将弹性件套装于内管的外壁上,然后利用焊接机通过点焊或碰焊的方式将弹性件焊接在内管的外壁上,进而提高弹性件与内管连接的稳定性。
36.s3、安装外管:将外管套接于内管的外壁上,使得弹性件受力压缩。
37.在本步骤中,将外管通过套接的方式安装于弹性件上,使得弹性件受力压缩,这样有利于保证外管不会从弹性件上脱离,便于在s4弯管的过程中,内管和外管保持一定的稳定性而不发生滑移。示例性地,可以通过旋拧的方式将外管沿着弹性件自身螺旋的方向进行转动,进而使得外管能够套接于弹性件上。
38.优选地,弹性件的外径比外管的内径大1mm-3mm,这样在外管套接在弹性件上时,弹性件由于受到外管内壁施加的力而受力压缩,进而能够提高外管与弹性件和内管连接的可靠性。在内管和外管之间设置弹性件能够使得在后期管件的使用过程中,当管件受到外界环境因素的影响而热胀冷缩时,弹性件可以有效地平衡内管和外管变形所产生的应力,避免管件受热时内管和外管发生碰撞,管件受冷时内管和外管发生脱离等现象,进而使得弹性件对管件起到缓冲和支撑的作用。
39.s4、弯管:通过弯管机对外管和内管进行弯折,形成弯管件。
40.示例性地,将弯管机的主轴穿过内管,弯管机的弯曲臂包覆在外管的外壁上,进而通过预设弯曲角度对内管和弯管进行弯折,进而形成弯管件。值得注意的是,用户可以根据实际情况需要设定弯管件的弯曲角度为80
°‑
135
°
,例如弯曲角度为80
°
、90
°
、125
°
、135
°
等。当弯曲角度小于80
°
时,这样当流体流动到弯管件时,由于弯管件弯曲角度过小,进而会形成“急转弯”的情况,加剧了内管中流体对内管内壁的冲击作用,进而增加了内管受损坏的风险。
41.在本步骤中,弯管机的最大送料行程为2000mm,最大穿心长度为2800mm,最大弯曲半径≤175mm,最大弯曲角度≤185
°
。
42.进一步地,在弯管机弯管的过程中,弹性件能够随着内管和外管的弯曲而弯曲,这样在弯管的过程中弹性件能够使得内管和外管始终不会接触,进而避免了在弯管过程中内管和外管发生挤压变形的风险,同时在弯管过程中,弹性件能够很好地缓冲弯曲应力,从而降低了管路内壁的形变量。
43.s5、整形:通过整形机对弯管件进行整形处理。
44.优选地,本实施例的整形机为油压四柱整形机,该整形机以2-20mpa的液体压力为动力源,采用快速子母缸液压回路,油温低,快行速度在160mm/s以上,工进速度约15-20mm/s,外接三相ac380v,50hz或三相ac220,60hz交流电源。
45.该油压四柱整形机由四根油压柱和三块工作板构成,工作板的垂直精度由四个精密导套控制,每一个工作板的任意位置的平行精度高;具有自动计数功能,安全设计周全,
双手操作,并设有手动和半自动两种控制方式,手动可将压装上模停在任意行程范围内,配有紧急回升按钮,也可加装红外线护手装置。
46.在本步骤中,整形处理还包括过球处理。当油压四柱整形机对弯管件整形完毕后,为了保证弯管件的内管圆柱度、形位公差等参数达到预设要求,对内管进行过球处理,进而保证内管中的流体能够顺利流通,减弱流体对内管的冲击力,防止内管受损,延长弯管件的使用寿命。
47.s6、热处理:通过热处理设备对s5中的弯管件进行热处理;
48.优选地,本实施例采用超高频感应加热炉对弯管件进行热处理,超高频感应加热炉能够同时满足:正火、回火、淬火以及退火的工艺条件,使得热处理设备一体化,同时简化工艺步骤,节约成本。超高频感应加热炉是利用电磁感应原理,由电力转换器、控制电路和磁感应线圈组成,将待进行热处理的弯管件放入磁感应线圈中,在进行热处理时,磁感应线圈中通过高频交变电流,磁感应线圈周围随之产生交变磁场,进而磁力线穿过弯管件产生大量涡流,涡流使金属离子高速无规则运动,分子相互碰撞,摩擦,从而产生热能,达到热处理的效果。
49.具体地,超高频感应加热炉的热处理温度为300℃-1000℃,保温时间≥28min。优选地,以45号钢材(含碳量0.42%-0.45%)作为内管和外管的材质,其热处理的最高温度为正火850℃,因此超高频感应加热炉能够满足热处理的工艺条件。
50.s7、抛光:通过抛光机对s6中的弯管件进行抛光处理,直至弯管件表面粗糙度达到指定要求。
51.优选地,通过多圆管抛光机多加工成型的弯管件进行抛光处理,多圆管抛光机由抛磨和输送装置两大机构组成,通过调节磨头进给量,可对弯管件进行大余量磨削或精细磨抛,通过调节导向轮间距,可对不同规格的弯管件进行加工,输送装置采用无级变速装置,可以通过改变加工件的进给速度,使工件达到理想的磨抛效果,进而保证弯管件的表面粗糙度达标。
52.与现有技术相比,本技术中的双层弯管成型方法不需要线割外管,进而减少了外管的焊缝,提高弯管件的稳定性和可靠性。同时在内管和外管中固定安装有弹性件,进而可以有效地缓冲甚至抵消内管和外管由于热胀冷缩而产生形变,在弯管过程中也不会造成内管和外管发生较大的变形。提高弯管件的可靠性和稳定性,简化工艺流程,节约成本。
53.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。