1.本发明涉及一种具备检测割刀破损的构件的车床及其割刀破损检测方法。
背景技术:
2.作为车床,已知一种nc(数控)车床,其从进料器所供给的棒材反复割离出工件并连续地形成产品。nc车床利用安装在刀架的工具进行固持在正面主轴的棒材的顶端部的正面加工,利用背面主轴固持正面加工后的棒材的顶端部,并利用安装在刀架的割刀切割棒材。由此,固持在背面主轴的正面加工后的工件从棒材割离。进而,nc车床利用安装在刀架的工具进行工件的背面加工,并排出所得产品。
3.如果割刀破损,那么无法从棒材割离出工件。因此,nc车床具备检测割刀破损的构件。
4.专利文献1所公开的双主轴对向车床具备检测位置偏差的位置偏差检测构件,所述位置偏差是来自nc装置的位置指令与由移动侧主轴箱的主轴箱进给电机的脉冲编码器等所检测的位置反馈信号的差信号。该双主轴对向车床发出使固定侧主轴箱与移动侧主轴箱相互低速分离的指令,如果此时检测出的位置偏差超过设定值,那么判断为未割离出工件而发出警报,使装置停止。如果割刀破损,那么位置偏差会变大,因此会发出警报而使装置停止。
5.所述割刀破损检测构件由于不使用检测器,所以可以称为非机械式破损检测构件,如果在切割动作后棒材的顶端部残存,那么所述检测器在前进时与该顶端部接触。
6.[背景技术文献]
[0007]
[专利文献]
[0008]
[专利文献1]日本专利特开平5-245740号公报
技术实现要素:
[0009]
[发明要解决的问题]
[0010]
从进料器向正面主轴供给新棒材时或重新开始连续加工时,为了定位棒材有时进行顶切处理,该顶切处理是在背面主轴未固持棒材的顶端部的状态下,利用割刀割掉棒材的顶端部。在该情况下,如果割刀破损,那么棒材中应被割掉的顶端部残存,这会影响到后续的加工动作。但是,所述非机械式破损检测构件在背面主轴未固持由正面主轴固持的棒材的状态下进行切割动作时,无法检测到割刀的破损。
[0011]
另外,即使不进行顶切处理,在开始连续加工时,背面主轴也可能无法固持由正面主轴固持的棒材。在该情况下,所述非机械式破损检测构件无法检测到割刀的破损。
[0012]
此处,设想代替非机械式破损检测构件而使用机械式破损检测构件,该机械式破损检测构件具备检测器,如果切割动作后棒材的顶端部残存,那么所述检测器在前进时与该顶端部接触。机械式破损检测构件能够在顶切处理后立即检测割刀破损。但是,由于机械式破损检测构件需要时间来使检测器移动,所以连续加工时间变长。
[0013]
本发明公开一种无须延长连续加工中的加工时间且能够提高割刀破损的检测精度的车床及其割刀破损检测方法。
[0014]
[解决问题的技术手段]
[0015]
本发明的车床具有如下形态,即,具备:
[0016]
主轴,可释放地固持棒材;
[0017]
对向主轴,可释放地固持所述棒材的从所述主轴向前方伸出的顶端部;
[0018]
刀架,安装有对固持在所述主轴的所述棒材进行切割的割刀;
[0019]
控制部,控制所述主轴、所述对向主轴、及所述刀架的动作;及
[0020]
接触型破损检测部,具有检测器,在利用所述割刀切割所述棒材的切割动作之后,在残存有所述棒材的顶端部的情况下,该检测器能够进退到与该顶端部接触的前进位置,且当已前进到所述前进位置的所述检测器与所述棒材的顶端部接触时,检测为所述割刀已出现破损;
[0021]
所述控制部是
[0022]
进行如下处理,即,在所述对向主轴固持着由所述主轴固持的所述棒材的状态下刚进行所述切割动作后的第一检测时点,基于用于控制所述主轴与所述对向主轴的至少一个的控制参数来判定所述割刀是否出现了破损,且
[0023]
进行如下处理,即,在与所述第一检测时点不同的第二检测时点,根据所述接触型破损检测部的检测结果来判定所述割刀是否出现了破损。
[0024]
另外,本发明的车床的割刀破损检测方法具有如下形态,即,是具备如下各部的车床的割刀破损检测方法:
[0025]
主轴,可释放地固持棒材;
[0026]
对向主轴,可释放地固持所述棒材的从所述主轴向前方伸出的顶端部;
[0027]
刀架,安装有对固持在所述主轴的所述棒材进行切割的割刀;及
[0028]
接触型破损检测部,具有检测器,在利用所述割刀切割所述棒材的切割动作之后,在残存有所述棒材的顶端部的情况下,该检测器能够进退到与该顶端部接触的前进位置,且当已前进到所述前进位置的所述检测器与所述棒材的顶端部接触时,检测为所述割刀已出现破损;
[0029]
所述车床的割刀破损检测方法包含:
[0030]
第一工序,在所述对向主轴固持着由所述主轴固持的所述棒材的状态下刚进行所述切割动作后的第一检测时点,基于用于控制所述主轴与所述对向主轴的至少一个的控制参数来判定所述割刀是否出现了破损;及
[0031]
第二工序,在与所述第一检测时点不同的第二检测时点,根据所述接触型破损检测部的检测结果来判定所述割刀是否出现了破损。
[0032]
[发明效果]
[0033]
根据本发明,能够提供一种无须延长连续加工中的加工时间且提高割刀破损的检测精度的车床及其割刀破损检测方法。
附图说明
[0034]
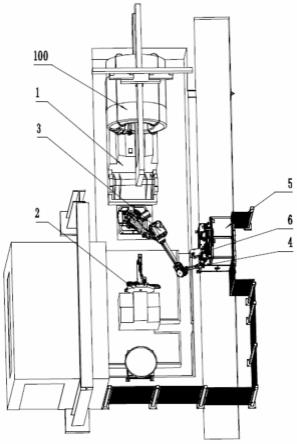
图1是示意性地表示安装有导套的车床的构成例的前视图。
[0035]
图2是示意性地表示将导套卸除的车床的构成例的前视图。
[0036]
图3是示意性地表示设置有检测割刀破损的接触型破损检测部的刀架的例子的图。
[0037]
图4是示意性地表示当连续加工时割刀切割棒材的切割动作的例子的俯视图。
[0038]
图5是示意性地表示在顶切处理时割刀切割棒材的切割动作的例子的俯视图。
[0039]
图6是示意性地表示车床的电路的构成例的框图。
[0040]
图7是示意性地表示正面主轴箱的控制系统的例子的框图。
[0041]
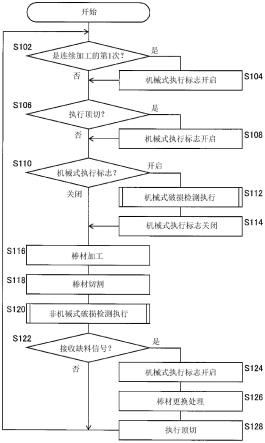
图8是示意性地表示加工处理的例子的流程图。
[0042]
图9是示意性地表示机械式破损检测处理的例子的流程图。
[0043]
图10是示意性地表示非机械式破损检测处理的例子的流程图。
具体实施方式
[0044]
以下,对本发明的实施方式进行说明。当然,以下的实施方式仅例示本发明,实施方式所示的特征并非全部为发明的解决手段所必需。
[0045]
(1)本发明中所包含的技术的概要:
[0046]
首先,参照图1~10所示的例子,对本发明中所包含的技术的概要进行说明。此外,本技术的图是示意性地表示例子的图,有时这些图所示的各方向的放大率不同,存在各图不一致的情况。当然,本技术的各要素并不限定于符号所示的具体例。
[0047]
[形态1]
[0048]
像图1~3等所例示的那样,本技术的一形态的车床1具备主轴(例如正面主轴11)、对向主轴(例如背面主轴16)、刀架30、控制部(例如nc装置70)、及接触型破损检测部40。所述主轴(11)可释放地固持棒材b1。所述对向主轴(16)可释放地固持所述棒材b1从所述主轴(11)向前方伸出的顶端部b1a。所述刀架30中安装有对固持在所述主轴(11)的所述棒材b1进行切割的割刀to3。所述控制部(70)控制所述主轴(11)、所述对向主轴(16)、及所述刀架30的动作。所述接触型破损检测部40具有检测器41,在利用所述割刀to3切割所述棒材b1的切割动作之后,在残存有所述棒材b1的顶端部b1a的情况下,该检测器41能够进退到与该顶端部b1a接触的前进位置p1,且当已前进到所述前进位置p1的所述检测器41与所述棒材b1的顶端部b1a接触时,检测为所述割刀to3已出现破损。所述控制部(70)进行如下处理,即,在所述对向主轴(16)固持着由所述主轴(11)固持的所述棒材b1的状态下刚进行所述切割动作后的第一检测时点(例如图4所示的状态st3),基于用于控制所述主轴(11)与所述对向主轴(16)的至少一个的控制参数(例如图7所示的位置偏差sg2)来判定所述割刀to3是否破损。该控制部(70)进行如下处理,即,在与所述第一检测时点(st3)不同的第二检测时点(例如图5所示的状态st6),根据所述接触型破损检测部40的检测结果来判定所述割刀to3是否破损。
[0049]
在对向主轴(16)固持着由主轴(11)固持的棒材b1的状态下刚进行切割动作后的第一检测时点(st3),基于用于控制主轴(11)与对向主轴(16)的至少一个的控制参数(sg2)来判定割刀to3是否破损。在该情况下,伴有进退动作的检测器41不用于检测割刀破损,因此,连续加工中的加工时间不会变长。在与第一检测时点(st3)不同的第二检测时点(st6),根据接触型破损检测部40的检测结果来判定割刀to3是否破损。由此,在基于控制参数
(sg2)无法检测割刀破损的第二检测时点(st6),也能够检测割刀破损。
[0050]
根据以上内容,所述形态1能够提供一种无须延长连续加工中的加工时间且提高割刀破损的检测精度的车床。
[0051]
此处,在对向主轴固持着由主轴固持的棒材的状态下刚进行切割动作之后是指从割刀正常时切割棒材的时间点到主轴与对向主轴的至少一个沿着主轴中心线开始移动的时间点为止。
[0052]
本技术中的“第一”及“第二”是用于识别相互具有类似点的两个构成要素中包含的各构成要素的用语,并非指顺序。
[0053]
所述附言也在以下的形态中加以应用。
[0054]
[形态2]
[0055]
像图5所例示的那样,所述第二检测时点也可以是在所述对向主轴(16)未固持由所述主轴(11)固持的所述棒材b1的状态下刚进行所述切割动作后的时点(st6)。如果在刚进行顶切处理之后,割刀to3破损,那么棒材b1中应被切掉的顶端部b1a残存,从而影响到后续的加工动作,所述顶切处理是在对向主轴(16)未固持由主轴(11)固持的棒材b1的状态下进行切割动作。本形态在刚进行顶切处理之后,也能够检测割刀破损。
[0056]
另外,所述第二检测时点也可以是开始所述棒材b1的连续加工的时点。存在如下情况,即,即使在连续加工开始时不进行顶切处理的情况下,也会因割刀to3破损而导致棒材b1中应被切掉的顶端部b1a残存。本形态在连续加工开始时也能够检测割刀破损。
[0057]
第二检测时点为刚进行顶切处理后与连续加工开始时的至少一个的形态能够提供提高割刀破损的检测精度的优选例。
[0058]
此处,在对向主轴未固持由主轴固持的棒材的状态下刚进行切割动作之后是指从割刀正常时切割棒材的时间点到主轴沿着主轴中心线开始移动的时间点为止。该附言也在以下的形态中加以应用。
[0059]
[形态3]
[0060]
此处,将所述主轴(11)与所述对向主轴(16)中的一个设为第一主轴(例如正面主轴11),将另一个设为第二主轴(例如背面主轴16)。像图7、10所例示的那样,所述控制参数也可以是所述第一主轴(11)中的位置指令cm1与位置反馈信号sg1的差信号即位置偏差sg2。所述控制部(70)也可以在所述第一检测时点(st3),通过使所述第二主轴(16)与停止中所述第一主轴(11)分离的控制,当所述位置偏差sg2超过规定量(例如阈值td1)时,判定为所述割刀to3已出现破损。该控制部(70)也可以在所述位置偏差sg2不超过所述规定量(td1)时,判定为所述割刀to3未破损。
[0061]
在割刀to3破损的情况下,从第一主轴(11)分离的第二主轴(16)经由棒材b1对第一主轴(11)施加拉拽第一主轴(11)的力,因此,用于控制第一主轴(11)的位置偏差sg2变大。在割刀to3未破损的情况下,由于棒材b1被分断,所以,第二主轴(16)不对第一主轴(11)施加力,而用于控制第一主轴(11)的位置偏差sg2不会变大。因此,通过使第二主轴(16)与停止中的第一主轴(11)分离的控制,当位置偏差sg2超过规定量(td1)时,可以判定为割刀to3已出现破损,当位置偏差sg2不超过规定量(td1)时,可以判定为割刀to3未破损。
[0062]
另外,用于判定割刀破损的位置偏差sg2是用于控制停止的第一主轴(11)的控制参数,因此,位置偏差sg2不会伴随第一主轴(11)的移动而产生变动。
[0063]
根据以上内容,所述形态3能够提高检测连续加工中的割刀破损的精度。
[0064]
此外,虽然不包含在所述形态3中,但第一检测时点的割刀破损检测也可以通过以下的方法a1~a7等进行。此处,设为第一主轴设置在第一主轴箱,第一主轴箱进给电机使第一主轴箱移动,第一主轴旋转电机使第一主轴旋转,第二主轴设置在第二主轴箱,第二主轴箱进给电机使第二主轴箱移动,第二主轴旋转电机使第二主轴旋转。
[0065]
方法(a1):通过使第二主轴与停止中的第一主轴分离的控制,判定第一主轴在主轴中心线方向上的实际位置是否偏离指令位置超过规定量。
[0066]
方法(a2):通过使第二主轴与停止中的第一主轴分离的控制,判定第一主轴箱进给电机中产生的转矩是否超过规定量。
[0067]
方法(a3):通过使第一主轴与停止中的第二主轴分离的控制,判定所述位置偏差是否超过规定量。
[0068]
方法(a4):通过使第一主轴与停止中的第二主轴分离的控制,判定第一主轴在主轴中心线方向上的实际位置是否偏离指令位置超过规定量。
[0069]
方法(a5):通过使第一主轴与停止中的第二主轴分离的控制,判定第一主轴箱进给电机中产生的转矩是否超过规定量。
[0070]
方法(a6):通过使第二主轴相对于第一主轴相对旋转的控制,判定第一主轴的实际旋转位置是否偏离所指令的旋转位置超过规定量。
[0071]
方法(a7):通过使第二主轴相对于第一主轴相对旋转的控制,判定第一主轴旋转电机中产生的转矩是否超过规定量。
[0072]
[形态4]
[0073]
像图3中所例示的那样,所述接触型破损检测部40也可以具备检测器驱动部(例如汽缸42),该检测器驱动部(例如汽缸42)使所述检测器41在与所述主轴(11)的中心线(例如主轴中心线ax1)交叉的方向(例如x轴方向)上移动。该接触型破损检测部40也可以具备接触检测部(例如位置传感器43),该接触检测部(例如位置传感器43)检测已朝向所述中心线(ax1)前进的所述检测器41是否与所述棒材b1的顶端部b1a接触。该接触型破损检测部40也可以通过由所述接触检测部(43)检测出已朝向所述中心线(ax1)前进的所述检测器41与所述棒材b1的顶端部b1a接触,而检测为所述割刀to3破损。本形态能够提供在刚进行顶切处理后或连续加工开始时检测割刀破损的优选例。
[0074]
[形态4']
[0075]
作为所述形态4的一例,所述接触型破损检测部40也可以具备汽缸42,该汽缸42保持所述检测器41,使它能够在与所述主轴(11)的中心线(例如主轴中心线ax1)正交的方向(例如x轴方向)上退避。该接触型破损检测部40也可以具备位置传感器43,该位置传感器43检测所述检测器41相对于所述汽缸42的位置。该接触型破损检测部40也可以通过由所述位置传感器43检测出已朝向所述中心线(ax1)前进的所述检测器41的位置为未到达所述中心线(ax1)的位置,来检测出所述割刀to3破损。本形态能够提供在刚进行顶切处理后或连续加工开始时检测割刀破损的更优选的例子。
[0076]
此外,虽然不包含在所述形态4'中,但接触型破损检测部也可以采用以下的方法b1~b3等。此处,设为刀架进给电机使刀架移动,刀架用伺服放大器对刀架进给电机发出转矩指令。
[0077]
方法(b1):通过对利用旋转驱动部(检测器驱动部的例子)朝向主轴中心线摆动后的检测器的停止位置进行检测的传感器(接触检测部的例子),来检测是否为已到达主轴中心线的位置。
[0078]
方法(b2):通过使设置在刀架的检测器朝向主轴中心线前进的控制,来判定刀架用伺服放大器(接触检测部的例子)使刀架进给电机(检测器驱动部的例子)产生的转矩是否超过规定量。
[0079]
在所述方法b2中,如果转矩超过规定量,那么检测器与棒材的顶端部接触,检测出割刀破损。
[0080]
方法(b3):通过刀架进给电机(检测器驱动部的例子)使设置有能够摆动的检测器、及检测该检测器的摆动的传感器(接触检测部的例子)的刀架以检测器朝向主轴中心线前进的方式移动时,利用传感器检测检测器是否摆动。
[0081]
在所述方法b3中,如果检测器摆动,那么与棒材的顶端部接触,因此,通过传感器检测出检测器的摆动,可以检测出割刀破损。
[0082]
[形态5]
[0083]
另外,本技术的一形态的车床1的割刀破损检测方法是具备主轴(11)、对向主轴(16)、刀架30、及接触型破损检测部40的车床1的割刀破损检测方法,且包含以下的工序(a1)、(a2)。
[0084]
第一工序(例如图8所示的步骤s120与图10)(a1):在所述对向主轴(16)固持着由所述主轴(11)固持的所述棒材b1的状态下刚进行所述切割动作后的第一检测时点(st3),基于用于控制所述主轴(11)与所述对向主轴(16)的至少一个的控制参数(sg2)来判定所述割刀to3是否破损。
[0085]
第二工序(例如图8所示的步骤s112与图9)(a2):在与所述第一检测时点(st3)不同的第二检测时点(st6),根据所述接触型破损检测部40的检测结果来判定所述割刀to3是否破损。
[0086]
所述形态5能够提供无须延长连续加工中的加工时间且提高割刀破损的检测精度的车床的割刀破损检测方法。
[0087]
(2)车床的构成的具体例:
[0088]
图1是示意性地例示安装有导套14的车床1的构成的前视图。图2是示意性地例示将导套14卸除的车床1的构成的前视图。图3示意性地例示出设置有检测割刀to3的破损的接触型破损检测部40的刀架30以及导套14及棒材b1。在图3中,为了易于理解地表示,而对棒材b1施加阴影。图4是示意性地例示连续加工时割刀to3切割棒材b1的情况的俯视图。图5是示意性地例示顶切处理时割刀to3切割棒材b1的情况的俯视图。
[0089]
图1~5等中,符号d81表示上方向,符号d82表示下方向,符号d83表示左方向,符号d84表示右方向,符号d85表示近前方向,符号d86表示里侧方向。此外,这些方向以观察图1所示的车床1的方向为基准。车床1的控制轴包括“x”所示的x轴、“y”所示的y轴、及“z”所示的z轴。z轴方向是沿着成为棒材b1的旋转中心的主轴中心线ax1的水平方向。x轴方向是与z轴正交的水平方向。y轴方向是与z轴正交的铅直方向。此外,z轴与x轴只要交叉即可,也可以不正交,z轴与y轴只要交叉即可,也可以不正交,x轴与y轴只要交叉即可,也可以不正交。另外,本说明书中参照的附图只表示用于说明本技术的例子,并不限定本技术。各部的位置
关系的说明只是例示。因此,使左右相反或使旋转方向相反等也包含在本技术中。方向或位置等的相同并不限定于严格一致,包括因误差而与严格一致有所偏差的情况。
[0090]
车床1是具备正面主轴箱10、正面主轴箱驱动部13、背面主轴箱15、背面主轴箱驱动部18、支撑台25、刀架30、刀架驱动部31、接触型破损检测部40、nc(数控)装置70等的nc车床。此处,nc装置70是控制部的例子。在正面主轴箱10中组装有作为主轴的例子的正面主轴11,它可释放地固持由进料器20从后方插入的棒材b1。正面主轴11的前端11a与背面主轴16对向,正面主轴11的后端11b与进料器20对向。正面主轴11具有沿着主轴中心线ax1贯通的贯通孔11h。棒材b1从后方插入到贯通孔11h中。在背面主轴箱15中组装有作为对向主轴的例子的背面主轴16,它可释放地固持从正面主轴11的前端11a向前方伸出的棒材b1的顶端部b1a。背面主轴16的前端16a与正面主轴11的前端11a对向。也就是说,正面主轴11与背面主轴16相互对向。此外,关于正面主轴11的前方是指棒材b1从正面主轴11被推出的方向,在图1所示的例子中,为右方向d84。关于正面主轴11的后方是指从正面主轴11朝向进料器20的方向,在图1所示的例子中,为左方向d83。关于背面主轴16的前方是指背面主轴16朝向正面主轴11侧的方向,在图1所示的例子中,为左方向d83。支撑台25的安装孔26如图1所示可供安装导套14,另外,如图2所示可供正面主轴11的前部插入。因此,车床1是能够切换导套14的有无的主轴移动型车床。
[0091]
正面主轴11具备固持部12,该固持部12在包含前端11a的部分可释放地固持棒材b1,利用该固持部12可释放地固持棒材b1,能够与棒材b1一起以主轴中心线ax1为中心进行旋转。nc装置70通过使图6所例示的固持用致动器12a驱动而控制固持部12的固持状态。固持部12例如可以由吸嘴等构成。nc装置70对未图示的伺服电机(例如内置电机)进行使正面主轴11旋转的控制。正面主轴箱驱动部13根据来自nc装置70的指令,使组装有正面主轴11的正面主轴箱10在z轴方向上移动。
[0092]
背面主轴16具备固持部17,该固持部17在包含前端16a的部分可释放地固持正面加工后的棒材b1的顶端部b1a,利用该固持部17可释放地固持棒材b1的顶端部b1a,能够与棒材b1一起以主轴中心线ax1为中心进行旋转。成为产品的工件w1是棒材b1中包含顶端部b1a的部分,且是通过割刀to3从棒材b1割离的部分。nc装置70通过使图6所例示的固持用致动器17a驱动而控制固持部17的固持状态。固持部17例如可以由吸嘴等构成。nc装置70对未图示的伺服电机(例如内置电机)进行使背面主轴16旋转的控制。背面主轴箱驱动部18根据来自nc装置70的指令,使组装有背面主轴16的背面主轴箱15在z轴方向上移动。背面主轴箱驱动部18也可以使组装有背面主轴16的背面主轴箱15在x轴方向与y轴方向的至少一个方向上移动。从棒材b1割离的工件w1通过背面加工而成为产品。
[0093]
对正面主轴11供给棒材b1的进料器20例如具备沿着主轴中心线ax1的未图示的轨道、使该轨道上的棒材b1朝正面主轴11侧(右方向d84)移动的未图示的驱动部等,从后方将棒材b1插入到正面主轴11的贯通孔11h中。进料器20检测供给至正面主轴11的棒材b1是否用尽,将表示棒材b1用尽的缺料信号发送到nc装置70。进料器20可以使用固持棒材并送入到正面主轴的手指式棒材供给装置、将棒材从后方推动便送入到正面主轴的推拉式棒材供给装置等。棒材b1并不限定于长条的圆柱状材料等实心材料,也可以是长条的圆筒状材料等中空材料。
[0094]
支撑台25在z轴方向上位于正面主轴箱10与背面主轴箱15之间,具有沿z轴方向贯
通的安装孔26。如图1所示,使用导套时,导套14插入到安装孔26并可卸除地安装在支撑台25。导套14将从正面主轴11的贯通孔11h向前方突出的棒材b1以能够在z轴方向上滑动的方式支撑。棒材b1中从导套14朝背面主轴16侧(右方向d84)突出的部分利用工具to1进行加工。如图2所示,不使用导套时,正面主轴11的前部插入到安装孔26。棒材b1中从正面主轴11向前方(右方向d84)突出的部分利用工具to1进行加工。
[0095]
刀架30安装有用于加工棒材b1的多个工具to1,能够在x轴方向及y轴方向上移动。刀架驱动部31根据来自nc装置70的指令使刀架30在x轴方向及y轴方向上移动。刀架驱动部31也可以使刀架30在z轴方向上移动。刀架30可以如图3所示为梳状刀架,也可以为六角刀架等。车床1也可以具备背面加工用刀架,该背面加工用刀架进行固持在背面主轴16的工件w1的背面加工。多个工具to1包括包含割刀to3的车刀to2、旋转钻或立铣刀等旋转工具等。图3所示的刀架30包含安装有割刀to3的刀架30a、及设置有接触型破损检测部40的刀架30b。在刀架30a,以向主轴中心线ax1侧(里侧方向d86)突出的状态安装有包括配置在最下部的割刀to3在内的多个车刀to2。如图4所示,割刀to3通过在正面主轴11与背面主轴16之间切割棒材b1,而将包含固持在背面主轴16的棒材b1的顶端部b1a的工件w1从棒材b1割离。在图3所示的刀架30b,以检测器41向主轴中心线ax1侧(近前方向d85)突出的状态设置有接触型破损检测部40。
[0096]
此外,刀架30a、30b可以一体化而能够通过单个刀架驱动部31在x轴方向及y轴方向上移动,也可以通过分开的刀架驱动部而能够在至少x轴方向上相互独立地移动。另外,割刀to3也可以安装在刀架30b而代替刀架30a,接触型破损检测部40也可以安装在刀架30a而代替刀架30b。
[0097]
图4表示连续加工时割刀to3将工件w1从棒材b1割离的切割动作。图4中,固持部12、17的“闭合”表示通过图6所示的固持用致动器12a、17a将固持部12、17紧固而固持棒材b1。图4表示不使用导套时的切割动作,使用导套时,以导套14保持棒材b1的状态进行切割动作。
[0098]
图4所示的状态st1是在正面主轴11的固持部12固持棒材b1的状态下背面主轴16的固持部17固持包含棒材b1的顶端部b1a的工件w1的状态。nc装置70进行如下控制,即,在使固持棒材b1的正面主轴11及背面主轴16旋转的状态下,使割刀to3的顶端to3a与刀架30一起在正面主轴11与背面主轴16之间在x轴方向(里侧方向d86)上移动直到超过主轴中心线ax1为止。由此,成为棒材b1在正面主轴11与背面主轴16之间被切割的状态st2、即固持在背面主轴16的工件w1从棒材b1割离的状态st2。接着,nc装置70进行如下控制,即,使割刀to3与刀架30一起从工件w1与棒材b1之间退避。图4所示的状态st3是在背面主轴16固持着由正面主轴11固持的棒材b1的状态下刚进行切割动作后的第一检测时点的例子。
[0099]
如果割刀to3破损,那么无法将工件w1从棒材b1割离。因此,期望检测割刀to3的破损。本具体例的车床1具备非机械式破损检测构件,该非机械式破损检测构件在连续加工时基于用于控制正面主轴11的控制参数来判定割刀to3是否破损。通过对割刀破损检测使用控制参数,能够在连续加工时迅速地进行割刀破损检测。非机械式破损检测构件进行的割刀破损检测并不限定于在对向主轴16固持着由正面主轴11固持的棒材b1的状态下刚进行切割动作后。
[0100]
切割动作如图5所示,也在刚进行顶切处理之后进行,所述顶切处理是在背面主轴
16未固持棒材b1的顶端部b1a的状态下利用割刀to3将棒材b1的顶端部b1a切掉。从进料器20供给的新的棒材b1的顶端面被实施倒角,以易于通过正面主轴11或导套14。另外,从使用到棒材b1的中途的状态重新开始连续加工时,设想棒材b1的顶端面的经时变化。进行顶切处理是为了在从进料器20向正面主轴11供给新的棒材b1时或重新开始连续加工时,切削棒材b1的顶端面而获得具有精度的尺寸,或者定位棒材b1。图5所示的状态st4是正面主轴11的固持部12固持棒材b1的状态且背面主轴16的固持部17未固持棒材b1的状态。nc装置70进行如下控制,即,在使固持棒材b1的正面主轴11旋转的状态下,使割刀to3的顶端to3a与刀架30一起在x轴方向(里侧方向d86)上移动直到超过正面主轴11前方的主轴中心线ax1为止。由此,成为棒材b1在正面主轴11的前方被切割的状态st5、即顶端部b1a从棒材b1割离的状态st5。接着,nc装置70进行如下控制,即,使割刀to3与刀架30一起从正面主轴11前方的主轴中心线ax1退避。图5所示的状态st6是在背面主轴16未固持由正面主轴11固持的棒材b1的状态下刚进行切割动作后的第二检测时点的例子。
[0101]
如果在刚进行顶切处理之后,割刀to3也破损,那么棒材b1中应被切掉的顶端部b1a残存,从而影响到后续的加工动作。另外,在不进行顶切处理时,也存在如下情况,即,在开始连续加工时背面主轴16未固持由正面主轴11固持的棒材b1。在该情况下,非机械式破损检测构件也无法检测割刀破损。
[0102]
本具体例的车床1除了具备非机械式破损检测构件以外,如图3所示,还具备用于检测割刀破损的接触型破损检测部40。
[0103]
图3所示的接触型破损检测部40具备从刀架30b向主轴中心线ax1侧(近前方向d85)突出的检测器41、组装在刀架30b中的汽缸42、及组装在刀架30b中的位置传感器43。此处,汽缸42是检测器驱动部的例子,位置传感器43是接触检测部的例子。检测器41是能够相对于汽缸42在与主轴中心线ax1正交的x轴方向上进退地被保持。汽缸42将检测器41能够在x轴方向上退避地保持,对检测器41朝近前方向d85施力。位置传感器43对检测器41相对于汽缸42的位置进行检测。进行割刀破损检测时,在主轴中心线ax1存在于检测器41的突出方向的状态下,如果棒材b1的顶端部b1a未残存,那么刀架30b向近前方向d85移动到检测器41的顶端41a超过主轴中心线ax1的位置为止。因此,在利用割刀to3切割棒材b1的切割动作之后,在残存有棒材b1的顶端部b1a的情况下,检测器41能够进退到与该顶端部b1a接触的前进位置p1。接触型破损检测部40在已前进到前进位置p1的检测器41与棒材b1的顶端部b1a接触时,检测为割刀to3已出现破损。
[0104]
根据以上内容,如果位置传感器43检测出检测器41在刚移动后处于到达主轴中心线ax1的位置,那么判定割刀to3未破损。如果位置传感器43检测出在检测器41刚与棒材b1的顶端部b1a发生碰撞并移动后检测器41处于未到达主轴中心线ax1的位置,那么判定割刀to3破损。接触型破损检测部40由于使检测器41移动,所以也可以称为机械式破损检测构件。
[0105]
由于接触型破损检测部40必须使检测器41与刀架30一起移动,所以,与非机械式破损检测构件相比,割刀破损检测需要更长的时间。因此,如果对连续加工时的割刀破损检测使用接触型破损检测部40,那么连续加工时间变长。
[0106]
因此,本具体例的车床1限定于无法利用非机械式破损检测构件检测割刀破损的第二检测时点,利用接触型破损检测部40进行割刀破损检测。由此,无须延长连续加工中的
加工时间,且检测割刀破损的精度提高。
[0107]
图6示意性地例示具备nc装置70的车床1的电路构成。在nc装置70连接有操作部80、进料器20、正面主轴箱驱动部13、正面主轴11的旋转驱动部(未图示)、固持用致动器12a、背面主轴箱驱动部18、背面主轴16的旋转驱动部(未图示)、固持用致动器17a、刀架驱动部31、接触型破损检测部40的位置传感器43等。固持用致动器12a驱动图1、2所示的正面主轴11的固持部12。固持用致动器17a驱动图1、2所示的背面主轴16的固持部17。nc装置70具备作为处理器的cpu(central processing unit,中央处理器)71、作为半导体存储器的rom(read-only memory,只读存储器)72、作为半导体存储器的ram(random access memory,随机存取存储器)73、时钟电路74、i/f(界面)75等。图6中,将操作部80、进料器20、正面主轴箱驱动部13、固持用致动器12a、背面主轴箱驱动部18、固持用致动器17a、刀架驱动部31、位置传感器43等的i/f概括表示为i/f75。在rom72中写入有用于解释并执行加工程序pr2的控制程序pr1。rom72也可以是能够重写数据的半导体存储器。在ram73中能够重写地存储操作员所创建的加工程序pr2。加工程序也被称为nc程序。cpu71使用ram73作为工作区,执行rom72中所记录的控制程序pr1,由此实现nc装置70的功能。
[0108]
操作部80具备输入部81及显示部82,作为nc装置70的用户界面发挥功能。输入部81例如包括用于操作员受理操作输入的按钮或触摸面板。显示部82例如包括显示由操作员受理操作输入的各种设定的内容或与车床1相关的各种信息的显示器。操作员可以使用操作部80或外部的计算机(未图示)将加工程序pr2存储在ram73中。
[0109]
正面主轴箱驱动部13具备连接于nc装置70的伺服放大器51、及连接于该伺服放大器51的伺服电机52,以使包含正面主轴11的正面主轴箱10沿着z轴移动。伺服电机52是第一主轴箱进给电机的例子。伺服放大器51根据来自nc装置70的指令,在z轴方向上控制正面主轴箱10的位置及移动速度。伺服电机52具备编码器53,根据来自伺服放大器51的指令进行旋转,在z轴方向上经由未图示的进给机构及导轨使正面主轴箱10移动。进给机构可以使用利用滚珠丝杠的机构等,导轨可以使用线性导轨等。
[0110]
背面主轴箱驱动部18具备连接于nc装置70的伺服放大器61、及连接于该伺服放大器61的伺服电机62,以使包含背面主轴16的背面主轴箱15沿着z轴移动。伺服电机62是第二主轴箱进给电机的例子。伺服放大器61根据来自nc装置70的指令,在z轴方向上控制背面主轴箱15的位置及移动速度。伺服电机62具备编码器63,根据来自伺服放大器61的指令进行旋转,在z轴方向上经由未图示的进给机构及导轨使背面主轴箱15移动。进给机构可以使用利用滚珠丝杠的机构等,导轨可以使用线性导轨等。
[0111]
另外,背面主轴箱驱动部18也可以具备连接于nc装置70的未图示的伺服放大器、及连接于该伺服放大器的未图示的伺服电机,以使背面主轴箱15沿着x轴与y轴中的至少一个移动。
[0112]
刀架驱动部31具备连接于nc装置70的未图示的伺服放大器、及连接于该伺服放大器的未图示的伺服电机(刀架进给电机的例子),以使刀架30沿着x轴与y轴移动。该伺服电机根据来自伺服放大器的指令进行旋转,在x轴方向与y轴方向上经由未图示的进给机构及导轨使刀架30移动。
[0113]
图7示意性地例示正面主轴箱10的控制系统。
[0114]
nc装置70能够将正面主轴11的位置指令cm1输出到伺服放大器51。伺服放大器51
的减法部54从nc装置70输入位置指令cm1,基于来自伺服电机52的编码器53的输出而输入位置反馈信号sg1,并将位置偏差sg2输出到位置增益。位置偏差sg2是正面主轴11中的位置指令cm1与位置反馈信号sg1的差信号。伺服放大器51能够对nc装置70输出位置偏差sg2。位置增益从减法部54输入位置偏差sg2,基于位置偏差sg2将速度指令输出到减法部55。减法部55从位置增益输入速度指令,基于来自编码器53的输出而输入速度反馈信号,对速度指令基于速度反馈信号进行修正并输入到速度增益。速度增益从减法部55输入修正过的速度指令,基于该修正过的速度指令对伺服电机52输出转矩指令。伺服电机52的转矩与流到伺服电机52的电流成比例,因此,转矩指令与流到伺服电机52的电流值对应。
[0115]
本具体例的nc装置70进行如下处理,即,从伺服放大器51获取位置偏差sg2,在连续加工时基于位置偏差sg2来判定割刀to3是否破损。位置偏差sg2是用于控制正面主轴11的控制参数的例子。
[0116]
此外,背面主轴箱15的控制系统也与正面主轴箱10的控制系统同样。刀架30的控制系统也与正面主轴箱10的控制系统同样。
[0117]
(3)加工处理的具体例:
[0118]
图8示意性地例示执行图6所示的加工程序pr2时所进行的加工处理。加工处理由执行控制程序pr1的nc装置70进行。作为进行加工处理的前提,nc装置70在ram73中准备表示是否使用接触型破损检测部40的机械式执行标志,并开启该机械式执行标志(例如1)。
[0119]
开始加工处理时,nc装置70判断是否进行连续加工的第1次加工(步骤s102)。以下,省略“步骤”的记载。连续加工的第1次加工是在刚使车床1的电源开启后或在电源开启的状态下停止连续加工后重新开始连续加工时。在这些情况下,正面主轴11侧像图4所示的状态st2那样,在割刀to3的顶端to3a超过主轴中心线ax1的位置处停止,背面主轴16侧像图5所示的状态st5那样,背面主轴16退避到后方的原点位置(未图示)。退避到原点位置的背面主轴16的固持部17固持工件w1或者打开而不固持工件w1。固持在正面主轴11的棒材b1碰到割刀to3时,使棒材b1定位,因此,无须进行顶切处理。
[0120]
nc装置70在进行连续加工的第1次加工的情况下,将机械式执行标志开启之后(s104),使处理进入s106,在进行连续加工的第2次及其之后的加工的情况下,直接使处理进入s106。
[0121]
在s106中,nc装置70判断是否已进行顶切处理(参照图5)。如上所述,从进料器20向正面主轴11供给新的棒材b1时或重新开始连续加工时,进行顶切处理,以建立棒材b1的位置的基准。顶切处理也可以在已执行加工程序pr2中为连续加工前的部分所记述的顶切指令时进行。在连续加工中,棒材b1的位置由切割动作所决定,因此,无须进行顶切处理。在加工程序pr2中为连续加工中的部分未记述顶切指令。
[0122]
nc装置70在已进行顶切处理时开启机械式执行标志之后(s108),使处理进入s110,在未进行顶切处理时,直接使处理进入s110。
[0123]
在s110中,nc装置70在机械式执行标志开启时进行s112~s114的处理,然后使处理进入s116,在机械式执行标志关闭时,直接使处理进入s116。在s112中,nc装置70进行机械式破损检测处理,即,使用接触型破损检测部40判定割刀to3是否破损。机械式破损检测处理是在与在背面主轴16固持着由正面主轴11固持的棒材b1的状态下刚进行切割动作后的第一检测时点(图4所示的状态st3)不同的第二检测时点进行。在该第二检测时点,像图5
所示的状态st6那样,背面主轴16退避到后方。在机械式破损检测处理之后,nc装置70关闭机械式执行标志(例如0)(s114),使处理进入s116。
[0124]
图9示意性地例示图8的s112中进行的机械式破损检测处理。
[0125]
开始机械式破损检测处理时,nc装置70进行如下处理,即,在如图3所示主轴中心线ax1存在于检测器41的突出方向的状态下,如果棒材b1的顶端部b1a未残存,那么使刀架30b向近前方向d85移动到检测器41的顶端41a超过主轴中心线ax1的位置为止(s202)。此时,nc装置70通过使刀架驱动部31驱动而使刀架30b移动。在s202中,检测器41朝向主轴中心线ax1前进。
[0126]
接着,nc装置70获取位置传感器43所获得的检测器41的检测位置,基于该检测位置判断检测器41是否已到达主轴中心线ax1(s204)。
[0127]
在割刀to3正常的情况下,也就是说,在割刀to3未破损的情况下,棒材b1的顶端部b1a未残存,因此,检测器41不与顶端部b1a接触而到达主轴中心线ax1。当位置传感器43检测出检测器41的位置为已到达主轴中心线ax1的位置时,nc装置70判定割刀to3正常,使处理进入s206。在s206中,nc装置70进行使刀架30b朝使检测器41从棒材b1的移动路径退避的方向移动的处理,从而结束机械式破损检测处理。然后,在图8所示的s114中机械式执行标志关闭,进行图8所示的s116及其之后的处理。
[0128]
在割刀to3破损的情况下,棒材b1的顶端部b1a残存,因此,检测器41与顶端部b1a接触,未到达主轴中心线ax1。当位置传感器43检测出检测器41的位置为未到达主轴中心线ax1的位置时,nc装置70判定割刀to3破损,使处理进入s208。在s208中,nc装置70输出表示割刀to3的破损的警报,使加工处理停止。输出警报的处理可以设为使警报显示在显示部82的处理、从未图示的扬声器输出警报音的处理、向连接于nc装置70的未图示的计算机输出警报的处理等。在该情况下,操作员可以通过将破损的割刀更换成未破损的割刀而从图8所示的s102重新开始加工处理。
[0129]
根据以上内容,接触型破损检测部40在已前进到前进位置p1的检测器41不与棒材b1的顶端部b1a接触时,检测出割刀正常,在已前进到前进位置p1的检测器41与棒材b1的顶端部b1a接触时,检测出割刀破损。nc装置70进行如下处理,即,根据接触型破损检测部40的检测结果来判定割刀to3是否破损。
[0130]
在继续图8所示的加工处理的情况下,在s116中,nc装置70进行如下处理,即,进行固持在正面主轴11的棒材b1的顶端部b1a的正面加工。在背面主轴16固持已经进行正面加工的工件w1的情况下,nc装置70进行如下处理,即,进行固持在背面主轴16的工件w1的背面加工并将产品排出。在s116中,nc装置70通过使正面主轴箱驱动部13驱动而使正面主轴箱10移动,通过使未图示的旋转驱动部驱动而使正面主轴11旋转,通过使背面主轴箱驱动部18驱动而使背面主轴箱15移动,通过使未图示的旋转驱动部驱动而使背面主轴16旋转,通过使刀架驱动部31驱动而使刀架30移动。
[0131]
在棒材b1的正面加工后,nc装置70进行棒材切割处理,即,使固持在正面主轴11的棒材b1的顶端部b1a固持在背面主轴16并切割棒材b1(s118)。首先,nc装置70使背面主轴箱驱动部18移动背面主轴箱15,使从正面主轴箱10向前方伸出的棒材b1的顶端部b1a固持在背面主轴16的固持部17。该状态为图4所示的状态st1。接着,nc装置70使正面主轴11与背面主轴16以相同的旋转速度旋转,以利用割刀to3将包含棒材b1的顶端部b1a的工件w1从棒材
b1割离的方式,使刀架驱动部31移动刀架30。割刀to3以切割棒材b1的方式,也就是说,以将工件w1从棒材b1割离的方式动作。通过割刀to3将工件w1割离的动作已完成的状态为图4所示的状态st2。
[0132]
在棒材切割处理之后,nc装置70通过在x轴方向上使刀架驱动部31移动刀架30而使割刀to3远离棒材b1(图4所示的状态st3),进行非机械式破损检测处理(s120)。非机械式破损检测处理是在背面主轴16固持着由正面主轴11固持的棒材b1的状态下刚进行切割动作后的第一检测时点进行(图4所示的状态st3)。非机械式破损检测处理也可以在已执行加工程序pr2中为连续加工中的部分所记述的非机械式破损检测指令时进行。在连续加工前,不进行背面主轴16固持着由正面主轴11固持的棒材b1的状态下的切割动作,因此,在加工程序pr2中为连续加工前的部分未记述非机械式破损检测指令。
[0133]
图10示意性地例示图8的s120中进行的非机械式破损检测处理。
[0134]
开始非机械式破损检测处理时,nc装置70开始如下控制,即,在z轴方向上,使背面主轴16(背面主轴箱15)与停止状态的正面主轴11(正面主轴箱10)分离(s302)。此时,nc装置70向背面主轴箱驱动部18的伺服放大器61发出位置指令,以使背面主轴16从正面主轴11分离。nc装置70向图7所示的正面主轴箱驱动部13的伺服放大器51发出位置指令cm1,以维持当前的正面主轴11的位置。如果割刀to3正常,那么工件w1从棒材b1被割离,因此,背面主轴16朝从正面主轴11分离的方向移动。如果割刀to3破损,那么背面主轴16经由棒材b1与正面主轴11相连,因此,妨碍背面主轴16的移动。在该情况下,设置有正面主轴11的正面主轴箱10从棒材b1受到朝向背面主轴箱15的拉伸力。伺服放大器51基于来自伺服电机52的编码器53的输出而将位置反馈信号sg1供给至减法部54,以使正面主轴11抵抗所述拉伸力而维持在位置指令cm1所示的位置。所产生的位置反馈信号sg1表示相比位置指令cm1所示的位置更靠后方(左方向d83)的位置。由此,在z轴方向上,正面主轴11大致保持在位置指令cm1所示的位置。
[0135]
在s302的处理后,nc装置70从正面主轴箱驱动部13的伺服放大器51获取位置偏差sg2(s304)。位置偏差sg2是位置指令cm1与位置反馈信号sg1的差信号。nc装置70进行如下处理,即,获取位置偏差sg2的绝对值即位置偏差值d1,在s306及其之后的步骤中,基于位置偏差值d1而判定割刀to3是否破损。
[0136]
在割刀to3正常的情况下,也就是说,在割刀to3未破损的情况下,不对正面主轴箱10施加朝向背面主轴箱15的拉伸力,因此,即使背面主轴16的分离控制的控制量变大,位置偏差值d1也不会变大。在割刀to3破损的情况下,对正面主轴箱10施加朝向背面主轴箱15的拉伸力,因此,如果背面主轴16的分离控制的控制量变大,那么位置偏差值d1变大。因此,nc装置70在获取位置偏差值d1之后,判断位置偏差值d1是否超过作为规定量的阈值td1(s306)。此外,从nc装置70向伺服放大器51发出在z轴方向上维持当前的正面主轴11的位置的位置指令cm1,因此,即使位置偏差值d1变大,正面主轴11也几乎不会从位置指令cm1所示的位置移动。
[0137]
在位置偏差值d1未超过阈值td1的情况下,nc装置70判断背面主轴16的分离控制的控制量是否已达到规定的控制量(s308)。在分离控制的控制量未达到规定的控制量的情况下,nc装置70使处理返回到s306。在分离控制的控制量已达到规定的控制量的情况下,nc装置70判定割刀to3正常,结束非机械式破损检测处理。然后,进行图8所示的s122及其之后
的处理。
[0138]
在位置偏差值d1超过阈值td1的情况下,nc装置70判定割刀to3破损,使处理进入s310。在s310中,nc装置70输出表示割刀to3的破损的警报,使加工处理停止。输出警报的处理可以设为使警报显示在显示部82的处理、从未图示的扬声器输出警报音的处理、对连接于nc装置70的未图示的计算机输出警报的处理等。在该情况下,操作员可以通过将破损的割刀更换成未破损的割刀而从图8所示的s102重新开始加工处理。
[0139]
根据以上内容,nc装置70在图4所示的状态st3下,通过使背面主轴16停止中的正面主轴11分离的控制,当位置偏差sg2超过规定量时判定为割刀破损,当位置偏差sg2未超过规定量时判定为割刀正常。
[0140]
在继续图8所示的加工处理的情况下,在s122中,nc装置70判断是否从进料器20接收到表示棒材b1用尽的缺料信号。
[0141]
nc装置70在未接收缺料信号的情况下,使处理返回到s102。由此,重复加工处理,在连续加工时进行非机械式破损检测处理。
[0142]
nc装置70在已接收到缺料信号的情况下,将机械式执行标志开启(s124),进行将剩余材料排出并从进料器20向正面主轴11供给新的棒材b1的棒材更换处理(s126),并进行顶切处理(参照图5)(s128),然后使处理返回到s102。在该情况下,在s112中进行机械式破损检测处理。因此,进行如下处理,即,在背面主轴16未固持由正面主轴11固持的棒材b1的状态下刚进行切割动作后的时点,根据接触型破损检测部40的检测结果来判定割刀to3是否破损。
[0143]
此外,在加工程序pr2中为连续加工前的部分记述有顶切指令的情况下,也可以省略s124、s128的处理。
[0144]
像以上所说明的那样,在背面主轴16固持着由正面主轴11固持的棒材b1的状态下刚进行切割动作后的第一检测时点(图4所示的状态st3),基于用于控制正面主轴11的控制参数即位置偏差sg2来判定割刀to3是否破损。在该情况下,伴有进退动作的检测器41不用于割刀破损检测,因此,连续加工中的加工时间不会变长。另一方面,在开始棒材b1的连续加工的时点或在背面主轴16未固持由正面主轴11固持的棒材b1的状态下刚进行切割动作后的时点(图5所示的状态st6),根据接触型破损检测部40的检测结果来判定割刀to3是否破损。由此,在基于控制参数无法检测割刀破损的第二检测时点,也能够检测割刀破损。
[0145]
根据以上内容,本具体例无须延长连续加工中的加工时间,且能够提高割刀破损的检测精度。
[0146]
(4)变化例:
[0147]
本发明考虑各种变化例。
[0148]
例如,进行图9所示的机械式破损检测处理的第二检测时点可以只是刚进行顶切处理后的时点,也可以只是开始棒材b1的连续加工的时点。
[0149]
在图8所示的s120的非机械式破损检测处理中,nc装置70也可以进行如下处理,即,不仅基于正面主轴11中的位置偏差sg2,还基于背面主轴16中的位置指令与位置反馈信号的差信号即位置偏差来判定割刀to3是否破损。例如,nc装置70也可以在第一检测时点,正面主轴11中的位置偏差sg2超过第一规定量或背面主轴16中的位置偏差超过第二规定量时,判定为割刀破损。
[0150]
另外,nc装置70也可以进行如下处理,即,不使用正面主轴11中的位置偏差sg2,而是基于背面主轴16中的位置偏差来判定割刀to3是否破损。在该情况下,nc装置70也可以在图4所示的状态st3下,通过在z轴方向上使正面主轴11停止中的背面主轴16分离的控制,当位置偏差超过规定量时判定为割刀破损,当位置偏差未超过所述规定量时判定为割刀正常。
[0151]
当然,非机械式破损检测处理也可以通过所述方法a1~a7等来进行。例如,用于控制正面主轴11与背面主轴16的至少一个的控制参数也可以像方法a2、a5的转矩那样,为速度增益输出到伺服电机的转矩(例如图7所示的转矩指令)。nc装置70也可以在转矩超过规定量时判定为割刀破损,在转矩未超过所述规定量时判定为割刀正常。
[0152]
另外,控制参数并不限定于z轴方向上的位置偏差或转矩,也可以是用于控制z轴方向上的速度的参数、用于像方法a6、a7那样控制正面主轴11与背面主轴16的至少一个的旋转的参数等。
[0153]
图8所示的s112的机械式破损检测处理也可以通过所述方法b1~b3等来进行。例如,在图3所示的检测器41被固定为相对于刀架30b不进退时,也可以通过方法b2进行机械式破损检测处理。在该情况下,nc装置70也可以在主轴中心线ax1存在于检测器41的突出方向的状态下,棒材b1的顶端部b1a朝向主轴中心线ax1残存时,对刀架30b进行使检测器41前进到检测器41的顶端41a与该顶端部b1a接触的前进位置p1的控制。此时,连接于nc装置70的刀架用伺服放大器(接触检测部的例子)向刀架进给电机(检测器驱动部的例子)发出转矩指令,将与该转矩指令对应的转矩值输出到nc装置70。在棒材b1的顶端部b1a残存的情况下,检测器41的顶端41a与该顶端部b1a接触,转矩值超过规定值。在棒材b1的顶端部b1a未残存的情况下,检测器41不与该顶端部b1a接触,因此,转矩值未超过规定值。因此,输出转矩值的刀架用伺服放大器检测已朝向主轴中心线ax1前进的检测器41是否与棒材b1的顶端部b1a接触。nc装置70也可以从刀架驱动部31的伺服放大器获取转矩值,当转矩值超过规定值时判定为割刀破损,当转矩值未超过规定值时判定为割刀正常。
[0154]
另外,在能够对刀架30的移动进行转矩限制的情况下,可以通过检测设置有已朝向主轴中心线ax1前进的检测器41的刀架30的位置来判定割刀to3是否出现了破损。在该情况下,连接于nc装置70的刀架用伺服放大器(接触检测部的例子)只要将刀架30的位置输出到nc装置70即可。在棒材b1的顶端部b1a残存的情况下,已朝向主轴中心线ax1前进的检测器41处于未到达主轴中心线ax1的位置,该位置由刀架用伺服放大器检测。在棒材b1的顶端部b1a未残存的情况下,检测器41处于已到达主轴中心线ax1的位置,该位置由刀架用伺服放大器检测。因此,输出刀架30的检测位置的刀架用伺服放大器检测已朝向主轴中心线ax1前进的检测器41是否与棒材b1的顶端部b1a接触。nc装置70也可以从刀架驱动部31的伺服放大器获取刀架30的检测位置,当该检测位置为未到达主轴中心线ax1的位置时判定为割刀破损,当检测位置为已到达主轴中心线ax1的位置时判定为割刀正常。
[0155]
进而,在刀架30设置有能够摆动的检测器、及检测该检测器的摆动的接近传感器(接触检测部的例子)的情况下,也可以通过方法b3进行机械式破损检测处理。接近传感器在检测器相对于刀架30相对移动时作出反应,在检测器不相对于刀架30相对移动时不作出反应。刀架进给电机是使检测器在与主轴中心线ax1交叉的方向上移动的检测器驱动部的例子。nc装置70也可以在棒材b1的顶端部b1a朝向主轴中心线ax1残存时,对刀架30进行使
检测器前进到检测器与该顶端部b1a接触的前进位置的控制。在棒材b1的顶端部b1a残存的情况下,检测器与该顶端部b1a接触,因此,检测器移动,接近传感器作出反应。在棒材b1的顶端部b1a不残存的情况下,检测器不与该顶端部b1a接触,因此,检测器不移动,而接近传感器不作出反应。nc装置70也可以在接近传感器作出反应的情况下,也就是说,在接近传感器检测到检测器的摆动的情况下,判定为割刀破损,在接近传感器不作出反应的情况下,也就是说,在接近传感器未检测到检测器的摆动的情况下,判定为割刀正常。
[0156]
不在刀架30而是在主轴中心线ax1的附近设置有使检测器摆动的旋转驱动部(检测器驱动部的例子)、及检测已朝向主轴中心线摆动的检测器的停止位置的传感器(接触检测部的例子)的情况下,也可以通过方法b1进行机械式破损检测处理。在棒材b1的顶端部b1a残存的情况下,检测器与该顶端部b1a接触,因此,nc装置70在传感器的检测位置为未到达主轴中心线ax1的位置时,可以判定为割刀破损。在棒材b1的顶端部b1a未残存的情况下,检测器不与该顶端部b1a接触,因此,nc装置70在传感器的检测位置为已到达主轴中心线ax1的位置时,可以判定为割刀正常。
[0157]
进而,检测器41的移动也可以通过电动的单轴线性运动机器人等进行。
[0158]
(5)结语:
[0159]
像以上所说明的那样,根据本发明,可以通过各种形态,提供一种无须延长连续加工中的加工时间且提高割刀破损的检测精度的车床等技术。当然,仅由权利要求书的构成要件所构成的技术也能够获得所述基本的作用、效果。
[0160]
另外,也可以实施将所述例子中公开的各构成相互置换或变更组合所得的构成、将公知技术及所述例子中公开的各构成相互置换或变更组合所得的构成等。本发明也包含这些构成等。
[0161]
[符号的说明]
[0162]
1车床
[0163]
10正面主轴箱
[0164]
11正面主轴(主轴的例子)
[0165]
12固持部
[0166]
13正面主轴箱驱动部
[0167]
15背面主轴箱
[0168]
16背面主轴(对向主轴的例子)
[0169]
17固持部
[0170]
18背面主轴箱驱动部
[0171]
20进料器
[0172]
30、30a、30b刀架
[0173]
31刀架驱动部
[0174]
40接触型破损检测部
[0175]
41检测器
[0176]
42汽缸(检测器驱动部的例子)
[0177]
43位置传感器(接触检测部的例子)
[0178]
51伺服放大器
[0179]
52伺服电机
[0180]
53编码器
[0181]
61伺服放大器
[0182]
62伺服电机
[0183]
63编码器
[0184]
70nc装置(控制部的例子)
[0185]
ax1主轴中心线
[0186]
b1棒材
[0187]
b1a顶端部
[0188]
cm1位置指令
[0189]
p1前进位置
[0190]
sg1位置反馈信号
[0191]
sg2位置偏差
[0192]
to1工具
[0193]
to2车刀
[0194]
to3割刀
[0195]
to3a顶端
[0196]
w1工件。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。