1.本发明涉及一种用于借助激光射束切割工件的方法以及一种设置用于实施该方法的激光加工设备。
背景技术:
2.在用于借助激光射束切割工件的激光加工设备中,从激光射束光源或者激光传导纤维的一端射出的激光射束借助射束引导光学器件和聚焦光学器件传导到待加工的工件上,以便在工件上的激光光斑上通过材料的熔化和/或蒸发构造切缝(schnittfuge)。
3.us 2002/0088784 a1和us 6,664,504 b2描述一种用于借助激光射束切割或者焊接的系统,其中,主激光射束被分为中心射束和环形形状的或者圆柱形状的外围射束,其中,中心射束聚焦到聚焦点上,外围射束聚焦到环形的聚焦区上,该聚焦区是与聚焦点分开的。
4.de 11 2014 006 673 t5和wo 2016/029396 a1描述一种光学透镜,该光学透镜在光轴上具有多个焦点,该光学透镜在激光加工时应用。
5.de 10 2008 053 397 a1描述一种用于借助激光辐射对工件进行熔融切割的方法,其中,通过匹配激光射束的在激光射束的射束传播方向上的径向延伸尺度和/或通过激光射束的焦点的与进给运动相叠加的运动,来改变切割前沿的倾斜角。
6.de 10 2019 108 681 a1描述一种用于在激光材料加工时通过激光射束的一部分的多次镜反射来产生多重光斑的设备和方法。在具有双光斑的例子中,镜子的移动引起两个子射束之间的功率划分的变化。借助镜子的倾斜产生两个子射束之间的小角度,从而这些子射束在不同的位置上入射在工件上。
7.de 10 2018 205 545 a1描述用于借助激光射束加工工件的、尤其用于激光切割的激光加工头,该激光加工头包括双折射分束元件,该双折射分束元件用于将激光射束划分为两个子射束。双折射分束元件具有与射束入射面不平行地定向的射束射出面。聚焦光学器件将子射束聚焦。
技术实现要素:
8.在激光切割时,表面粗糙度随着切割面上的切割速度的增加而增大,直到达到切割中断。其原因在于局部切割前沿角的减小或者以下激光辐射的局部减小的入射角,该激光辐射导致所吸收的辐射强度的局部最大值。因此,随着切割速度增加,切割前沿上的所吸收的辐射强度可能变得不均匀,这又可能导致下述缺点:由于所吸收的辐射强度的增加,材料可能开始蒸发。由此,局部地熔化更多的材料体积。然后,熔化的材料的体积流大部分在蒸发位置的上方通过切割面排出。大部分在此在切割面上凝固,使得表面粗糙度增加。能实现的表面粗糙度因此可以通过熔化的材料与排出的材料之间的比例注明。如果材料不再从工件下侧排出,则切割中断。
9.本发明的任务在于,提供一种用于借助激光射束切割工件的方法和激光加工设
备,以便即使在较高的切割速度的情况下和/或在具有切割面的较低的表面粗糙度的情况下也以成本有利的方式实现切缝的精确且干净的构造。值得期望的是,在切割速度和/或切割面的表面粗糙度方面优化激光切割过程,尤其是在材料强度≥1mm、或者甚至≥10mm的情况下。
10.该任务通过根据本发明的借助激光射束切割工件的方法和设备来解决。在扩展方案中给出优选的实施方式的特征。
11.根据一个方面,用于借助激光射束切割工件的方法包括:通过射束成形元件将激光射束划分为初级射束和至少一个次级射束;和使初级射束和次级射束沿着切割路径射入,以便构造切缝,其中,次级射束跟随(nachfolgen)初级射束,其中,根据至少一个工艺参数调整至少一个划分参数,用于划分激光射束,并且其中,至少一个划分参数包括:次级射束的数量、初级射束的和/或次级射束的焦点位置、初级射束的和/或次级射束的焦点直径、初级射束的和/或次级射束的功率、初级射束与至少一个次级射束之间的功率分布和初级射束与至少一个次级射束之间的间距。初级射束与至少一个次级射束之间的间距通过初级射束的和次级射束的焦点或焦点位置的(横向)间距来定义,并且也可以被称为光斑间距(即所谓的初级光斑与所谓的次级光斑之间的间距)。因此,该间距不取决于工作间距或与工件表面的间距。
12.初级射束的和次级射束的射入可以包括:在工件上构造初级光斑或主激光光斑和至少一个次级光斑或次要激光光斑。
13.本发明基于如下基本思想:通过划分激光射束沿着用于切割工件的切割路径产生激光射束的双重或者多重激光光斑,并且通过根据工艺参数对划分的至少一个参数的调整来控制到加工区中(尤其是在相应的激光光斑的位置上)的能量输入。因此,以沿切割方向跟随(nachfolgt)初级光斑的方式在过程相互作用区中定位次级光斑。通过跟随初级射束的次级射束的射入,可以有针对性地避免在切割前沿上的所吸收的辐射强度的局部最大值或避免达到蒸发温度。因为:以沿切割方向跟随初级光斑的方式定位的次级射束可以避免局部切割前沿角的减小和所吸收的辐射强度的与此相关的不均匀的增加。因此,在考虑过程区中的上述作用关联的情况下可能的是,有针对性地调整划分参数并且由此提高最大切割速度和/或减小切割面的表面粗糙度。
14.划分参数是将激光射束划分为初级射束和至少一个次级射束的参数。在加工区域中发生对激光射束的激光的吸收,由此构成切缝。主射束或主激光射束形成初级激光斑点或初级激光光斑或初级光斑或主激光光斑,至少一个次级射束或次要激光射束形成至少一个次级激光斑点或次级激光光斑或次级光斑或次要激光光斑。通过射束划分,到工件中的能量输入分布到初级激光光斑和至少一个次级激光光斑上,其中,次级射束沿着切割路径跟随初级射束,并且根据至少一个工艺参数调整划分参数中的至少一个划分参数。这尤其在高切割速度的情况下实现切割过程的更好的控制或者实施和质量,和/或实现更高的切割速度。
15.切割速度是沿着切割路径的初级射束与工件之间的相对速度。例如,可以例如通过使将激光射束射入的激光加工设备运动或者通过激光加工设备中的扫描单元来使激光射束在工件上运动,和/或可以使工件以进给速度运动。
16.根据至少一个工艺参数对划分参数中的至少一个划分参数的调整,可以尤其在切
割期间进行。
17.优选地,初级射束和/或次级射束是非偏振的。优选地,射束成形元件是非双折射光学元件,即在通过射束成形元件划分激光射束时不进行双折射。
18.次级射束跟随初级射束,即以在切割方向上跟随的方式在初级射束后方引导至少一个次级射束。因此,在切割时,次级射束在初级射束之后入射到相应的加工区域中。不仅初级射束、而且次级射束都沿着切割路径射入。因此,在切割时,次级射束可以入射到已通过初级射束加工的加工区域上和/或可以增大加工区域。通过对激光射束的划分和对划分参数中的至少一个划分参数的调整,可以影响或者控制切割前沿的沿着切割路径和/或横向于该切割路径的几何形状。
19.至少一个次级射束可以例如与初级射束在相同的路径上被引导,即与初级射束扫描相同工件表面。但是,至少一个次级射束中的一个次级射束也可以相对于如下路径横向错位地被引导:所述初级射束在该路径上被引导;在此,不仅次级射束、而且初级射束都沿着切割路径被引导。如下路径也被称为初级射束并且优选相应于切割路径:所述初级射束在该路径上被引导。次级射束在初级射束的尾迹(nachlauf)中被引导,优选在初级射束的初级路径上被引导,即与初级射束在相同的路径上被引导。
20.初级射束和至少一个次级射束优选射入到相同的加工区域中,即射入到激光射束与工件的相互作用区域中。即,初级射束和至少一个次级射束同时射入到相同的加工区域中。该相互作用区域也可以被称为过程相互作用区。该相互作用区域可以包括熔池或者可以包括具有有时出现的蒸发的熔融膜(schmelzefilm)。
21.在实施方式中,多个次级射束可以依次沿着切割路径射入。优选地,不仅初级射束、而且多个次级射束依次在相同的路径上、例如在切割路径上被引导。
22.优选地,初级射束和次级射束是彼此错位的或是彼此间隔开的。因此,优选地,初级射束和次级射束不在工件表面上重叠,和/或初级射束的和次级射束的焦点优选不重叠。优选地,初级射束和次级射束不是同轴的。优选地,初级射束和次级射束分别具有点状的或者圆形的射束横截面。因此,初级射束和次级射束优选不是环形的。例如,初级射束和相应的次级射束可以分别在工件上形成点状的或者圆形的激光光斑。
23.初级射束和至少一个次级射束在下文中也被称为子射束。
24.用于切割的方法例如可以是用于激光熔融切割的方法或者用于激光烧蚀切割(laserbrennschneiden)的方法。尤其是借助惰性工艺气体的切割(激光熔融切割)特别从该方法中受益,该惰性工艺气体例如是氮气和/或氩气,该惰性工艺气体例如与加工激光同轴地从切割头中逸出并且对加工区产生影响。在激光烧蚀切割时,可以通过调整至少一个划分参数在切缝的尾迹中防止矿渣粘附,并且可以确保成功的激光切割。
25.优选地,根据至少一个工艺参数调整划分参数中的至少一个划分参数。所述工艺参数可以包括下述工艺参数中的至少一个工艺参数:切割速度、尤其是瞬时切割速度,工件的(尤其是在待构造的切缝的位置上的)材料强度或者厚度,工件的材料类型(例如金属或者塑料)或者材料(例如铜、钢、铝),喷嘴类型,喷嘴几何形状,喷嘴开口直径,未被划分的激光射束的射束参数乘积,未被划分的激光射束的发散角,(用于将激光射束耦入到激光加工头中的)光导纤维的或光导线缆的纤维直径,未被划分的激光射束的激光功率,未被划分的激光射束的脉冲开启时间,未被划分的激光射束的脉冲关闭时间,未被划分的激光射束的
脉冲峰值功率,工艺气体类型(惰性或者活性),工艺气体压力,工艺气体(例如氩气、氧气、压缩空气、氮气),未被划分的激光射束的焦点位置(尤其是在与加工位置上的工件的表面正交的方向上的或者在激光射束的传播方向上的焦点位置),使初级射束和次级射束射入的激光加工设备的光学系统的成像比例,未被划分的激光射束的焦点直径,与工件的间距(尤其是激光加工设备或激光加工头或喷嘴与工件表面的间距),切割前沿角或者(初级射束的和/或次级射束的)在切割前沿上的局部入射角,切割深度,如下最大切割深度,自该最大切割深度起在切割面上形成不规则的沟槽(即如下切割深度,自该切割深度起切割面上的沟槽开始变得不规则)。成像比例尤其可以是用于使初级射束和至少一个次级射束沿着切割路径射入的激光加工头的成像比例,尤其可以是激光加工头的光学系统的成像比例。例如在通过光导纤维供应的激光射束的情况下,成像比例可以是焦点直径与纤维芯直径的比例。
26.初级射束的和次级射束的沿着切割路径的射入例如可以包括:调整射束成形元件,其中,调整次级射束相对于初级射束的位置。对射束成形元件的调整例如可以包括射束成形元件围绕入射的激光射束的光轴的旋转和/或对射束成形元件导入(eingef
ü
hrt)到激光射束中的导入长度的调整。通过这种方式,次级射束可以以能调整的间距和/或在能调整的方向上跟随初级射束。
27.在实施方式中,初级射束和次级射束通过激光加工头射入,其中,激光加工头包括:用于将激光射束划分为初级射束和至少一个次级射束的射束成形元件。激光加工头尤其可以进一步包括:用于准直激光射束的准直光学器件和用于聚焦激光射束的聚焦光学器件。经准直的激光射束可以是(几乎)共线的射束聚束,或者具有与所供应的激光射束相比减小的发散度的射束聚束/激光射束。聚焦光学器件可以包括透射的和/或反射的光学元件,例如透镜、透镜组、镜子、镜子组、f-theta镜头或者类似物。射束成形元件优选是与聚焦光学器件分开的。优选地,聚焦光学器件在射束路径中布置在射束成形元件后方。射束成形元件可以布置在准直光学器件后方。因此,射束成形元件可以布置在经准直的激光射束中。尤其是,射束成形元件可以布置在准直光学器件与聚焦光学器件之间。替代地,准直光学器件可以在射束成形元件后方。因此,射束成形元件可以布置在发散的(提供的)激光射束中。
28.初级射束的焦点和次级射束的焦点例如可以位于所构成的初级光斑或者次级光斑中或者下方或者上方,或可以位于工件的表面上或者下方或者上方。
29.优选地,初级射束和至少一个次级射束穿过相同的(共同的)准直光学器件和/或聚焦光学器件。
30.射束成形元件可以是能运动的或者能切换的或者能停用的射束成形元件。例如,可以通过射束成形元件打开和关闭激光射束成为初级射束和至少一个次级射束的划分,和/或射束成形元件能够从激光射束的射束路径中运动出来并且能够运动进入到激光射束的射束路径中。
31.在实施方式中,射束成形元件包括或者是折射光学元件、尤其是非偏振的折射光学元件。优选地,射束成形元件是光学各向同性的。
32.光折射(也被称为折射或者衍射)在光穿透如下界面或者表面时出现:在该界面或者表面处折射指数跳跃式地变化。尤其是当光以不等于90
°
的角度入射到光折射板的截面或者表面上时,光折射出现。
33.优选地,射束成形元件设置用于使穿过射束成形元件的次级射束偏转。例如,射束成形元件可以具有光学面,该光学面倾斜于入射的激光射束的射束平面布置,该光学面例如是楔形板的光学面。如下平面被称为射束平面:入射的激光射束与该平面正交(即法向)。
34.射束成形元件可以包括至少一个光折射板、例如楔形板。优选地,相应的光折射板是光学各向同性的。
35.在实施方式中,对至少一个划分参数的调整通过射束成形元件的运动实现。
36.作为射束成形元件的折射光学元件可以大幅简化对划分参数的调整并且可以实现简单的构造。因此,与例如在使用镜子的情况下不同,折射光学元件可以实现对划分参数的直接调整,其方式是:例如使该折射光学元件(或者相应的光折射板)运动(旋转、倾斜、摆动、移位)。
37.例如,对初级射束与至少一个次级射束之间的间距的调整可以通过射束成形元件的旋转或者通过对射束成形元件的布置角度的调整实现。因此,可以很容易地调整光斑间距。例如,射束成形元件可以围绕平行于射束平面的轴旋转。布置角度可以是射束成形元件的光学面关于射束平面的角度。
38.例如,对初级射束与至少一个次级射束之间的功率分布的调整可以包括射束成形元件(例如光折射板)或者射束成形元件的至少一个光折射板在横向于入射的激光射束的光轴的方向上的运动。例如,对初级射束与至少一个次级射束之间的功率分布的调整可以包括对射束成形元件(或者射束成形元件的至少一个光折射板)与激光射束的横截面的重叠的调整。
39.例如,对次级射束的数量的调整可以包括射束成形元件(例如光折射板)或者射束成形元件的至少一个光折射板在横向于入射的激光射束的光轴的方向上的运动。
40.折射光学元件也可以被称为光折射光学元件或者屈光(refraktiv)光学元件。射束成形元件可以包括或者可以是例如至少一个楔形板、轴锥镜阵列、至少一个透镜组和/或相对于激光射束的传播方向倾斜地布置的板。该板例如可以具有平行的光学面。光学面是如下面:至少一个子射束通过该面入射到光折射板中或者从光折射板中射出。光学面是板的彼此对置的表面。因此,该板也可以是如下板:在该板的情况下,第一表面平行于第二表面,子射束通过该第一平面入射到该板中,子射束通过该第二表面从该板中射出。通过由折射光学元件划分激光射束,可以借助尽可能少数量的光学元件实现激光射束的划分。尤其是,可以使射束成形元件的损耗功率最小化。
41.例如,射束成形元件可以具有至少一个光折射板,其中,每个光折射板分配有激光射束的至少穿透该光折射板的一个子射束。多个光折射板例如可以分级地(gestaffelt)依次沿着激光射束的传播方向布置,其中,优选地,第一子射束(例如初级射束)不穿过光折射板中的任何一个光折射板,第二子射束(例如第一次级射束)只穿过第一光折射板,并且相应的另外的子射束(例如另外的次级射束)附加地分别穿过光折射板中的另外的光折射板。多个光折射板例如可以并排地在横向于激光射束的传播方向的方向上错位地布置,其中,相应的子射束(例如次级射束)穿过一个(或者仅一个)相应的光折射板。例如,第一子射束(例如初级射束)不穿过光折射板中的任何一个光折射板。
42.在实施方式中,射束成形元件包括或者是至少一个光折射板,该至少一个光折射板布置在激光射束的部分横截面中,其中,子射束、尤其是初级射束不穿过所述至少一个光
折射板。优选地,所述至少一个次级射束沿着传播方向穿过所述至少一个光折射板。优选地,光折射板设置用于,使在传播方向上穿过光折射板的非偏振激光保持是非偏振的。该光折射板例如可以是非偏振的。
43.光折射板也可以被称为折射板或者屈光板。光折射板可以是楔形板或者可以具有平行的光学面。光折射板是折射光学元件。优选地,相应的光折射板是光学各向同性的。
44.通过射束成形元件将激光射束划分为初级射束和至少一个次级射束的步骤,例如可以是通过至少一个光折射板将激光射束划分为初级射束和至少一个次级射束的步骤,其中,至少一个光折射板布置在激光射束的部分横截面中,其中,初级射束不穿过所述至少一个光折射板,并且其中,至少一个次级射束沿着相应的传播方向穿过所述至少一个光折射板,其中,光折射板设置用于使在传播方向上穿过光折射板的非偏振激光保持是非偏振的。
45.相应的子射束(例如次级射束)在板中的传播方向也可以被称为穿过方向(durchlaufrichtung),子射束在该穿过方向上穿过该板。
46.光折射板使得能够划分激光射束,以便产生激光射束的双重或者多重激光光斑,而不改变激光射束的偏振性能,其方式是,激光射束的仅一部分穿过光折射板并且由此相对于激光射束的另一部分偏转。这使得能够(至少对于一个子射束而言)获得激光射束的有利的偏振性能,尤其是不仅对于初级射束而言、还对于至少一个次级射束而言。
47.光折射板设置用于使非偏振激光保持是非偏振的,尤其是在传播方向上穿过光折射板的情况下。因此,该光折射板设置用于获得非偏振激光的偏振性能,尤其是当该非偏振激光在传播方向上穿过该光折射板时。即,光折射板设置用于获得非偏振激光的偏振度。如此,当使用随机偏振激光射束或者非偏振激光射束时,激光射束在穿过该光折射板时不在其偏振方面发生改变并且尤其不偏振。这可以使得能够产生初级射束和次级射束的期望的强度比例,而不在激光射束的射束路径中由于借助偏振进行的射束划分而产生不允许的高吸收。与通过双折射元件进行的射束划分不同,不发生所产生的初级射束和次级射束的偏振,并且期望的强度比例可以通过光折射板的适合的布置而产生。
48.例如,划分参数中的、根据至少一个工艺参数调整的至少一个划分参数可以通过调设至少一个光折射板来调整。
49.子射束、例如初级射束不穿过该光折射板。即,所涉及的子射束从光折射板旁边经过。
50.在实施方式中,激光射束、初级射束和至少一个次级射束中的至少一个是非偏振的。非偏振光也可以被称为具有交替的随机偏振的随机偏振光。
51.在实施方式中,射束成形元件包括至少一个光折射楔形板。楔形板可以是所描述的光折射板。
52.例如,楔形板的厚度可以在从激光射束的射束横截面的边缘区域至入射的激光射束的光轴的方向上相应于楔形板的楔角而增加或者减小。例如,楔形板可以横向于该方向在两侧延伸,尤其是在两侧至少在激光射束的射束横截面上延伸,或者在两侧越过激光射束的射束横截面延伸。
53.优选地,楔形板的楔角在0.001rad至0.1rad的范围中、优选在0.001rad至0.01rad或者0.0015rad至0.00567rad的范围中。
54.在实施方式中,射束成形元件包括至少一个光折射板,该至少一个光折射板在至
少一个光学面上具有相对于入射的激光射束的射束平面的倾斜角,其中,在-0.9rad至0.9rad的范围内、优选在-0.27rad至0.27rad的范围内调整该倾斜角。
55.优选地,该光学面是如下面:所涉及的子射束通过该面从光折射板中射出。
56.优选地,该光学面在从激光射束的边缘区域至入射的激光射束的光轴的方向上倾斜于射束平面延伸。例如,楔形板可以横向于该方向在两侧延伸,尤其是在两侧至少在激光射束的射束横截面上延伸,或者在两侧越过激光射束的射束横截面延伸。
57.该光折射板可以是楔形板。在光折射板具有平行的光学面的情况下,优选地,该倾斜角不等于0.000rad、即不等于0mrad。
58.优选地,在0.1mm至2mm的范围内、优选在0.225mm至0.85mm的范围内调整至少一个次级射束的激光光斑与初级射束的激光光斑之间的沿着切割方向的间距d。
59.优选地,在0.1至0.9的范围内、优选在0.2至0.8的范围内调整初级射束相对于初级射束和至少一个次级射束的总功率的功率份额。该功率份额尤其可以不等于0.5。优选地,初级射束具有子射束的最大功率。初级射束的小于0.5的功率份额也可以在激光熔融切割和/或激光烧蚀切割时带来优点。
60.例如,该工件是金属工件,尤其由钢合金、铝合金、铜合金和/或黄铜合金制成。该工件尤其可以由结构钢合金、不锈钢合金、铝合金、铜合金和/或黄铜合金制成。该工件也可以由铝、铜或者黄铜制成。
61.该工件优选具有≥1mm的材料强度、尤其具有≥10mm的材料强度。材料强度应理解为工件在射束传播方向上、即在切割深度的方向上的延伸尺度。
62.优选地,激光射束具有红外线范围中的波长,例如在780nm与1400nm之间,特别是在1000nm与1100nm之间。这具有如下优点:可以使用成本有利的ir激光源。但是,激光射束也可以具有在可见的绿色或者蓝色范围中的波长,尤其是在400nm与450nm之间或者在510nm与550nm之间的范围中。
63.根据另一方面,用于借助激光射束切割工件的激光加工设备包括:激光加工头,该激光加工头用于使初级射束和至少一个次级射束沿着切割路径射入,以便构造切缝,其中,该激光加工头具有射束成形元件,该射束成形元件用于将激光射束划分为初级射束和至少一个次级射束;和控制单元,该控制单元设置用于执行根据上述扩展方案中任一项所述的方法。
64.该控制单元尤其可以设置用于执行所描述的用于借助激光射束切割工件的方法。
65.该激光加工头例如具有壳体和布置在该壳体中的用于激光射束的射束路径,其中,该射束成形元件布置在该射束路径中。如上所述,激光加工头可以包括射束成形元件、准直光学器件和聚焦光学器件和/或用于供应激光射束的光导纤维的纤维套筒。激光加工头可以包括用于射束成形元件的或者光学元件的或光折射板的所描述的运动和/或旋转的运动设备。
附图说明
66.下面根据附图详细描述本发明的实施例。
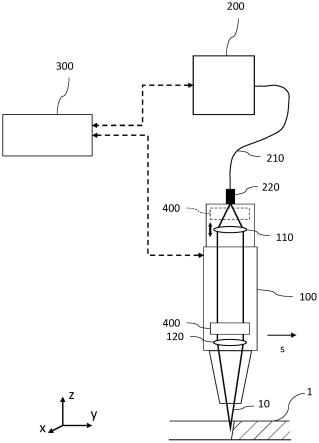
67.图1示意性示出根据本发明的一种实施方式的激光加工设备;
68.图2示意性示出根据一个比较例的、在切割时的过程相互作用区;
69.图3示出熔融切割过程的x光照片和显微镜照片;
70.图4示意性示出根据本发明的一种实施方式的、在切割时的过程相互作用区;
71.图5示意性示出根据本发明的一种实施方式的对激光射束的划分;
72.图6示意性示出根据本发明的一种实施方式的、通过呈楔形板形式的射束成形元件对激光射束的划分。
具体实施方式
73.下面,除非另有说明,相同的附图标记用于相同的和起相同作用的元件。
74.图1示意性示出根据本发明的一种实施方式的、用于借助激光射束切割工件的激光加工设备的构造。下面,以用于对工件进行激光熔融切割的激光加工设备为例阐述本发明,但本发明不局限于此。该激光加工设备也可以是用于激光烧蚀切割的激光加工设备。
75.该激光加工设备包括激光加工头100,所述激光加工头用于将激光射束10射入到工件1上。例如,由激光源200产生的激光射束10可以通过光导纤维210、必要时通过纤维套筒220耦入到激光加工头100中。激光射束10通过射束成形元件400划分为两个子射束10a、10b,如例如图5和图6所示。子射束10a、10b中的第一子射束10a是初级射束,另一子射束(或者另外的子射束)10b是次级射束,该次级射束沿着切割路径跟随初级射束10a。在图1中,切割路径从左向右延伸。
76.射束成形元件400包括传送激光射束10(加工射束)的至少一个光学元件,例如是折射光学元件、至少一个光折射板或者至少一个光折射楔形板。激光加工头100的光学系统除了包括射束成形元件400之外,还包括准直光学器件110和聚焦光学器件120。优选地,射束成形元件400布置在经准直的激光射束10中、即布置在准直光学器件110与聚焦光学器件120之间,从而基于近似经准直的激光射束10实现划分为两个子射束10a、10b。换言之,射束成形元件400可以沿激光射束传播方向布置在准直光学器件110后方。随后,两个子射束10a、10b可以通过共同的聚焦光学器件120聚焦用于激光切割。替代地,对于每个子射束10a、10b可以设置有单独的聚焦光学器件120,以便彼此独立地调整两个子射束10a、10b的焦点位置。
77.射束成形元件400也可以沿激光射束传播方向布置在准直光学器件110前方,如虚线所示,从而基于发散的激光射束10实现划分为两个子射束10a、10b。
78.即使在当前情况下描述了将激光射束10划分为恰好两个子射束10a、10b,本公开内容也不局限于此。激光射束10可以划分为两个或者更多个子射束。
79.在激光切割时,使激光射束10相对于工件1以切割速度s运动。激光射束10或者加工射束通过光学系统(加工光学器件)110、120、400引导和聚焦到工件1上。在此,子射束10a、10b中的每个子射束在工件1上形成激光光斑。该加工光学器件和其各个元件、尤其是射束成形元件400,通过上一级的控制单元300控制,例如通过相应的所分配的运动设备控制。控制单元300尤其设置用于执行根据本发明的实施方式所述的方法。
80.根据本发明的实施方式所述的、用于借助激光射束切割工件的方法包括下述步骤:通过射束成形元件将所述激光射束划分为初级射束和至少一个次级射束;使所述初级射束和所述次级射束沿着切割路径射入,以便构造切缝,其中,所述次级射束跟随所述初级射束。为了划分激光射束,根据至少一个工艺参数调整至少一个划分参数,以便有针对性地
控制到过程相互作用区中的能量输入。即,根据至少一个工艺参数调整用于划分激光射束10的至少一个划分参数。该至少一个划分参数包括:次级射束10b的数量、初级射束10a的和/或次级射束10b的焦点位置、初级射束10a的和/或次级射束10b的焦点直径、初级射束10a的和/或次级射束10b的功率、初级射束10a与至少一个次级射束10b之间的功率分布和初级射束10a与至少一个次级射束10b之间的间距。所述工艺参数可以包括下述工艺参数中的至少一个工艺参数:切割速度、尤其是瞬时切割速度;工件的(尤其是在待构造的切缝的位置上的)材料强度或者厚度;工件的材料类型(例如金属或者塑料)或者材料(例如铜、钢、铝);工艺气体类型(惰性或者活性);工艺气体压力;工艺气体(例如氩气、氧气、压缩空气、氮气);未被划分的激光射束的焦点位置(尤其是在与加工位置处的工件的表面正交的方向上的或者在激光射束的传播方向上的焦点位置);使初级射束和次级射束射入的激光加工设备的光学系统的成像比例;未被划分的激光射束的焦点直径;与工件的间距(尤其是激光加工设备或激光加工头或喷嘴与工件表面的间距);切割前沿角或者(初级射束的和/或次级射束的)在切割前沿上的局部入射角;切割深度;如下最大切割深度:自该最大切割深度起在切割面上形成不规则的沟槽(即如下切割深度,自该切割深度起切割面上的沟槽开始变得不规则)。
81.射束成形元件400可以是可切换的。这就是说,例如,射束成形元件400可能能够从激光射束10的射束路径中运动出来。因此,在需要时也可以通过射束成形元件400实现传统的激光切割,而不必划分激光射束10。
82.根据一种实施方式,射束成形元件400能围绕激光射束轴(激光射束的或者射束路径的光轴a)旋转。因此,在变化的切割方向的情况下、即在切割路径的变化的方向的情况下,通过旋转射束成形元件400可以使次级射束10b沿着切割路径跟随初级射束10a。尤其是,例如射束成形元件400可以根据工件1的进给方向控制。
83.图2示意性示出在借助具有功率p的单个激光射束10
‘
进行激光熔融切割时过程相互作用区的比较例,该单个激光射束在工件1上形成单个激光光斑。在所示示例中,切割前沿2具有不规则的走向,该走向具有不同的局部切割前沿角。切割前沿与激光射束10
‘
的射束传播方向的正交线之间的角被称为局部切割前沿角。切割前沿2的局部面法线(矢量n)与入射的激光射束10
‘
的射束传播方向之间的角被称为局部入射角θ。因此,局部切割前沿角相应于局部入射角θ。
84.图2在左侧区域中在所形成的切缝3上示出不规则的沟槽4。如下切割速度s被定义为分离极限(切割中断):自该切割速度起不再进行工件1的分离。在略低于该分离极限的切割速度s的情况下或者在不利地选择的工艺参数的情况下,另外出现切割面的差的表面质量。该差的质量的特征主要在于不规则的沟槽形成,该不规则的沟槽形成确保高的表面粗糙度。不规则的沟槽的特征在于其沿着切割深度(在射束传播方向上)的走向的强烈的局部变化。沟槽4开始变得不规则的切割深度相应于如下切割深度:在该切割深度的情况下,局部入射角θ以不允许的方式减小。在这种情况下,在该位置上出现工件材料的局部蒸发6。
85.在图3中示意性示出根据切割速度s的、不锈钢的熔融切割过程的x光照片(上方行)和显微镜照片(下方行)。切割速度s分别说明。在切割速度s为1m/min的情况下,沟槽图像规则地构造。在切割速度s》1m/min的情况下,沟槽图像是不规则的。随着切割速度s增加,在x光图像中在切割前沿上或在切割面上能看到局部变得更大的凸起(能通过明亮区域看
出)(箭头)。在这个位置上,局部入射角θ更小。在这个位置上达到该材料的蒸发温度。在这个位置上,熔液越来越多地逆着切割方向和/或与激光射束轴或射束传播方向正交地驱动到切割面上。在这个位置上,显微镜照片中的沟槽图像是不规则的(箭头)。在最高切割速度2.8m/min的情况下,发生了切割中断。
86.图4示意性示出在根据本发明的一种实施方式进行切割时的过程相互作用区,其中,初级激光光斑通过具有功率p1的初级射束10a形成,次级激光光斑通过具有功率p2的次级射束10b形成。通过加工光学器件中的射束成形元件400、例如楔形板,次级射束10b的次要激光光斑或者次级激光光斑以沿切割方向跟随初级射束10a的主激光光斑的方式定位到过程相互作用区中。次级射束10b的次要激光光斑防止蒸发开始,其方式是,避免局部入射角θ由于局部缺少的、经吸收的能量而以自我调节的方式减小。因此,局部入射角θ被保持在接近90
°
。
87.图5和图6示意性示出根据本发明的实施方式的对激光射束的划分。图5示出呈楔形板400
‘
形式的射束成形元件400,该楔形板布置在激光射束10的射束横截面(strahlverschnitts)的一部分中。楔形板400
‘
具有楔角α。如图所示,相应于楔角α,楔形板400
‘
的厚度在从激光射束10的射束横截面的边缘区域至入射的楔形板400
‘
上的激光射束10的光轴a的方向上增加。在相对于此的横向方向上,例如横向于局部切割路径方向地,楔形板400
‘
在两侧在激光射束10的射束横截面上延伸。通过加工光学器件中的楔形板400
‘
,次级激光光斑或者次要激光光斑(功率p2)以在初级激光光斑或者主激光光斑(功率p1)旁边沿切割方向跟随的方式定位到过程相互作用区中。经准直的射束中的楔形板400
‘
划分该经准直的射束,从而形成初级激光光斑10p和次级激光光斑10s。激光光斑10p、10s可以如图所示地位于初级射束10a的射束焦点和初级射束10b的射束焦点的平面e中。但是,所述激光光斑也可以位于所述射束焦点的平面e的上方或者下方。通过调整楔形板400
‘
在方向r上的(横向)位置v,可以调整作为划分参数的p1或者p2的功率份额p1/p
ges
或p2/p
ges
,其中适用:p
ges
=p1 p2,其中,p
ges
是射入到工件1上的激光射束10的总功率。
88.相应于具有从射束横截面的边缘区域至光轴a增加的厚度的楔形板400
‘
的定向,在子射束10a、10b的所形成的双射束中构造射束腰12。
89.为了产生多个次级射束10b和/或为了调整作为划分参数的、次级射束的数量,可以设置例如至少一个另外的楔形板400“,该另外的楔形板与第一楔形板400
‘
覆盖激光射束10的不同的部分横截面。该另外的楔形板如同楔形板400
‘
是能够以相应的方式调整或者调设的。
90.楔形板400
‘
(或400“)的另外的调整可能性在图6中说明。图6示出根据图5的实施方式的一种变型。楔形板400
‘
的沿射束传播方向在后方的光学面在此具有与入射的激光射束10的射束平面s的倾斜角β。与此相应地,楔形板400
‘
的射束传播方向上的第一光学面具有与入射的激光射束10的射束平面s的倾斜角α β。
91.通过改变楔角调整作为划分参数的、激光光斑10p、10s的间距d。通过调整位置h(高度位置,与射束传播方向平行),调整作为划分参数的、射束腰12与双焦点10p、10s之间的在激光射束的传播方向上的间距。通过调整也可被称为安装角的倾斜角β,调整作为划分参数的、激光光斑10p、10s的间距d和射束腰12与双焦点10p、10s之间的在传播方向上的间距。楔角α和倾斜角β确定双焦点是位于射束腰12的上方还是下方。在α
–
β《0的情况下,射束
腰12位于双焦点的下方,在α-β》0的情况下,射束腰12位于双焦点的上方。以与图5中相同的方式,通过调整位置或间距v可以调整作为划分参数的、初级射束(具有功率p1)的功率份额p1/p
ges
和次级射束(具有功率p2)的功率份额p2/p
ges
,其中再次适用:p
ges
=p1 p2。
92.在实验中可以证明与借助一个标准激光射束、即借助单个光斑的切割方法相比的、双焦点的影响。在以6kw激光功率(总功率)切割10mm或20mm的不锈钢的情况下,通过适当地选择划分参数、尤其是通过适当地选择初级射束10a与次级射束10b之间的光斑间距和功率分布,最大切割速度可以提高19%或23%。
93.最大切割速度、切割面的表面粗糙度和毛刺形成取决于很多参数,主要取决于切割前沿上的、局部的、经吸收的辐射强度。因此,为了加工激光到加工区中的有针对性的或受控制的能量输入,根据本发明,在一种用于借助激光射束切割工件的方法中通过射束成形元件将激光射束划分为初级射束和至少一个次级射束,并且使该初级射束和该次级射束沿着切割路径射入,以便构造切缝,其中,次级射束跟随初级射束。通过根据至少一个工艺参数调整划分参数中的至少一个划分参数,激光切割过程可以在最大切割速度和/或切割面的表面粗糙度方面得到优化,尤其是在大于1mm或尤其大于或者等于10mm的材料强度或切割深度的情况下。因此,即使在更高的切割速度的情况下也可以实现切缝的精确且干净的构造,其中,射束成形元件能精确地调整并且可以成本有利地制造。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。