1.本技术涉及激光加工技术领域,更具体地,涉及一种激光切割棱镜的方法。
背景技术:
2.棱镜是由透明材料(通常为玻璃)作成的光学仪器,传统棱镜切割技术采用线切割,用金属丝上下移动配上研磨液,来一点一点的切割,直至切离开棱镜,线切割的效率低、精度低,且切割后的棱镜端面粗糙,需要二次加工,导致生产时间长、生产成本高。
3.随着激光技术的不断发展,也有采用激光切割技术对棱镜进行切割的,激光器从左至右移动使激光作用于棱镜上,但光密媒质的棱镜放在光疏媒质中(通常在空气中),入射到棱镜侧面的激光经反射后向棱镜另一侧面照射,反射的激光把未切割的位置先切割了,被切割过的位置变为不透明,待激光器切割后续位置时激光光束无法正常通过,故而切割效果不好,导致棱镜切割端面粗糙,进而需要二次加工,导致生产时间长、生产成本高。
技术实现要素:
4.本技术实施例所要解决的技术问题在于,针对现有技术的上述缺陷,提供了一种激光切割棱镜的方法,旨在解决现有技术中棱镜切割端面粗糙,需要二次加工,而导致生产时间长、生产成本高的问题。
5.为了解决上述技术问题,本技术实施例提供一种激光切割棱镜的方法,采用了如下所述的技术方案:
6.一种激光切割棱镜的方法,用于在棱镜主体上分割出棱镜成品,所述方法包括如下步骤:
7.将棱镜主体置于平台的治具上,且以棱镜主体中能覆盖所有侧面的一面作为入射面,入射面正对第一激光器;
8.调整第一激光器的激光焦距以及加工工艺参数;
9.设置棱镜主体所需的第一切割路径,第一切割路径的起点为棱镜主体的轴线;
10.控制第一激光器射出的激光光束沿第一切割路径移动,对棱镜主体进行切割,以在棱镜主体分割出棱镜成品。
11.进一步地,所述将棱镜主体置于平台的治具上,且以棱镜主体中能覆盖所有侧面的一面作为入射面,入射面正对第一激光器的步骤之前,所述激光切割棱镜的方法还包括:
12.在棱镜主体未正对第一激光器的所有侧面上涂覆透光层。
13.优选地,所述透光层为矿物油。
14.具体地,所述设置棱镜主体所需的第一切割路径,第一切割路径的起点为棱镜主体的轴线的步骤具体包括:
15.第一切割路径以棱镜主体的轴线作为起点,朝向棱镜主体的一侧延伸,直至到达棱镜主体一侧的边缘,接着回到起点,而后朝向棱镜主体的另一侧延伸,直至到达棱镜主体另一侧的边缘并作为第一切割路径的终点。
16.进一步地,所述控制第一激光器射出的激光光束沿第一切割路径移动,对棱镜主体进行切割,以在棱镜主体分割出棱镜成品的步骤之后,所述激光切割棱镜的方法还包括:
17.调整第二激光器的激光焦距以及加工工艺参数;
18.设置棱镜主体所需的第二切割路径,第二切割路径的起点为第一切割路径上的任意一点;
19.控制第二激光器射出的激光光束沿第二切割路径移动,对棱镜主体和棱镜成品进行裂片,使棱镜主体与棱镜成品分离。
20.具体地,所述设置棱镜主体所需的第二切割路径,第二切割路径的起点为第一切割路径上的任意一点的步骤具体包括:
21.第二切割路径与第一切割路径的位置一致,第二切割路径以第一切割路径上的任意一点为起点,朝向棱镜主体一侧的边缘延伸,直至到达棱镜主体一侧的边缘,接着回到起点,而后朝向棱镜主体另一侧延伸,直至到达棱镜主体另一侧的边缘并作为第二切割路径的终点。
22.具体地,所述调整第二激光器的激光焦距以及加工工艺参数的步骤具体包括:
23.第二激光器为二氧化碳激光器,第二激光器射出的第一道激光光束的焦点位于棱镜主体入射面的上方,第二激光器的激光焦距不变,第二激光器的激光切割速度为25-70mm/s、激光脉冲频率为15-50khz、激光功率为20-40w、脉宽为3-200纳秒。
24.进一步地,所述将棱镜主体置于平台的治具上,且以棱镜主体中能覆盖所有侧面的一面作为入射面,入射面正对第一激光器的步骤之前,所述激光切割棱镜的方法还包括:
25.根据棱镜主体的形状及尺寸制作用于固定棱镜主体的治具。
26.具体地,所述调整第一激光器的激光焦距以及加工工艺参数的步骤具体包括:
27.第一激光器为红外激光器,第一激光器射出的第一道激光光束的焦点位于棱镜主体的轴线,第一激光器的激光焦距不变,第一激光器的激光切割速度为50-200mm/s、激光脉冲频率为100-200khz、激光功率为30-40w、脉宽为5-10皮秒。
28.与现有技术相比,本技术实施例主要有以下有益效果:
29.本技术实施例中,所述激光切割棱镜的方法所述激光切割棱镜的方法首先将棱镜主体置于平台的治具上,且以棱镜主体中能覆盖所有侧面的一面作为入射面,入射面正对第一激光器,棱镜主体的入射面可以倾斜设置,但棱镜主体的入射面需要正对第一激光器设置,以保证第一激光器射出的激光与棱镜主体的入射面垂直设置,使第一激光器射出的第一道激光光束射入棱镜主体时不与棱镜主体产生夹角,进而不产生反射;然后,调整第一激光器的激光焦距以及加工工艺参数,使棱镜主体处于第一激光器的激光焦点的位置上,使第一激光器射出的激光光束能将棱镜主体打断;接着,设置棱镜主体所需的第一切割路径,第一切割路径的起点为棱镜主体的轴线,当棱镜主体的入射面正对第一激光器且第一切割路径的起点为棱镜主体的轴线时,第一激光器射出的第一道激光光束将棱镜主体要进行切割处的横截面(即第一激光器射出的激光光束要沿第一切割路径作用于棱镜主体时的切割端面)分割成大小形状一致的两部分;最后,控制第一激光器射出的激光光束沿第一切割路径移动,对棱镜主体进行切割,被第一激光器射出的第一道激光束打断的位置变为不透明,进而第一激光器射出的激光光束沿着第一切割路径向棱镜主体任意一侧移动时,即便入射到棱镜主体侧面的激光束经反射后向棱镜主体另一侧面照射,也无法穿过不透明位
置,故不会切割到第一激光器还未切割的部分,第一激光器将棱镜主体的一侧切割好后,对棱镜主体的另一侧进行切割,由于棱镜主体的另一侧未被反射的激光切割,故第一激光器的光束可以打断棱镜主体的另一侧,使棱镜主体的切割端面平整,第一激光器射出的激光光束继续沿第一切割路径切割棱镜主体的另一侧,第一激光器将棱镜主体的另一侧也切割好,从而在棱镜主体分割出棱镜成品,本技术切割后的棱镜主体与棱镜成品的切割端面平整,无需进行二次加工,减少生产时间和生产成本,本技术在第一激光器的高速切割下能保证边缘平整、垂直性佳和内损伤低。
附图说明
30.为了更清楚地说明本技术的方案,下面将对实施例描述中所需要使用的附图作一个简单介绍,显而易见地,下面描述中的附图是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
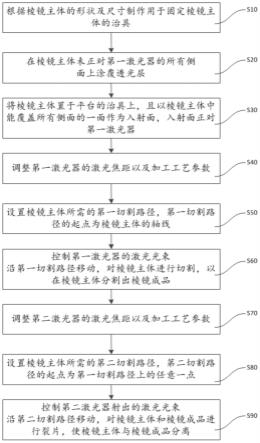
31.图1是本发明实施例中提供的一种激光切割棱镜的方法的流程图;
32.图2是本发明可以应用于其中的棱镜主体的示意图;
33.图3是本发明可以应用于其中的另一棱镜主体的示意图。
具体实施方式
34.除非另有定义,本文所使用的所有的技术和科学术语与属于本技术技术领域的技术人员通常理解的含义相同;本文中在申请的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本技术;本技术的说明书和权利要求书及上述附图说明中的术语“包括”和“具有”以及它们的任何变形,意图在于覆盖不排他的包含。本技术的说明书和权利要求书或上述附图中的术语“第一”、“第二”等是用于区别不同对象,而不是用于描述特定顺序。
35.在本文中提及“实施例”意味着,结合实施例描述的特定特征、结构或特性可以包含在本技术的至少一个实施例中。在说明书中的各个位置出现该短语并不一定均是指相同的实施例,也不是与其它实施例互斥的独立的或备选的实施例。本领域技术人员显式地和隐式地理解的是,本文所描述的实施例可以与其它实施例相结合。
36.为了使本技术领域的人员更好地理解本技术方案,下面将结合附图,对本技术实施例中的技术方案进行清楚、完整地描述。
37.本技术实施例提供一种激光切割棱镜的方法,用于在棱镜主体上分割出棱镜成品,如图1所示,所述激光切割棱镜的方法包括如下步骤:
38.步骤s30,将棱镜主体置于平台的治具上,且以棱镜主体中能覆盖所有侧面的一面作为入射面,入射面正对第一激光器;
39.步骤s40,调整第一激光器的激光焦距以及加工工艺参数;
40.步骤s50,设置棱镜主体所需的第一切割路径,第一切割路径的起点为棱镜主体的轴线;
41.步骤s60,控制第一激光器射出的激光光束沿第一切割路径移动,对棱镜主体进行切割,以在棱镜主体分割出棱镜成品。
42.如图2和图3所示,本技术实施例中,所述激光切割棱镜的方法首先将棱镜主体置
于平台的治具上,且以棱镜主体中能覆盖所有侧面的一面作为入射面10,入射面10正对第一激光器,棱镜主体的入射面10可以倾斜设置,但棱镜主体的入射面10需要正对第一激光器设置,以保证第一激光器射出的激光与棱镜主体的入射面10垂直设置,使第一激光器射出的第一道激光光束a射入棱镜主体时不与棱镜主体产生夹角,进而不产生反射;然后,调整第一激光器的激光焦距以及加工工艺参数,使棱镜主体处于第一激光器的激光焦点的位置上,使第一激光器射出的激光光束能将棱镜主体打断;接着,设置棱镜主体所需的第一切割路径,第一切割路径的起点为棱镜主体的轴线b,轴线b为棱镜主体长度方向上的中心线,当棱镜主体的入射面10正对第一激光器且第一切割路径的起点为棱镜主体的轴线时,第一激光器射出的第一道激光光束a将棱镜主体要进行切割处的横截面(即第一激光器射出的激光光束要沿第一切割路径作用于棱镜主体时的切割端面)分割成大小形状一致的两部分;最后,控制第一激光器射出的激光光束沿第一切割路径移动,对棱镜主体进行切割,被第一激光器射出的第一道激光束a打断的位置变为不透明,进而第一激光器射出的激光光束沿着第一切割路径向棱镜主体任意一侧移动时,即便入射到棱镜主体侧面的激光束经反射后向棱镜主体另一侧面照射,也无法穿过不透明位置,故不会切割到第一激光器还未切割的部分,第一激光器将棱镜主体的一侧切割好后,对棱镜主体的另一侧进行切割,由于棱镜主体的另一侧未被反射的激光切割,故第一激光器的光束可以打断棱镜主体的另一侧,使棱镜主体的切割端面平整,第一激光器射出的激光光束继续沿第一切割路径切割棱镜主体的另一侧,第一激光器将棱镜主体的另一侧也切割好,从而在棱镜主体分割出棱镜成品,本技术切割后的棱镜主体与棱镜成品的切割端面平整,无需进行二次加工,减少生产时间和生产成本,本技术在第一激光器的高速切割下能保证边缘平整、垂直性佳和内损伤低。
43.本技术提供的激光切割棱镜的方法不限于图2和图3所示的三棱镜、五棱镜,还可以为四棱镜、六棱镜等多棱镜,本技术适用于棱镜主体中有一面能覆盖所有侧面的棱镜主体,若棱镜主体正对第一激光器的一面不能覆盖所有侧面,则当第一激光器的激光光束射到棱镜主体临近第一激光的侧面时,由于棱镜主体的侧面与第一激光器的激光光束有夹角,棱镜主体的侧面将激光光束反射到空气中,导致第一激光器无法切割棱镜主体;当棱镜主体中能覆盖所有侧面的一面正对第一激光器时,第一激光器射出的激光光束沿第一切割路径移动,第一激光器的激光光束通过棱镜主体的入射面10射入棱镜主体内,进而棱镜主体进行切割,以在棱镜主体分割出棱镜成品。
44.进一步地,所述将棱镜主体置于平台的治具上,且以棱镜主体中能覆盖所有侧面的一面作为入射面,入射面正对第一激光器的步骤之前,所述激光切割棱镜的方法还包括:
45.步骤s20,在棱镜主体未正对第一激光器的所有侧面上涂覆透光层。
46.透光层增加了棱镜主体的折射率,当第一激光器沿着第一切割路径向棱镜主体任意一侧延伸时,入射到棱镜主体侧面的激光在透光层的作用下透过棱镜主体,从棱镜主体出来,从而不形成反射,进一步防止激光反射切割到第一激光器还未切割的部分,进一步使本技术切割后的棱镜主体与棱镜成品的切割端面平整,无需进行二次加工,减少生产时间和生产成本。
47.优选地,所述透光层为矿物油。反射的形成条件是从折射率大的介质到折射率小的介质,空气的折射率是1,玻璃(棱镜的材质通常为玻璃)的折射率是1.5,所以光从玻璃面到空气会发生反射;而涂覆矿物油,可以增大棱镜主体折射率,使光透过棱镜主体,从棱镜
主体出来,从而不会形成反射。
48.具体地,所述设置棱镜主体所需的第一切割路径,第一切割路径的起点为棱镜主体的轴线的步骤具体包括:第一切割路径以棱镜主体的轴线a作为起点,朝向棱镜主体的一侧延伸,直至到达棱镜主体一侧的边缘,接着回到起点,而后朝向棱镜主体的另一侧延伸,直至到达棱镜主体另一侧的边缘并作为第一切割路径的终点。
49.首先,第一激光器的第一道激光光束a从棱镜主体的轴线射入,将棱镜主体要进行切割处的横截面(即第一激光器射出的激光光束要沿第一切割路径作用于棱镜主体时的切割端面)分割成大小形状一致的两部分,被第一激光器射出的第一道激光光束a打断的位置变为不透明;然后第一激光器朝向棱镜主体的一侧移动,即便入射到棱镜主体侧面的激光经反射后向棱镜主体另一侧面照射,也无法穿过不透明位置,故不会切割到第一激光器还未切割的部分,第一激光器不断射出激光光束将棱镜主体的一侧打断,直至到达棱镜主体的一侧的边缘,第一激光器完成对棱镜主体一侧的切割,此时,第一激光器不再出光;接着回到起点时,第一激光器再次出光;再接着,第一激光器继续朝向棱镜主体的另一侧移动,由于棱镜主体的另一侧未被反射的激光切割,故第一激光器的光束可以打断棱镜主体的另一侧,使棱镜主体的切割端面平整,第一激光器不断射出激光光束将棱镜主体的另一侧打断,直至到达棱镜主体的另一侧的边缘,第一激光器完成对棱镜主体的切割,以在棱镜主体分割出棱镜成品。
50.进一步地,所述控制第一激光器射出的激光光束沿第一切割路径移动,对棱镜主体进行切割,以在棱镜主体分割出棱镜成品的步骤之后,所述激光切割棱镜的方法还包括:
51.步骤s70,调整第二激光器的激光焦距以及加工工艺参数;
52.步骤s80,设置棱镜主体所需的第二切割路径,第二切割路径的起点为第一切割路径上的任意一点;
53.步骤s90,控制第二激光器射出的激光光束沿第二切割路径移动,对棱镜主体和棱镜成品进行裂片,使棱镜主体与棱镜成品分离。
54.本技术实施例中,所述激光切割棱镜的方法在棱镜主体分割出棱镜成品之后,调整第二激光器的激光焦距以及加工工艺参数,使第二激光器的激光焦点位于棱镜主体入射面10上方,使第二激光器射出的激光光束能将棱镜主体与棱镜成品分离;接着,设置棱镜主体所需的第二切割路径,第二切割路径的起点为第一切割路径上的任意一点,第一激光器已在棱镜主体分割出棱镜成品,故第二切割路径无需以棱镜主体的轴线作为起点;最后,控制第二激光器的激光光束沿第二切割路径移动,第二激光器射出的激光光束的激光焦点处温度高,激光所携带的能量起到了一直辅助加热的作用,热量传导到第一切割路径留下的痕迹中,使棱镜主体和棱镜成品因热胀冷缩效应沿第一切割路径脱落,达到裂片效果,从而完成对棱镜主体和棱镜成品进行裂片的目的,使棱镜主体与棱镜成品分离。
55.具体地,所述设置棱镜主体所需的第二切割路径,第二切割路径的起点为第一切割路径上的任意一点的步骤具体包括:
56.第二切割路径与第一切割路径的位置一致,第二切割路径以第一切割路径上的任意一点为起点,朝向棱镜主体一侧的边缘延伸,直至到达棱镜主体一侧的边缘,接着回到起点,而后朝向棱镜主体另一侧延伸,直至到达棱镜主体另一侧的边缘并作为第二切割路径的终点。
57.首先第二激光器的第一道激光光束从第一切割路径上的任意一点射到棱镜主体入射面10的上方;然后,控制第二激光器的激光光束朝向棱镜主体一侧的边缘移动,第二激光器不断射出激光光束,直至到达棱镜主体一侧的边缘,此时,第二激光器不再出光;接着回到起点时,第二激光器再次出光;再接着,第二激光器朝向棱镜主体的另一侧移动,第二激光器不断射出激光光束,直至到达棱镜主体另一侧的边缘;第二激光器射出的激光光束的激光焦点处温度高,激光所携带的能量起到了一直辅助加热的作用,热量传导到第一切割路径留下的痕迹中,使棱镜主体和棱镜成品因热胀冷缩效应沿第一切割路径脱落,达到裂片效果,从而完成对棱镜主体和棱镜成品进行裂片的目的,使棱镜主体与棱镜成品分离。
58.优选地,第二切割路径的起点为棱镜主体一侧的边缘,从棱镜主体一侧的边缘到棱镜主体另一侧的边缘,减少第二激光器的移动距离。
59.当然,在其它实施方式中,第二切割路径的起点为第一切割路径上的任意一点,只要第二切割路径形成的裂缝线长度等于第一切割路径形成的切割线长度即可。
60.具体地,所述调整第二激光器的激光焦距以及加工工艺参数的步骤具体包括:第二激光器为二氧化碳激光器,第二激光器射出的第一道激光光束的焦点位于棱镜主体入射面10的上方,第二激光器的激光焦距不变,第二激光器的激光切割速度为25-70mm/s、激光脉冲频率为15-50khz、激光功率为20-40w、脉宽为3-200纳秒。第二激光器射出的激光光束的激光焦点处温度高,激光所携带的能量起到了一直辅助加热的作用,热量传导到第一切割路径留下的痕迹中,使棱镜主体和棱镜成品因热胀冷缩效应沿第一切割路径脱落,达到裂片效果,从而完成对棱镜主体和棱镜成品进行裂片的目的,使棱镜主体与棱镜成品分离。
61.进一步地,所述将棱镜主体置于平台的治具上,且以棱镜主体中能覆盖所有侧面的一面作为入射面,入射面正对第一激光器的步骤之前,所述激光切割棱镜的方法还包括:
62.步骤s10,根据棱镜主体的形状及尺寸制作用于固定棱镜主体的治具。使棱镜主体固定不动,避免第一激光器对棱镜主体进行切割时,棱镜主体发生倾斜,导致棱镜主体的入射面10不正对第一激光器,第一激光器射入的激光光束射入棱镜主体时与棱镜主体产生夹角,进而导致切割后的棱镜主体与棱镜成品的切割端面粗糙的问题。
63.具体地,所述调整第一激光器的激光焦距以及加工工艺参数的步骤具体包括:第一激光器为红外激光器,第一激光器射出的第一道激光光束的焦点位于棱镜主体的轴线b,第一激光器的激光焦距不变,第一激光器的激光切割速度为50-200mm/s、激光脉冲频率为100-200khz、激光功率为30-40w、脉宽为5-10皮秒。第一激光器为皮秒级超快红外激光器,第一激光器的窄脉宽展现出较大的优势,利用低热能扩散的特点,在热传导到周边材料前完成棱镜主体的打断。
64.显然,以上所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例,附图中给出了本技术的较佳实施例,但并不限制本技术的专利范围。本技术可以以许多不同的形式来实现,相反地,提供这些实施例的目的是使对本技术的公开内容的理解更加透彻全面。尽管参照前述实施例对本技术进行了详细的说明,对于本领域的技术人员来而言,其依然可以对前述各具体实施方式所记载的技术方案进行修改,或者对其中部分技术特征进行等效替换。凡是利用本技术说明书及附图内容所做的等效结构,直接或间接运用在其他相关的技术领域,均同理在本技术专利保护范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。