用于无焊剂钎焊的铝合金多层钎焊片材材料
1.相关申请的交叉引用
2.本技术要求于2020年6月16日提交的欧洲专利申请第20180172.7号的权益和优先权,其内容通过引用方式以其整体并入本文。
技术领域
3.本文描述了用于在惰性气体气氛中在无焊剂的情况下钎焊(“cab”)的铝合金多层钎焊片材产品或材料,该铝合金多层钎焊片材产品或材料包括:芯层,该芯层由3xxx合金制成,并且具有位于该芯层的一侧或两侧上的覆盖包覆层;以及al-si钎焊包覆层,该al-si钎焊包覆层包含7重量%至13重量%的si,该si定位于所述芯层和所述覆盖包覆层之间。本文还描述了在钎焊操作中制造的经钎焊的组件,该经钎焊的组件包括各种部件并且至少一个部件是由根据本公开的铝合金多层钎焊片材材料制成。
背景技术:
4.呈片材或挤出物形式的铝或铝合金的基材被用于制备成形或成型的产品。在一些此类工艺中,包括基材在内的(成形的)铝部分是互连的。基材的一个端部可以与另一个端部互连,或者一个基材可以与一个或多个其他基材组装在一起。这通常通过钎焊来完成。在钎焊工艺中,将钎焊填充金属或钎焊合金或在加热后产生钎焊合金的组合物施加到要被钎焊的基材的至少一部分上。在基材部分被组装后,将它们加热直到钎焊填充金属或钎焊合金熔化。钎焊材料的熔点低于铝基材或铝芯片材的熔点。
5.钎焊片材产品广泛应用于换热器和其它类似设备。常规的钎焊产品具有轧制片材的芯,该轧制片材的芯通常(但并非唯一地)是3xxx系列的铝合金,并且该轧制片材的芯在该芯片材的至少一个表面上具有铝钎焊包覆层(也称为铝包覆层)。该铝钎焊包覆层由4xxx系列合金制成,该合金包含硅为其主要合金化成分,该硅的量在4重量%至20重量%范围内。可将铝钎焊包覆层以本领域已知的多种方式,例如通过轧制粘结、包覆喷涂成型,或者半连续或连续铸造工艺藕接或粘结至铝芯合金。
6.这些铝钎焊包覆层的液相线温度通常在约540℃至620℃范围内,并且低于铝芯合金的固相线温度。大多数钎焊是在介于560℃至615℃之间的温度下完成的。
技术实现要素:
7.本公开涵盖的实施方案由权利要求而非本发明内容限定。本发明内容是本公开的各方面的高度概述,并且介绍了在下面的具体实施方式部分中进一步描述的一些概念。本发明内容并不意图确认所要求保护的主题的关键特征或本质特征,也不意图用来孤立地确定所要求保护的主题的范围。应当参考整个说明书的适当部分、任何或所有附图以及每个权利要求来理解本主题。
8.本文描述用于在惰性气体气氛中在无焊剂的情况下钎焊的铝合金多层钎焊片材产品,所述铝合金多层钎焊片材产品包括:芯层,所述芯层由包含《0.20重量%mg的3xxx合
金制成,并且具有位于所述3xxx合金芯层的一侧或两侧上的包含2重量%至6重量%si的覆盖包覆层;以及al-si钎焊包覆层,所述al-si钎焊包覆层包含7重量%至13重量%的si,所述si定位于所述3xxx合金芯层和所述覆盖包覆层之间,其中所述覆盖包覆层具有厚度x1,并且所述al-si钎焊包覆层具有厚度x2,并且其中x2≥2x1。
9.任选地,所述3xxx合金芯层包含至多0.1%的mg。在一些情况下,所述覆盖包覆层不含bi并且不含li。任选地,所述覆盖包覆层不含mg、不含bi并且不含li,并且包含以重量%计的以下成分:
10.si 2%至6%,优选2.5%至5%,更优选3.5%至5.0%;
11.fe至多0.5%;
12.mn至多0.2%;
13.cu至多0.1%;
14.zn至多0.4%;
15.ti至多0.1%;
16.不可避免的杂质,每一杂质《0.05%,总量《0.15%,余量为铝。
17.任选地,所述3xxx合金芯层包含以重量%计的以下成分:
18.0.5%至1.8%的mn;
19.《0.20%的mg;
20.至多1.1%的cu;
21.至多0.7%的si;
22.至多0.7%的fe;
23.至多0.3%的cr;
24.至多0.3%的sc;
25.至多0.3%的zr和/或v;
26.至多0.25%的ti;
27.至多1.7%的zn;
28.不可避免的杂质,每一杂质为至多0.05%并且总量为至多0.2%,并且余量为铝。
29.任选地,所述3xxx合金芯层具有至多0.15%的cu含量。任选地,所述3xxx合金芯层具有在0.15%至1.1%范围内并且优选在0.20%至0.9%范围内的cu含量。任选地,所述al-si钎焊包覆层包含以重量%计的以下成分:
30.si 7%-13%,并且优选10%-13%;
31.mg至多0.5%,并且优选0.02%至0.5%;
32.fe至多0.7%;
33.cu至多0.3%;
34.mn至多0.8%;
35.zn至多2%;
36.bi至多0.3%,并且优选0.06%至0.3%;
37.ti至多0.25%;
38.余量的铝,以及不可避免的杂质,每一杂质《0.05%,总量《0.2%。
39.任选地,在钎焊步骤之前,用碱性或酸性蚀刻剂对所述多层钎焊片材进行表面处
理。任选地,所述覆盖包覆层具有厚度x1,并且所述al-si钎焊包覆层具有厚度x2,并且其中x2≥2.5x1,并且优选x2≥3x1。任选地,所述芯层、所述al-si钎焊包覆层或所述覆盖包覆层中的至少一者包含至少0.05重量%的ti。
40.本文还描述了用于生产钎焊换热器的工艺,其包括以下步骤:提供至少一种铝合金多层钎焊片材产品诸如上文所述多层钎焊片材产品,并且优选在钎焊步骤之前用碱性或酸性蚀刻剂对所述多层钎焊片材进行表面处理;以及在无焊剂受控气氛钎焊(cab)中进行钎焊。
41.本文还描述了诸如上文所述多层钎焊片材产品的铝合金多层钎焊片材产品在无焊剂受控气氛钎焊(cab)操作中生产换热器装置的用途。
42.本公开的其他目的和优点将从以下非限制性实例和附图的详细描述中变得显而易见。
附图说明
43.图1a是根据本公开的铝合金多层钎焊片材产品的典型布置。
44.图1b是根据本公开的铝合金多层钎焊片材产品的典型布置。
45.图2是根据本公开的经钎焊的换热器组件的一部分的等距视图。
具体实施方式
46.如在下文应理解,除另外指示之外,否则铝合金命名和回火命名是指铝协会在2019年发布并经常更新的铝标准和数据以及注册记录(aluminium standards and data and the registration records)中的铝协会命名,并且是本领域技术人员众所周知的。回火命名是在欧洲标准en515中制定的。
47.对于合金组成或优选合金组成的任何描述,除非另外指示,否则所有对百分比的提及均按重量百分比计。
48.如本文所用的术语“至多”和“至多约”明确包括但不限于其所指的特定合金元素的重量百分比为零的可能性。例如,至多约0.3% cr可以包括不具有cr的铝合金。
49.如本文所用,除非上下文另外明确地指出,否则“一个/种(a)”、“一个/种(an)”或“该/所述(the)”的含义包括单数和复数的指代物。
50.如本文所用,板通常具有大于约15mm的厚度。例如,板可以是指厚度大于约15mm、大于约20mm、大于约25mm、大于约30mm、大于约35mm、大于约40mm、大于约45mm、大于约50mm或大于约100mm的铝产品。
51.如本文所用,沙特板(也称片材板)通常具有约4mm至约15mm的厚度。例如,沙特板可具有约4mm、约5mm、约6mm、约7mm、约8mm、约9mm、约10mm、约11mm、约12mm、约13mm、约14mm或约15mm的厚度。
52.如本文所用,片材一般是指厚度小于约4mm的铝产品。例如,片材可以具有小于约4mm、小于约3mm、小于约2mm、小于约1mm、小于约0.5mm、小于约0.3mm或小于约0.1mm的厚度。
53.本文公开的所有范围应理解为涵盖其中包含的任何和所有子范围。例如,规定范围“1至10”应被认为包括最小值1与最大值10之间(且包括最小值1和最大值10)的任何和所有子范围;即,所有子范围以最小值1或更大的数开始,例如1至6.1,且以最大值10或更小的
数结束,例如5.5至10。
54.本文提供了用于在惰性气体气氛中在无焊剂的情况下钎焊的改良的钎焊片材产品。
55.特别地,本文提供了用于在惰性气体气氛中在无焊剂的情况下钎焊的铝合金多层钎焊片材产品,所述铝合金多层钎焊片材产品包括:芯层,所述芯层由包含《0.20重量%mg的3xxx合金制成,并且具有位于所述3xxx合金芯层的一侧或两侧上的包含2重量%至6重量%si的覆盖包覆层;以及al-si钎焊包覆层,所述al-si钎焊包覆层包含7重量%至13重量%si,所述si定位于所述3xxx合金芯层和所述覆盖包覆层之间,其中所述覆盖包覆层具有厚度x1,并且所述al-si钎焊包覆层具有厚度x2,并且其中x2≥2x1。
56.任选地,所述芯层、al-si钎焊包覆层或覆盖包覆层中的至少一者包括ti(例如,至少0.05重量%ti或大于0.05重量%ti)。换言之,在一些实例中,ti被有意添加到所述芯层、al-si钎焊包覆层或覆盖包覆层中的至少一者中。
57.所述3xxx合金芯层包含《0.20% mg,优选至多0.1% mg,并且更优选至多0.05% mg(例如,从0%至小于0.20%,从0.025%至小于0.20%,从0.05%至小于0.20%,从0.075%至小于0.20%,从0.10%至小于0.20%,从0.125%至小于0.20%,从0.15%至小于0.20%,或从0.175%至小于0.20%)。任选地,所述芯层中的mg含量可以为约0.01%、约0.02%、约0.03%、约0.04%、约0.05%、约0.06%、约0.07%、约0.08%、约0.09%、约0.1%、约0.11%、约0.12%、约0.13%、约0.14%、约0.15%、约0.16%、约0.17%、约0.18%或约0.19%。
58.根据本公开,已经发现所述薄覆盖层的液相线温度显著高于al-si钎焊包覆层的液相线温度,使得在温度高于al-si合金钎焊包覆层的液相线温度并且低于薄覆盖包覆层的液相线温度的后续钎焊操作期间,熔化的钎焊材料将导致所述al-si合金钎焊包覆层熔化,同时保持所述薄覆盖包覆层部分固态,以防止或至少限制正在熔化的钎焊材料氧化,并且然后使al-si合金钎焊材料由于体积膨胀而通过所述薄覆盖包覆层的偏析(segregation)部分渗透到所述薄覆盖包覆层的表面上,并在所述薄覆盖包覆层的表面上铺展以形成新出现的表面,从而产生钎焊接头。所述覆盖包覆层最终将溶化到熔化的填充材料中。薄覆盖层和al-si钎焊包覆层的si含量的高差异会使液相线温度产生差异。如果si含量的差异过小,则氧化保护层效应过低,并且在加热循环到钎焊温度期间,si将开始从al-si钎焊包覆层扩散到薄覆盖层。
59.所述覆盖包覆层的si含量可以为从约2%至6%(例如,从2.25%至6%,从2.5%至6%,从2.75%至6%,从3%至6%,从3.25%至6%,从3.5%至6%,从3.75%至6%,从4%至6%,从4.25%至6%,从4.5%至6%,从4.75%至6%,从5%至6%,从5.25%至6%,从5.5%至6%,或从5.75%至6%)。任选地,所述覆盖包覆层的si含量可以为约2%、约2.25%、约2.5%、约2.75%、约3%、约3.25%、约3.5%、约3.75%、约4%、约4.25%、约4.5%、约4.75%、约5%、约5.25%、约5.5%、约5.75%或约6%。
60.所述钎焊包覆层的si含量可以为从约7%至13%(例如,从7.25%至13%,从7.5%至13%,从7.75%至13%,从8%至13%,从8.25%至13%,从8.5%至13%,从8.75%至13%,从9%至13%,从9.25%至13%,从9.5%至13%,从9.75%至13%,从10%至13%,从10.25%至13%,从10.5%至13%,从10.75%至13%,从11%至13%,从11.25%至13%,从
11.5%至13%,从11.75%至13%,从12%至13%,从12.25%至13%,从12.5%至13%,或从12.75%至13%)。任选地,所述钎焊包覆层的si含量可以是约7%、约7.25%、约7.5%、约7.75%、约8%、约8.25%、约8.5%、约8.75%、约9%、约9.25%、约9.5%、约9.75%、约10%、约10.25%、约10.5%、约10.75%、约11%、约11.25%、约11.5%、约11.75%、约12%、约12.25%、约12.5%、约12.75%或约13%。
61.铝芯合金层中镁含量低的重要优势是与在cab炉中的这种方法的兼容性,所述cab炉也可与助焊性(fused)组分一起用于待被钎焊的换热器中。无焊剂钎焊不需要单独的设备。铝芯合金中的mg含量可以为从0%至0.2%(例如,从0.025%至0.2%,从0.05%至0.2%,从0.075%至0.2%,从0.1%至0.2%,从0.125%至0.2%,从0.150%至0.2%,或从0.175%至0.2%)。任选地,所述铝芯合金的mg含量可以为约0.025%、约0.05%、约0.075%、约0.1%、约0.125%、约0.150%、约0.175%、约0.2%。
62.在实施方案中,铝芯合金层由3xxx系列铝合金制成,所述铝合金由以重量%计的以下成分组成:
63.0.5%至1.8%的mn,优选0.6%至1.5%,并且更优选0.8%至1.3%;
64.《0.20%的mg,优选至多0.1%,并且更优选至多0.05%;
65.至多1.1%的cu,并且优选至多0.15%或替代地在0.15%至1.1%,并且优选在0.20%至0.95%,并且更优选在0.20%至0.60%的范围内;
66.至多0.7%的si,优选至多0.3%或替代地在0.3%至0.7%,并且更优选0.40%至0.65%的范围内;
67.至多0.7%的fe,优选至多0.5%,并且更优选在0.05%至0.35%的范围内;
68.至多0.3%的cr,优选至多0.20%,并且更优选至多0.09%,并且最优选至多0.04%;
69.至多0.3%的sc,优选至多0.25%,
70.至多0.3%的zr和/或v,优选至多0.09%,并且更优选至多0.04%;
71.至多0.25%的ti,优选0.01%至0.20%,更优选0.01%至0.12%;
72.至多1.7%的zn,优选至多1.2%的zn,更优选至多0.5%,并且最优选至多0.2%;
73.余量的铝和杂质。通常,杂质为每一者最高至多0.05%,并且总计最高至多0.2%,并且优选总计不超过0.15%。
74.铝芯合金层中的mn含量可以为从约0.5%至1.8%(例如,从0.6%至1.5%或从0.8%至1.3%)。任选地,所述铝芯合金层中的mn含量可以为约0.5%、约0.55%、约0.6%、约0.65%、约0.7%、约0.75%、约0.8%、约0.85%、约0.9%、约0.95%、约1%、约1.05%、约1.1%、约1.15%、约1.2%、约1.25%、约1.3%、约1.35%、约1.4%、约1.45%、约1.5%、约1.55%、约1.6%、约1.65%、约1.7%、约1.75或约1.8%。
75.铝芯合金层的mg含量可以为从0%至小于0.20%(例如,从0.02%至小于0.20%,从0.04%至小于0.20%,从0.06%至小于0.20%,从0.08%至小于0.20%,从0.10%至小于0.20%,从0.12%至小于0.20%,从0.14%至小于0.20%,从0.16%至小于0.20%,或从0.18%至小于0.20%)。任选地,所述铝芯合金层中的mg含量可以为约0.01%、约0.02%、约0.03%、约0.04%、约0.05%、约0.06%、约0.07%、约0.08%、约0.09%、约0.10%、约0.11%、约0.12%、约0.13%、约0.14%、约0.15%、约0.16%、约0.17%、约0.18%或约
0.19%。
76.铝芯合金层中的cu含量可以为从0%至1.10%(例如,从0.15%至1.1%,从0.20%至0.95%,或从0.20%至0.60%)。任选地,所述铝芯合金层中的cu含量可以为0%、约0.05%、约0.10%、约0.15%、约0.20%、约0.25%、约0.30%、约0.35%、约0.40%、约0.45%、约0.50%、约0.55%、约0.60%、约0.65%、约0.70%、约0.75%、约0.80%、约0.85%、约0.90%、约0.95%、约1.00%、约1.05%或约1.10%。
77.铝芯合金层的si含量可以为从0%至0.7%(例如,从0.1%至0.7%,从0.2%至0.7%,从0.3%至0.7%,从0.4%至0.7%,从0.5%至0.7%,从0.6%至0.7%,从0%至0.3%,或从0.4%至0.65%)。任选地,所述铝芯合金层的si含量可以为0%、约0.025%、约0.05%、约0.075%、约0.10%、约0.125%、约0.15%、约0.175%、约0.20%、约0.225%、约0.25%、约0.275%、约0.30%、约0.325%、约0.35%、约0.375%、约0.40%、约0.425%、约0.45%、约0.475%、约0.50%、约0.525%、约0.55%、约0.575%、约0.60%、约0.625%、约0.65%、约0.675%或约0.70%。
78.铝芯合金层的fe含量可以为从0%至0.7%(例如,从0.1%至0.7%,从0.2%至0.7%,从0.3%至0.7%,从0.4%至0.7%,从0.5%至0.7%,从0.6%至0.7%,从0%至0.50%,或从0.05%至0.35%)。任选地,所述铝芯合金层的fe含量可以为0%、约0.025%、约0.05%、约0.075%、约0.10%、约0.125%、约0.15%、约0.175%、约0.20%、约0.225%、约0.25%、约0.275%、约0.30%、约0.325%、约0.35%、约0.375%、约0.40%、约0.425%、约0.45%、约0.475%、约0.50%、约0.525%、约0.55%、约0.575%、约0.60%、约0.625%、约0.65%、约0.675%或约0.70%。
79.所述铝芯合金层的cr含量可以为从0%至0.30%(例如,从0.05%至0.30%,从0.10%至0.30%,从0.15%至0.30%,从0.20%至0.30%,从0.25%至0.30%,从0%至0.20%,从0%至0.09%,或从0%至0.04%)。所述铝芯合金层的cr含量可以为0%、约0.025%、约0.05%、约0.075%、约0.10%、约0.125%、约0.15%、约0.175%、约0.20%、约0.225%、约0.25%、约0.275%或约0.30%。
80.所述铝芯合金层的sc含量可以为从0%至0.30%(例如,从0.05%至0.30%,从0.10%至0.30%,从0.15%至0.30%,从0.20%至0.30%,从0.25%至0.30%,或从0%至0.25%)。任选地,所述铝芯合金层的sc含量可以为0%、约0.01%、约0.02%、约0.03%、约0.04%、约0.05%、约0.06%、约0.07%、约0.08%、约0.09%、约0.10%、约0.11%、约0.12%、约0.13%、约0.14%、约0.15%、约0.16%、约0.17%、约0.18%、约0.19%、约0.20%、约0.21%、约0.22%、约0.23%、约0.24%、约0.25%、约0.26%、约0.27%、约0.28%、约0.29%或约0.30%。
81.铝芯合金层的zr和/或v含量可以各自为从0%至0.30%(例如,从0.05%至0.30%,从0.10%至0.30%,从0.15%至0.30%,从0.20%至0.30%,从0.25%至0.30%,从0%至0.09%,或从0%至0.04%)。任选地,所述铝芯合金层的zr和/或v含量可以为0%、约0.01%、约0.02%、约0.03%、约0.04%、约0.05%、约0.06%、约0.07%、约0.08%、约0.09%、约0.10%、约0.11%、约0.12%、约0.13%、约0.14%、约0.15%、约0.16%、约0.17%、约0.18%、约0.19%、约0.20%、约0.21%、约0.22%、约0.23%、约0.24%、约0.25%、约0.26%、约0.27%、约0.28%、约0.29%或约0.30%。
82.所述铝芯合金层的ti含量可以为从0%至0.25%(例如,从0.05%至0.25%,从0.10%至0.25%,从0.15%至0.25%,从0.20%至0.25%,从0.01%至0.20%,或从0.01%至0.12%)。任选地,所述铝芯合金层的ti含量可以为0%、约0.01%、约0.02%、约0.03%、约0.04%、约0.05%、约0.06%、约0.07%、约0.08%、约0.09%、约0.10%、约0.11%、约0.12%、约0.13%、约0.14%、约0.15%、约0.16%、约0.17%、约0.18%、约0.19%、约0.20%、约0.21%、约0.22%、约0.23%、约0.24%或约0.25%。
83.所述铝芯合金层的zn含量可以为从0%至1.7%(例如,从0.25%至1.7%,从0.50%至1.7%,从0.75%至1.7%,从1.0%至1.7%,从1.25%至1.7%,从1.5%至1.7%,从0%至1.2%,从0%至0.50%,或从0%至0.20%)。任选地,所述铝芯合金层的zn含量可以为0%、约0.05%、约0.10%、约0.15%、约0.20%、约0.25%、约0.30%、约0.35%、约0.40%、约0.45%、约0.50%、约0.55%、约0.60%、约0.65%、约0.70%、约0.75%、约0.80%、约0.85%、约0.90%、约0.95%、约1.00%、约1.05%、约1.10%、约1.15%、约1.20%、约1.25%、约1.30%、约1.35%、约1.40%、约1.45%、约1.50%、约1.55%、约1.60%、约1.65%或约1.70%。
84.在实施方案中,所述覆盖包覆层不含选自由ag、be、bi、ca、ce、la、li、na、pb、se、sb、sr、th和y组成的组的润湿元素或改变熔化al-si合金的表面张力的元素。“不含”意指没有向化学组合物中有目的地添加ag、be、bi、ca、ce、la、li、na、pb、se、sb、sr、th或y,但是由于杂质和/或与制造设备接触而泄漏,微量的该元素仍然可能进入覆盖材料层中。在实践中,这意味着这些限定元素中的每一种(如果存在)的存在量为至多约0.005%,通常小于约0.001%。在实施方案中,这些润湿元素的总和不超过0.01%,并且优选不超过0.005%。例如,小于10ppm的sr,并且优选小于5ppm的sr是微量的实例。另外,小于10ppm的na,并且优选小于3ppm的na是微量的另一个实例。避免润湿元素,例如像bi这样的元素,是很重要的,因为它减少衬层生产过程中边缘开裂的发生。润湿元素的存在也将限制通过具有部分熔化的覆盖包覆层或顶层来防止表面在钎焊期间再氧化的积极作用,因为如果存在润湿元素,它可能太容易流动。
85.所述覆盖包覆层优选不含mg,意味着水平低于约0.05%,优选低于约0.03%,并且更优选低于0.01%。“不含”意指没有向化学组合物中有目的地添加mg,但是由于杂质和/或与制造设备接触而泄漏,微量的该元素仍然可能进入覆盖材料层中。
86.在实施方案中,所述覆盖包覆层是不含mg的铝合金,并且包含以重量%计的以下成分:
87.si 2%至6%,优选2.5%至5%,更优选3.5%至5.0%;
88.fe至多0.5%,优选至多0.3%;
89.mn至多0.2%,优选至多0.10%;
90.cu至多0.1%,优选至多0.05%;
91.zn至多0.4%,优选至多0.2%;
92.ti至多0.1%,优选至多0.05%;
93.不可避免的杂质,每一杂质《0.05%,总量《0.15%,并且优选每一杂质《0.02%并且总量《0.05%,余量为铝。
94.所述覆盖包覆层的si含量可以为从2%至6%(例如,从2.5%至6%,从3%至6%,
从3.5%至6%,从4%至6%,从4.5%至6%,从5%至6%,从5.5%至6%,从2.5%至5%,或从3.5%至5%)。任选地,所述覆盖包覆层的si含量可以为约2%、约2.25%、约2.5%、约2.75%、约3%、约3.25%、约3.5%、约3.75%、约4%、约4.25%、约4.5%、约4.75%、约5%、约5.25%、约5.75%或约6%。
95.所述覆盖包覆层的fe含量可以为从0%至0.5%(例如,从0.1%至0.5%,从0.2%至0.5%,从0.3%至0.5%,从0.4%至0.5%,或从0%至0.3%)。任选地,所述覆盖包覆层的fe含量可以为0%、约0.025%、约0.05%、约0.075%、约0.1%、约0.125%、约0.15%、约0.175%、约0.2%、约0.225%、约0.25%、约0.275%、约0.3%、约0.325%、约0.35%、约0.375%、约0.4%、约0.425%、约0.45%、约0.475%或约0.5%。
96.所述覆盖包覆层的mn含量可以为从0%至0.2%(例如,从0.05%至0.2%,从0.1%至0.2%,从0.15%至0.2%,或从0%至0.1%)。任选地,所述覆盖包覆层的mn含量可以为0%、约0.01%、约0.02%、约0.03%、约0.04%、约0.05%、约0.06%、约0.07%、约0.08%、约0.09%、约0.10%、约0.11%、约0.12%、约0.13%、约0.14%、约0.15%、约0.16%、约0.17%、约0.18%、约0.19%或约0.20%。
97.所述覆盖包覆层的cu含量可以为从0%至0.10%(例如,从0.025%至0.10%,从0.05%至0.10%,从0.075%至0.10%,或从0%至0.05%)。任选地,所述覆盖包覆层的cu含量可以为0%、约0.01%、约0.02%、约0.03%、约0.04%、约0.05%、约0.06%、约0.07%、约0.08%、约0.09%或约0.10%。
98.所述覆盖包覆层的zn含量可以为从0%至0.40%(例如,从0.05%至0.40%,从0.10%至0.40%,从0.15%至0.40%,从0.20%至0.40%,从0.25%至0.40%,从0.30%至0.40%,从0.35%至0.40%,或从0%至0.20%)。任选地,所述覆盖包覆层的zn含量可以为0%、约0.02%、约0.04%、约0.06%、约0.08%、约0.10%、约0.12%、约0.14%、约0.16%、约0.18%、约0.20%、约0.22%、约0.24%、约0.26%、约0.28%、约0.30%、约0.32%、约0.34%、约0.36%、约0.38%或约0.40%。
99.所述覆盖包覆层的ti含量可以为从0%至0.10%(例如,从0.025%至0.10%,从0.05%至0.10%,从0.075%至0.10%,或从0%至0.05%)。任选地,所述覆盖包覆层的ti含量可以为0%、约0.01%、约0.02%、约0.03%、约0.04%、约0.05%、约0.06%、约0.07%、约0.08%、约0.09%或约0.10%。
100.在实施方案中,所述覆盖包覆层是不含镁的铝合金,其由以重量%计的以下成分组成:si 2%至6%,fe至多0.5%,mn至多0.2%,cu至多0.1%,zn至多0.4%,ti至多0.1%,不可避免的杂质(每一杂质《0.05%,并且总量《0.15%),余量为铝,并且这些成分具有如本文所述和要求保护的优选的较窄范围。
101.在本公开的实施方案中,所述al-si钎焊包覆层具有下面的包含以重量%计的以下成分的组成:
102.si 7%-13%,优选10%-13%,更优选11%-13%;
103.mg至多0.5%,优选0.02%至0.5%,并且更优选0.02%至0.3%,并且最优选0.10%至0.20%;
104.fe至多0.7%,优选至多0.5%;
105.cu至多0.3%,优选至多0.1%;
106.mn至多0.8%,优选至多0.2%;
107.zn至多2%,优选至多0.3%;
108.ti至多0.25%,优选至多0.15%,并且更优选至多0.1%;
109.余量的铝,以及不可避免的杂质,每一杂质《0.05%,总量《0.2%。
110.al-si钎焊包覆层的si含量可以为从7%至13%(例如,从8%至13%,从9%至13%,从10%至13%,从11%至13%,或从12%至13%)。任选地,所述钎焊包覆层的si含量可以为约7%、约7.25%、约7.5%、约7.75%、约8%、约8.25%、约8.5%、约8.75%、约9%、约9.25%、约9.5%、约9.75%、约10%、约10.25%、约10.5%、约10.75%、约11%、约11.25%、约11.5%、约11.75%、约12%、约12.25%、约12.5%、约12.75%或约13%。
111.所述al-si钎焊包覆层的mg含量可以为从0%至0.5%(例如,从0.02%至0.5%,从0.02%至0.3%,或从0.1%至0.2%)。任选地,所述钎焊包覆层的mg含量可以为约0.02%、约0.04%、约0.06%、约0.08%、约0.1%、约0.12%、约0.14%、约0.16%、约0.18%、约0.2%、约0.22%、约0.24%、约0.26%、约0.28%、约0.3%、约0.32%、约0.34%、约0.36%、约0.38%、约0.4%、约0.42%、约0.44%、约0.46%、约0.48%或约0.5%。
112.所述al-si钎焊包覆层的fe含量可以从0%至0.7%(例如,从0.1%至0.7%,从0.2%至0.7%,从0.3%至0.7%,从0.4%至0.7%,从0.5%至0.7%,从0.6%至0.7%,或从0%至0.5%)。任选地,所述钎焊包覆层的fe含量可以为约0.025%、约0.05%、约0.075%、约0.1%、约0.125%、约0.15%、约0.175%、约0.2%、约0.225%、约0.25%、约0.275%、约0.3%、约0.325%、约0.35%、约0.375%、约0.4%、约0.425%、约0.45%、约0.475%、约0.5%、约0.525%、约0.55%、约0.575%、或约0.6%、约0.625%、约0.65%、约0.675%或约0.7%。
113.所述al-si钎焊包覆层的cu含量可以为从0%至0.30%(例如,从0.05%至0.30%,从0.10%至0.30%,从0.15%至0.30%,从0.20%至0.30%,从0.25%至0.30%,或从0%至0.10%)。任选地,所述钎焊包覆层的cu含量可以为0%、约0.01%、约0.02%、约0.03%、约0.04%、约0.05%、约0.06%、约0.07%、约0.08%、约0.09%、约0.10%、约0.11%、约0.12%、约0.13%、约0.14%、约0.15%、约0.16%、约0.17%、约0.18%、约0.19%、约0.20%、约0.21%、约0.22%、约0.23%、约0.24%、约0.25%、约0.26%、约0.27%、约0.28%、约0.29%或约0.30%。
114.所述al-si钎焊包覆层的mn含量可以为从0%至0.80%(例如,从0.10%至0.80%,从0.20%至0.80%,从0.30%至0.80%,从0.40%至0.80%,从0.50%至0.80%,从0.60%至0.80%,从0.70%至0.80%,或从0%至0.20%)。任选地,所述钎焊包覆层的mn含量可以为0%、约0.05%、约0.10%、约0.15%、约0.20%、约0.25%、约0.30%、约0.35%、约0.40%、约0.45%、约0.50%、约0.55%、约0.60%、约0.65%、约0.70%、约0.75%或约0.80%。
115.所述al-si钎焊包覆层的zn含量可以为从0%至2%(例如,从0.25%至2%,从0.50%至2%,从0.75%至2%,从1.25%至2%,从1.5%至2%,从1.75%至2%,或从0%至0.30%)。任选地,所述钎焊包覆层的zn含量可以为0%、约0.20%、约0.30%、约0.40%、约0.60%、约0.80%、约1.0%、约1.2%、约1.4%、约1.6%、约1.8%或约2.0%。
116.所述al-si钎焊包覆层的ti含量可以为从0%至0.25%(例如,从0.05%至0.25%,
从0.10%至0.25%,从0.15%至0.25%,从0.20%至0.25%,从0%至0.15%,或从0%至0.10%)。任选地,所述铝芯合金层的ti含量可以为0%、约0.01%、约0.02%、约0.03%、约0.04%、约0.05%、约0.06%、约0.07%、约0.08%、约0.09%、约0.10%、约0.11%、约0.12%、约0.13%、约0.14%、约0.15%、约0.16%、约0.17%、约0.18%、约0.19%、约0.20%、约0.21%、约0.22%、约0.23%、约0.24%或约0.25%。
117.在具体实施方案中,所述al-si钎焊包覆层可进一步包含至多0.3%,优选0.06%至0.3%,更优选0.11%至0.20%的bi,以促进所述al-si钎焊包覆层的流动以及以增强钎焊期间的接头形成。
118.在本公开的实施方案中,所述al-si钎焊包覆层具有下面的由以重量%计的以下成分组成的组成:
119.si 7%-13%,优选10%-13%,更优选11%-13%;
120.mg至多0.5%,优选0.02%至0.5%,并且更优选0.02%至0.3%,并且最优选0.10%至0.20%;
121.fe至多0.7%,优选至多0.5%;
122.cu至多0.3%,优选至多0.1%;
123.mn至多0.8%,优选至多0.2%;
124.zn至多2%,优选至多0.3%;
125.bi至多0.3%,优选0.06%至0.3%,更优选0.11%至0.20%;
126.ti至多0.25%,优选至多0.15%,并且更优选至多0.1%;
127.余量的铝,以及不可避免的杂质,每一杂质《0.05%,总量《0.2%。
128.在根据本公开的铝合金多层钎焊片材材料的实施方案中,3xxx合金芯层的两侧都具有覆盖包覆层和al-si钎焊包覆层。当3xxx合金芯层的两侧以相同的方式被包覆时,钎焊片材材料由五层构造组成。
129.在实施方案中,铝合金多层钎焊片材材料缺少或没有插入在3xxx合金芯层和al-si钎焊包覆层之间的铝合金层,因为这将降低生产产量,使产品成本增加。
130.根据本公开的铝合金多层钎焊片材材料可以经由各种技术制造。例如通过本领域熟知的轧制粘结,并且所述方法是优选的。该工艺通常可以包括以下步骤:
131.铸造不同的铝合金以获得轧制块;
132.在任一侧上进行块的表面修整,以去除源自铸造工艺的表面偏析区,并改善产品平整度;
133.在400℃至550℃下预加热钎焊材料块;
134.热轧制形成覆盖层和al-si钎焊包覆层的块,直到期望厚度,以提供多个经热轧制的包覆衬里;
135.替代地,热轧制覆盖层和al-si钎焊包覆层的块至中间厚度,并将两种材料以中间厚度堆叠,并进一步热轧制该堆叠体以提供由两层组成的期望厚度的经热轧制的包覆衬里;
136.任选地在500℃至630℃下将铝芯合金块匀化至少1小时,优选1至20小时;
137.将芯合金块至少在一个面上,任选地在两个面上与轧制的包覆衬里组装以获得夹层结构;
138.在400℃至550℃下预加热所述夹心体;
139.将所述夹心体热轧制至中间厚度,例如2至10mm;将经热轧制的夹心体冷轧制至期望的最终厚度以获得多层钎焊片材产品;和
140.任选地在200℃至480℃下退火,以获得所需回火(例如o-回火、h2x-回火或h3x-回火)的多层钎焊片材产品。
141.替代地,在不太优选的基础上,覆盖包覆层和al-si钎焊包覆层中的一者或多者可以通过热喷涂技术施加到3xxx合金芯层上。或者替代地,所述芯铝合金层和所述al-si合金钎焊包覆层可以通过铸造技术制造,该铸造技术为例如如专利文献wo-2004/112992中所公开的铸造技术,其中所述覆盖包覆层可以通过例如轧制粘结或热喷涂技术来施加。
142.在实施方案中,在钎焊工艺之前用碱性或酸性蚀刻剂处理由此获得的铝合金多层钎焊片材材料,以去除表面氧化物膜,从而便于无焊剂cab钎焊操作。
143.优选地,将铝合金多层钎焊片材材料的外表面用酸性蚀刻剂处理。酸性蚀刻剂优选包含10g/l至25g/l,更优选12g/l至16g/l,例如14g/l的h2so4和0.5g/l至5g/l,更优选1g/l至3g/l,例如2g/l的hf(5%)。酸性蚀刻剂可以包含至少一种以下无机酸:h2so4、h3po4、hcl、hf和/或hno3。优选地,酸性蚀刻剂是h2so4和hf的混合物。酸性蚀刻剂通常为溶液形式,并且无机酸含量通常是从0.5重量%至20重量%。
144.根据另一个实施方案,蚀刻剂可以是碱性的。碱性蚀刻剂可以包括以下物质中的至少一种:naoh和/或koh。碱性蚀刻剂通常为溶液形式,并且碱性含量通常为从0.5重量%至20重量%。碱性蚀刻剂可进一步包含表面活性剂(例如,阴离子表面活性剂,诸如烷基苯磺酸盐、烷基硫酸盐、烷基醚硫酸盐;阳离子表面活性剂,诸如单烷基季铵体系;非离子表面活性剂,诸如具有酯、醚或酰胺键合(bonding)的表面活性剂(例如二醇酯);或两性表面活性剂,诸如咪唑啉衍生物或多肽)或络合剂(例如葡萄糖酸钠、山梨醇、粘酸或阿拉伯树胶)。
145.碱性蚀刻剂通常需要用酸冲洗,例如硝酸或硫酸。
146.用蚀刻剂进行的表面处理通常持续1秒至5分钟,优选3秒至80秒,更优选5秒至50秒。
147.该表面处理过程中的温度通常为从20℃至100℃,优选从30℃至80℃,更优选50℃至80℃。
148.在表面处理过程中,包覆外层侧的铝去除量为每侧1至1000mg/m2,优选每侧5至500mg/m2,更优选每侧5至300mg/m2。
149.根据本公开的铝合金多层钎焊片材材料在最终规格下的典型厚度在约0.05mm至4mm,并且优选地约0.2mm至2mm,并且更优选地约0.2mm至1.5mm的范围内。
150.在实施方案中,每个覆盖包覆层的厚度为多层钎焊片材总厚度的约0.5%至10%,优选为0.5%至5%,并且每个al-si钎焊包覆层的厚度为铝合金多层钎焊片材总厚度的约3%至25%,优选约4%至15%。
151.在实施方案中,覆盖包覆层的厚度在4μm至80μm的范围内,优选地在5μm至50μm的范围内。
152.与al-si钎焊包覆层的厚度相比,保持覆盖包覆层的厚度薄是很重要的。覆盖包覆层具有厚度x1,并且al-si钎焊包覆层具有厚度x2,并且al-si合金钎焊包覆层和覆盖包覆层的厚度比(x2比x1)为2或更大值比1。在实施方案中,该厚度比为2.5或更大值比1,并且优选
x2≥3x1,例如该厚度比为2.5比1,或3比1,或3.5比1。在一些情况下,该厚度比由2x1《x2《2.5x1表示。
153.优选地,施加在芯合金层的一侧上的覆盖包覆层和al-si钎焊包覆层的总厚度的范围为多层钎焊片材材料的整个厚度的约5%至25%,优选5%至15%。
154.在本公开的实施方案中,铝合金多层钎焊片材材料以o-回火形式提供,并且被完全退火。
155.在本公开的实施方案中,铝合金多层钎焊片材材料以h3x-回火、h2x-回火或h1x-回火形式提供,并且其中x是1、2、3、4、5、6、7或8,诸如例如h14、h18、h22、h24和h26回火。
156.作为具体的实例,铝合金多层钎焊片材材料以h14、h22、h24或o-回火形式提供。
157.在本公开的进一步的方面,它涉及铝合金多层钎焊片材材料或产品用于通过无焊剂受控气氛钎焊(cab)操作来生产例如机动车辆的换热器的用途,并且同样地,该铝合金多层钎焊片材材料适用于应用到动力系和发动机冷却散热器、低温散热器、直接空-空增压空气冷却(“cac”)或中间冷却、空-水cac、水-空cac、空-制冷剂cac、制冷剂-空cac、空-制冷剂蒸发器、空-制冷剂冷凝器、水-制冷剂蒸发器、水-制冷剂冷凝器、加热器芯、废气冷却、废气再循环系统、混合冷却系统、两相冷却系统、油冷却器、燃料冷却器、电池冷却系统材料、冷却器、冷却板、热回收系统等的换热器中。
158.在本公开的进一步的方面,提供了包括例如通过弯曲、折叠、管成形或深拉在无焊剂受控气氛钎焊(cab)操作中彼此结合而形成的至少两个成型构件的制品,特别是至少并入了根据本公开的铝合金多层钎焊材料作为成型构件中的一个成型构件的机动车辆的换热器。
159.在本公开的另一个方面,提供了制造钎焊部件的组件的方法,所述方法包括顺序如下的以下步骤:
160.(a)提供或形成其中至少一个部件由如本文所阐述或要求保护的铝合金多层钎焊片材产品制成的部件;并且优选地,用碱性或酸性蚀刻剂处理所述多层钎焊片材;
161.(b)将所述部件组装成组件;并且优选地,将本公开的多层钎焊片材产品的具有覆盖包覆层的一侧保持在形成钎焊片材的组件内以构成结构,优选中空结构;
162.(c)在惰性气体气氛(例如氩气或氮气)中,在钎焊温度下,通常在约540℃至615℃范围内的温度下,例如在约590℃或约或约600℃下,在不施加钎焊焊剂的情况下钎焊所述组件,持续长到足够用于使所述al-si钎焊材料熔化和铺展的时间,例如约1至10分钟,优选1至6分钟,通常约2或4分钟的停留时间(dwell time),以在填充材料和至少一种其他部件之间形成圆角;并且其中干燥惰性气体气氛的氧含量被控制为尽可能低的水平,优选低于200ppm,并且更优选低于100ppm,并且更优选低于40ppm的水平;以及
163.(d)将经钎焊组件冷却,通常冷却至低于100℃;例如冷却至环境温度。
164.理想地,当将所述部件组装成适用于通过钎焊接合的组件时,将本公开的多层钎焊片材产品的具有薄覆盖包覆层的一侧保持在形成钎焊片材的组件内以构成结构。当使用根据本公开的钎焊片材产品时,不需要为了在钎焊操作之后获得良好的接头而施加钎焊焊剂。
165.在优选实施方案中,钎焊操作过程中的钎焊惰性气体气氛应该是干燥的,这意味着露点低于零下40℃,并且更优选零下45℃或甚至更低。
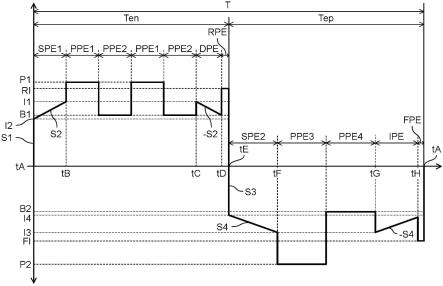
166.根据本公开的铝合金多层钎焊片材产品4的示例性布置示于图1a和图1b中。覆盖包覆层2和al-si合金钎焊包覆层1可以施加在芯层3的两侧或仅一侧上,并且其中覆盖包覆层2形成铝合金多层钎焊片材产品的外层。当两侧都被包覆时,多层钎焊片材产品具有五层,包括如图1a所示的芯合金层。当一侧被钎焊材料包覆时,多层钎焊片材产品具有如图1b所示的三层配置。
167.图2是经钎焊的换热器组件的一部分的等距视图(isometric view)。如图2所示,根据本公开的经钎焊的铝换热器12可以包括多个由多层钎焊片材制成的流体输送管6。流体输送管6的端部通向集管板8和箱10(图2中示出了流体输送管6的一个端部、一个集管板8和一个箱10)。冷却剂从箱10循环,通过流体输送管6并进入另一个箱(未示出)。如图所示,多个散热片7设置在流体输送管6之间,以便将热量从该流体输送管转移出去,从而促进冷却其中的流体的热交换。
168.说明
169.说明1是用于在惰性气体气氛中在无焊剂的情况下钎焊的铝合金多层钎焊片材产品,所述铝合金多层钎焊片材产品包括:芯层,所述芯层由包含《0.20重量%mg的3xxx合金制成,并且具有位于所述3xxx合金芯层的一侧或两侧上的包含2重量%至6重量%si的覆盖包覆层;以及al-si钎焊包覆层,所述al-si钎焊包覆层包含7重量%至13重量%的si,所述si定位于所述3xxx合金芯层和所述覆盖包覆层之间,其中所述覆盖包覆层具有厚度x1,并且所述al-si钎焊包覆层具有厚度x2,并且其中x2≥2x1。
170.说明2是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述3xxx合金芯层包含至多0.1%的mg。
171.说明3是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述覆盖包覆层不含bi并且不含li。
172.说明4是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述覆盖包覆层不含mg、不含bi并且不含li,并且包含以重量%计的以下成分:
173.si 2%至6%;
174.fe至多0.5%;
175.mn至多0.2%;
176.cu至多0.1%;
177.zn至多0.4%;
178.ti至多0.1%;
179.不可避免的杂质,每一杂质《0.05%,总量《0.15%,余量为铝。
180.说明5是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述覆盖包覆层具有在2.5%至5%范围内的si含量。
181.说明6是根据任何前述或后续说明所述的铝合金多层钎焊片材产品,其中所述3xxx合金芯层包含以重量%计的以下成分:
182.0.5%至1.8%的mn;
183.《0.20%的mg;
184.至多1.1%的cu;
185.至多0.7%的si;
186.至多0.7%的fe;
187.至多0.3%的cr;
188.至多0.3%的sc;
189.至多0.3%的zr和/或v;
190.至多0.25%的ti;
191.至多1.7%的zn;
192.不可避免的杂质,每一杂质为至多0.05%并且总量为至多0.2%,并且余量为铝。
193.说明7是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述3xxx合金芯层具有至多0.15%的cu含量。
194.说明8是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述3xxx合金芯层具有在0.15%至1.1%范围内的cu含量。
195.说明9是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述3xxx合金芯层具有在0.20%至0.9%范围内的cu含量。
196.说明10是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述al-si钎焊包覆层包含以重量%计的以下成分:
197.si 7%-13%;
198.mg至多0.5%;
199.fe至多0.7%;
200.cu至多0.3%;
201.mn至多0.8%;
202.zn至多2%;
203.bi至多0.3%;
204.ti至多0.25%;
205.余量的铝,以及不可避免的杂质,每一杂质《0.05%,总量《0.2%。
206.说明11是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述al-si钎焊包覆层具有10%至13%的si含量。
207.说明12是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述al-si钎焊包覆层具有0.02%至0.5%的mg含量。
208.说明13是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述al-si钎焊包覆层具有0.06%至0.3%的bi含量。
209.说明14是根据任何前述或后续说明所述的多层钎焊片材产品,其中在钎焊步骤之前,用碱性或酸性蚀刻剂对所述多层钎焊片材进行表面处理。
210.说明15是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述覆盖包覆层具有厚度x1,并且所述al-si钎焊包覆层具有厚度x2,并且其中x2≥2.5x1。
211.说明16是根据任何前述或后续说明所述的多层钎焊片材产品,其中x2≥3x1。
212.说明17是根据任何前述或后续说明所述的多层钎焊片材产品,其中所述芯层、所述al-si钎焊包覆层或所述覆盖包覆层中的至少一者包含0.05重量%的ti。
213.说明18是用于生产钎焊换热器的工艺,其包括以下步骤:提供至少一种根据任何前述或后续实施例所述的至少一种铝合金多层钎焊片材产品;以及在无焊剂受控气氛钎焊
(cab)中进行钎焊。
214.说明19是根据前述或后续说明中任一项所述的工艺,其中在钎焊步骤之前,用碱性或酸性蚀刻剂对所述多层钎焊片材进行表面处理。
215.说明20是根据前述说明中任一项所述的铝合金多层钎焊片材产品在无焊剂受控气氛钎焊(cab)操作中生产换热器装置的用途。
216.以上引用的所有专利、出版物和摘要通过引用方式以其整体并入本文。已经描述了本公开的各种实施方案以实现本公开的各种目标。应当认识到,这些实施方案仅用于说明本公开的原理。在不偏离如在所附权利要求中限定的本公开的精神和范围的情况下,这些实施方案的许多修改和改动对于本领域技术人员而言将是显而易见的。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。