1.本发明属于安全头盔的技术领域,具体涉及一种安全头盔可调节头箍的自动组装流水线工艺及设备。
背景技术:
2.现市面上的安全头盔可调头箍的组装工艺处于人工组装的模式,这种组装模式存在效率低,品质不稳定,组装过程工艺工序不一致,人工成本高,材料损耗大,且易出现不良品造成报废或需要进行返修,工序人员流动培养成本高且不稳定,导致大批量的订单不能保质保量的在交期内完成等问题,为了解决以上存在的问题点,本发明带来了一种安全头盔可调节头箍的自动组装流水线工艺及设备。
技术实现要素:
3.本发明的目的在于提供一种安全头盔可调节头箍的自动组装流水线工艺及设备,采用了全自动数字化的流水线组装设备代替掉现有的人工作业,解决了现有人工组装作业工艺存在的问题,并实现电脑模块化控制和数字化管理。
4.为实现上述目的,本发明提供如下技术方案:
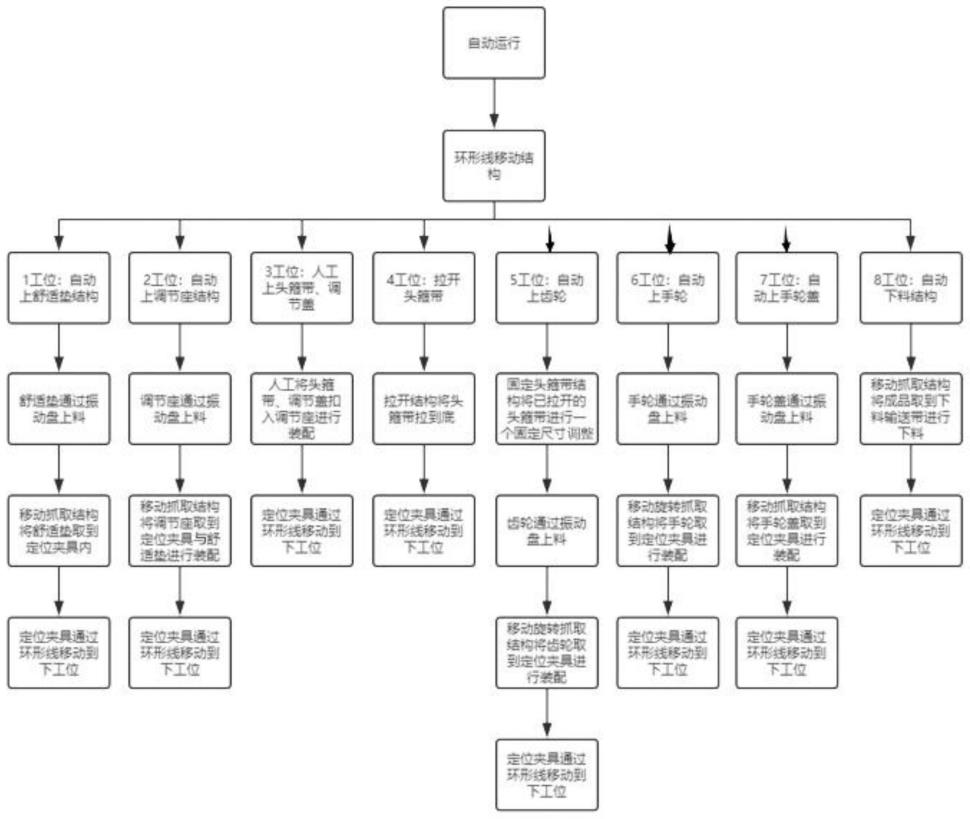
5.一种安全头盔可调节头箍的自动组装流水线工艺,其特征在于:包括如下步骤:
6.自动上舒适垫结构:舒适垫通过振动盘高频振动并筛选将合格的舒适垫物料输送到指定工位,移动抓取结构将到达指定工位的舒适垫抓取到定位夹具内,放置好后定位夹具通过环形线移动到下一个工位。
7.自动上调节座结构:调节座通过振动盘高频振动并筛选将合格的调节座物料输送到指定工位,移动抓取结构将到达指定工位的调节座抓取到定位夹具内与舒适垫进行装配,装配动作完成后,定位夹具通过环形线移动到下一个工位。
8.人工上头箍带和调节盖:人工辅助这一部分的动作执行,人工从输送带上拿取合格的头箍带和调节盖物料,将其扣入调节座,将装配好的组件放回定位夹具,定位夹具通过环形线移动到下一个工位。
9.拉开头箍带:当头箍带进入4号工位时,气动伸张臂自动将头箍带拉伸至头箍带调节齿片原点位置,然后定位夹具通过环形线移动到下一个工位。
10.自动上齿轮:固定头箍带结构将已经拉开的头箍带进行一个固定尺寸的调整,通过振动盘高频振动并筛选将合格的齿轮物料输送到指定工位上,移动旋转抓取结构将到达指定工位的齿轮抓取到定位夹具并进行装配,装配完成后,定位夹具通过环形线移动到下一个工位。
11.自动上手轮:将手轮物料放入振动盘内,并通过振动盘高频振动,筛选出合格的手轮并将其输送到指定工位上,移动旋转抓取结构将到达指定工位的手轮抓取到定位夹具内进行装配,装配完成后,定位夹具通过环形线移动到下一个工位。
12.自动上手轮盖:将手轮盖物料放入振动盘内,并通过振动盘高频振动,筛选出合格
的手轮盖并将其输送到指定工位上,移动抓取结构将到达指定工位的手轮盖抓取到定位夹具内进行装配,装配完成后,定位夹具通过环形线移动到下一个工位。
13.自动下料:移动抓取结构将组装成品抓取到下料输送带上进行人工检测和下料,移动抓取结构执行完动作后,定位夹具通过环形线移动到下一个工位。
14.为了解决上述技术问题,本发明实施例提供了一种安全头盔可调头箍的自动流水线组装设备,用于完成上述的组装工艺步骤,其一种安全头盔可调头箍的自动流水线组装设备其组成包括自动组装设备用于完成权利要求1的组装工艺步骤,其组成包括舒适垫振动盘、移动抓取结构、定位夹具、移动环行线、调节座振动盘、输送带、气动伸张臂、齿轮振动盘、移动旋转抓取结构、抓臂旋转装置、手轮振动盘、手轮盖振动盘、下料输送带。
15.与现有技术相比,本发明的有益效果是:提供一种安全头盔可调节头箍的自动组装流水线工艺及设备,采用了全自动数字化的流水线组装设备代替掉现有的人工作业,解决了现有人工流水线组装作业工艺存在的问题,并实现电脑模块化控制和数字化管理。有效的解决了人工组装模式存在的生产效率低,品质不稳定,组装过程工艺工序不一致,人工成本高,材料损耗大,且易出现不良品造成报废或需要进行返修,工序人员流动培养成本高且不稳定,导致大批量的订单不能保质保量的在交期内完成等问题。
附图说明
16.图1为本发明的生产组装工艺的方法流程示意图;
17.图2为本发明的安全头盔可调节头箍组件的组装结构分解示意图;
18.图示:1-舒适垫;2-调节座;3-头箍带;4-调节盖;5-齿轮;6-手轮;7-手轮盖;
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.如图1-图2所示,本发明提供了一种安全头盔可调节头箍的自动组装流水线工艺及设备,尤其是一种完成该组装工艺步骤的一种安全头盔可调头箍的自动流水线组装设备,其组成包括舒适垫振动盘、移动抓取结构、定位夹具、移动环行线、调节座振动盘、输送带、气动伸张臂、齿轮振动盘、移动旋转抓取结构、抓臂旋转装置、手轮振动盘、手轮盖振动盘、下料输送带。该安全头盔可调节头箍的自动流水线组装工艺包括如下步骤:
21.自动上舒适垫结构:舒适垫通过振动盘高频振动并筛选将合格的舒适垫物料输送到指定工位,移动抓取结构将到达指定工位的舒适垫抓取到定位夹具内,放置好后定位夹具通过环形线移动到下一个工位。
22.自动上调节座结构:调节座通过振动盘高频振动并筛选将合格的调节座物料输送到指定工位,移动抓取结构将到达指定工位的调节座抓取到定位夹具内与舒适垫进行装配,装配动作完成后,定位夹具通过环形线移动到下一个工位。
23.人工上头箍带和调节盖:人工辅助这一部分的动作执行,人工从输送带上拿取合格的头箍带和调节盖物料,将其扣入调节座,将装配好的组件放回定位夹具,定位夹具通过
环形线移动到下一个工位。
24.拉开头箍带:当头箍带进入4号工位时,气动伸张臂自动将头箍带拉伸至头箍带调节齿片原点位置,然后定位夹具通过环形线移动到下一个工位。
25.自动上齿轮:固定头箍带结构将已经拉开的头箍带进行一个固定尺寸的调整,通过振动盘高频振动并筛选将合格的齿轮物料输送到指定工位上,移动旋转抓取结构将到达指定工位的齿轮抓取到定位夹具并进行装配,装配完成后,定位夹具通过环形线移动到下一个工位。
26.自动上手轮:将手轮物料放入振动盘内,并通过振动盘高频振动,筛选出合格的手轮并将其输送到指定工位上,移动旋转抓取结构将到达指定工位的手轮抓取到定位夹具内进行装配,装配完成后,定位夹具通过环形线移动到下一个工位。
27.自动上手轮盖:将手轮盖物料放入振动盘内,并通过振动盘高频振动,筛选出合格的手轮盖并将其输送到指定工位上,移动抓取结构将到达指定工位的手轮盖抓取到定位夹具内进行装配,装配完成后,定位夹具通过环形线移动到下一个工位。
28.自动下料:移动抓取结构将组装成品抓取到下料输送带上进行人工检测和下料,移动抓取结构执行完动作后,定位夹具通过环形线移动到下一个工位。
29.本发明的描述中,需要理解的是,术语“纵向”、“横向”、“长度”、“宽度”、“厚度”、“直径”“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”、“轴向”、“径向”、“周向”等指示方位或位置关系为基准与附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
30.最后应说明的是:以上所述仅为本发明的优选实施例而已,并不用于限制本发明,尽管参照前述实施例对本发明进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。