1.本发明涉及一种用于在一系列切断(切分)操作期间借助于线锯从工件切出多个切片的方法,其中,所述线锯包括由锯线的移动线区段构成的线阵列和致动装置,并且所述线阵列在两个线引导辊之间的平面中被张紧,并且其中所述两个线引导辊中的每一个被支撑在固定轴承与浮动轴承之间并包括至少一个腔室和外壳部,所述外壳部包围所述线引导辊的芯体部并且被构造有用于线区段的引导凹槽。在所述切断操作中的每一个期间,在存在磨蚀地作用于工件上的硬质材料和工作流体的情况下,相应的工件借助于致动装置沿着垂直于工件轴线且垂直于线阵列的平面的供给(输送)方向被供给通过所述线阵列。
背景技术:
2.这种用于切出多个切片的方法可以借助于搭接切片或磨削切片来实现。
3.在搭接切片的情况下,由液态载体介质中的硬质材料组成的浆料形式的工作流体被供给到在线表面与工件之间形成的工作空间。在搭接切片的情况下,材料借助于涉及工具载体(锯线)、工具(磨料)和工件的三体相互作用被去除。
4.在磨削切片的情况下,使用其表面中牢固地粘结有硬质材料的锯线,并且工作流体被供应,其中所述工作流体自身不含磨削材料并用作冷却润滑剂。在磨削切片的情况下,材料借助于涉及作为工具的金刚石涂敷锯线和工件的二体相互作用被去除。
5.在常规线锯的情况下,所述线引导辊中的每一个在其一个端面附近设有以固定方式连接至机架并被称为固定轴承的轴承,并且在相反的端面附近设置有可相对于机架在线引导辊的轴向方向上移动并被称为浮动轴承的轴承。
6.线阵列的线引导辊通常包括由金属制成的芯体部,所述芯体部通常被例如由聚氨酯制成的外壳部包围(包覆)。所述外壳部具有多个凹槽,其用于引导形成线锯的线阵列的锯线。外壳部通常被紧固到线阵列的相应线引导辊的芯体部上,以使得当存在温度变化时,其可以在两端轴向不受阻碍地膨胀或收缩。尽管如此,外壳部可以分别通过一个或两个夹持环固定于线引导辊的一侧或两侧。
7.存在旨在抵消切断操作期间线阵列和工件相对于彼此的布置的变化以便改善待切割下来的切片的主表面的平面平行度的已知措施。
8.us 2002/0 174 861 a1描述了一种方法,该方法设想控制工件的温度,以便限制被切割下来的切片的翘曲。
9.在us 2015/0 158 203 a1中,提出通过线引导辊的芯体部中的温度变化选择性地引起外壳部的长度变化,以便改善切割下来的切片的平整度。
10.us 2012/0 240 915 a1描述了一种方法,该方法提供对线引导辊及其固定轴承的独立冷却,以减小由温度变化引起的线区段和工件的相对轴向移动。
11.us 5 377 568公开了一种方法,其中,位于线引导辊的外侧的参考表面相对于机架的位置被测量,并且通过调节线引导辊内部的温度来实现线引导辊的热长度增加或长度
减少,直到已经再次对参考表面的测得的位置变化进行了补偿为止。
12.wo 2013/079683 a1公开了一种方法,其中,首先,测量在线引导辊轴承的不同温度下获得的切片形状,并且将这些形状中的每一个与相应相关联的轴承温度一起存储,然后在后续切割中,选择与期望目标形状最佳匹配的轴承温度。
13.us 5 875 770公开了一种方法,其中,测量来自切割的切片的形状,通过形成相对于切片的期望理想形状的差异计算与切割深度相关的修正曲线,并且在后续切割中,在切断操作期间根据该修正曲线使工件相对于线阵列在轴向方向上移动。
14.尽管提出了这些措施,但仍然需要改进,一方面是因为这些措施仅仅具有有限的效果,另一方面是因为特别是在半导体行业中对切片的平整度和平面平行度的要求越来越高。
技术实现要素:
15.本发明的目的是制造其形状尽可能接近地匹配目标形状的可用切片。
16.本发明的目的通过一种用于在被划分为初始切割和后续切割的一系列切断操作期间借助于线锯从工件切出多个切片的方法来实现,其中,所述线锯包括由锯线的移动线区段构成的线阵列和致动装置,并且所述线阵列在两个线引导辊之间的平面中被张紧,其中所述两个线引导辊中的每一个被支撑在固定轴承与浮动轴承之间并且包括至少一个腔室和外壳部,所述外壳部包围所述线引导辊的芯体部并构造有用于所述线区段的引导凹槽,所述方法包括
17.在所述切断操作中的每一个期间,在存在磨蚀地作用于工件上的硬质材料和工作流体的情况下,借助于致动装置沿着垂直于工件轴线且垂直于所述线阵列的平面的供给方向将相应的工件供给通过所述线阵列,其包括
18.在所述切断操作中的每一个期间,将所述工件供给通过所述线阵列,与此同时通过根据第一温度曲线的规范利用第一冷却流体调节所述线引导辊的腔室的温度来同时改变所述两个线引导辊的外壳部的长度,所述第一温度曲线依赖于切割深度指定(规定)第一冷却流体的温度并与第一修正曲线相关,所述第一修正曲线依赖于切割深度指定所述外壳部的长度变化;以及
19.与此同时通过根据第二温度曲线的规范利用第二冷却流体调节所述线引导辊的固定轴承的温度来使所述两个线引导辊的浮动轴承同时轴向移动,所述第二温度曲线依赖于切割深度指定第二冷却流体的温度并与第二修正曲线相关,所述第二修正曲线依赖于切割深度指定所述浮动轴承的行程,其中所述第一修正曲线和所述第二修正曲线相反于(抑制)形状偏差;以及
20.在所述切断操作中的每一个之前确定所述形状偏差。
21.所述方法可以被配置成搭接切片或磨削切片。切割深度(doc)表示与供给方向相反且在进行中的切割期间从线网(阵列)与工件的第一接触点延伸到线网在工件中的瞬时位置的长度。
22.例如,可以按照在us 2015/0 158 203 a1中提出的方式来实现通过调节线引导辊的腔室的温度改变张紧所述线阵列的线引导辊中的外壳部和线引导辊的轴向长度(以下被称为线引导热控制,wghc)。此外,根据第一温度曲线的规范使第一冷却流体通过相应的线
引导辊的腔室,其中所述线引导辊的腔室的温度利用所述第一冷却流体被调节,所述第一温度曲线依赖于切割深度指定第一冷却流体的温度。第一温度曲线与第一修正曲线相关,所述第一修正曲线依赖于切割深度指定线引导辊的相应外壳部的长度变化(经由热膨胀或收缩)。事先,通过实验确定引起相应线引导辊的外壳部的指定长度变化所需的第一冷却剂的温度变化。第一修正曲线相反于在所述切断操作中的每一个之前确定的形状偏差。
23.可以在线引导辊的芯体部中设置不止一个(超过一个)腔室,并独立地将冷却流体供应到每个腔室,在任何情况下,每个腔室的温度遵循其自身的温度曲线。在这种情况下,这些温度曲线共同导致第一修正曲线要求的相应线引导辊的外壳部的长度变化。
24.调节固定轴承的温度(以下称为线引导温度控制,wgtc)经由固定轴承的热膨胀或收缩而导致线引导辊的位置以及由此导致线阵列的位置相对于工件(杆、锭料)的位置变化,因为这导致浮动轴承和线引导辊相对于工件和线引导辊所共用的参考系(例如,机架)在线引导辊的旋转轴线的方向上移动。根据本发明的方法设想除了wghc之外还使用wgtc,即在所述切断操作中的每一个期间,将工件供给通过所述线阵列,与此同时通过根据第二温度曲线的规范利用第二冷却流体调节所述线引导辊的固定轴承的温度使所述两个线引导辊的浮动轴承同时轴向移动,其中所述第二温度曲线依赖于切割深度指定第二冷却流体的温度并与第二修正曲线相关,所述第二修正曲线依赖于切割深度指定浮动轴承的行程。事先,通过实验确定导致相应线引导辊的浮动轴承的指定行程所需的第二冷却流体的温度变化。第二修正曲线同样相反于在所述切断操作中的每一个之前确定的形状偏差。
25.第一修正曲线和第二修正曲线一起形成使形状偏差最小化的总修正曲线。
26.所述总修正曲线优选地包括第三修正曲线,所述第三修正曲线依赖于切割深度指定工件沿着工件轴线的行程并且同样相反于形状偏差。因此,在所述切断操作中的每一个期间,优选地连同wghc和wgct一起执行以下过程,即,将工件供给通过所述线阵列,与此同时根据第三修正曲线的规范借助于致动元件同时使工件沿着工件轴线移动(以下被称为锭料定位控制,ipc)。所述致动元件优选地为压电致动器。
27.存在与wghc、wgtc和ipc的结合相关联的特定优点。如果以结合的方式使用这三种措施,可以获得线引导辊相对于工件的比在仅使用这些措施中的一种时的可能幅度大的运动幅度(行程量)。浮动轴承和工件的运动与引起该运动的变量线性相关的范围比仅使用所述措施中的一种时可获得的相应范围宽。由于所涉及的质量的热惯性,导致在wghc和wgtc的情况下比在ipc的情况下花费显著更多的从改变引起运动的变量到实际发生该运动的响应时间,特别是如果致动元件为几乎瞬时反应的压电致动器则更是如此。一方面wghc和wgtc措施,另一方面ipc措施,由此具有不同的控制带宽。因此,有利的是,借助于ipc抵消(抑制)相对高频的形状偏差(即取决于切割深度的以相对大的梯度改变的形状偏差)以及借助于wghc和wgtc抵消相对低频的形状偏差。
28.所述形状偏差在切断操作之前被确定,并且是指切片的形状曲线或切片的平均形状曲线相对于参考形状曲线的偏差。
29.形状偏差的确定优选地基于已切下切片的平均形状曲线与参考形状曲线的比较。该比较提供总修正曲线,所述总修正曲线甚至在切断操作之前确定依赖于切割深度(作为切割深度的函数)的、为避免出现在不使用这些应对措施的情况下将预期到的形状偏差所需的线引导辊的外壳部的长度变化(借助于wghc)、线引导辊的行程(借助于wgtc),以及在
适用情况下的工件的行程(借助于ipc)。总修正曲线被划分为第一修正曲线和第二修正曲线,以及在适用情况下的第三修正曲线,并且这确定将借助于wghc和wgtc以及在适用情况下将借助于ipc执行的长度变化或行程的比例。所述比例可以被均等地划分或不同地划分。
30.切片的表面由主表面和边缘表面组成。主表面包括切片的前侧和后侧。如在翘曲测量的情况下所常见,切片可以通过被布置在一对传感器之间进行测量。所述传感器中的每一个在测量点处测量切片的面对主表面的距离。测量点可以分布于主表面上,或者可以沿着切片的直径定位。测量点优选地位于沿着切片的直径(具体地与供给方向相反)的位置i处,并且因此每个测量点与特定的切割深度相关联。测量点的密度优选地不小于每厘米1个,并且一个测量点与最近的相邻点之间的距离优选地对所有测量点而言均相同。
31.切片的形状曲线是连接测量点si的线,这些测量点si根据规则si=1/2[d-(fdi-bdi)]在位置i处被计算,其中d是传感器之间的距离,fdi是上传感器与切片的前侧上的相应测量点之间的距离,并且bdi是下传感器与切片的后侧上的相应测量点之间的距离。应当注意,本发明也可以使用形状曲线的替代定义来实施,只要该替代定义将切片的形状依赖于切片深度(作为切割深度的函数)进行编码即可。
[0032]
切片的平均形状曲线是通过对多个切片的形状曲线平均化而获得的形状曲线。参考形状曲线是期望(理想)的形状曲线,优选地是具有完全平坦且相互平行的主表面的切片的形状曲线。平均形状曲线对于借助于相同的线锯进行的优选1至5个(次)切断操作所产生的切片而确定,其中这些切断操作在将由该线锯实施的切断操作之前与其紧邻地(已经)进行。用于平均形状曲线的创建的切片的选择可以基于切片或基于切割,或者可以包括两者。在基于切片进行选择的情况下,来自一切断操作的某些切片被使用,以通过平均化来确定相应的平均形状曲线,而其他切片被排除掉。例如,在平均化处理中仅考虑在工件中具有特定位置的那些切片,例如沿着工件轴线仅每第15个至第25个切片。基于切片进行选择的另一种可能性是排除掉相对于切断操作中的所有切片的平均形状曲线具有最大和最小形状曲线偏差的切片(所谓的截尾均值)。可替代地,可以从平均化切片中排除掉其形状曲线偏离切断操作中的所有切片的平均形状曲线超过1至2σ(西格玛)的切片。在基于切割的选择中,来自至少一个切断操作的所有切片被用于确定平均形状曲线,并且来自至少一个其他切断操作的所有切片均从中被排除掉。
[0033]
切断操作中的切片的平均形状曲线在一系列切断操作的过程中发生变化。变化被优选地用于评估线锯的性能。它们可以指示锯线和/或线引导辊的外壳部或经受磨损的线锯的一些其他部件的磨损。因此,优选地,形状偏差的阈值被定义,当达到或超过该阈值时,启动维护活动(预测性维护活动),而非另一切断操作。甚至在达到这种阈值之前,这种变化可以被用作采取调节措施以抵消由于磨损而导致的工作结果的恶化的理由。例如,这种调节措施可以是改变工作流体的组成和/或温度和/或改变锯线速度和/或其他工艺特有参数。
[0034]
在锯系统中发生变化后进行的切断操作代表特定情况。例如,当存在线引导辊的变化、对线锯进行的机械调节或者工作流体的物理或化学性质的变化时,在锯系统中发生这种变化。锯系统改变后的首批或初期切断操作(即所谓的初始切割)优选地由1至5个切断操作组成。对于初始切割,优选地通过将切片的平均形状曲线与参考形状曲线进行比较来确定形状偏差,其中,使用在锯系统被改变之前进行的一个或多个初始切割的过程中由相
同线锯产生的切片的平均形状曲线。
[0035]
此外,优选地,在所述切断操作中的每一个期间代替ipc或作为除了wghc、wgtc和ipc之外的第四措施提供对工件的温度的控制(锭料冷却,ic),更具体地,通过利用冷却介质润湿工件借助于闭合控制回路进行的控制,其中,工件的温度形成受控变量,并且冷却介质的温度形成控制回路的操纵变量。控制回路的参考变量优选地为恒定温度。冷却介质优选地为流体或者搭接切片或磨削切片中使用的工作流体。通过控制工件的温度,附加地可以限制由工件的热膨胀引起的切片的形状偏差。控制回路例如可以如us 2002/0 174 861 a1中所描述的那样来实现。原则上,也可以实施设想仅将wghc和ic的结合作为措施的方法。
[0036]
根据本发明使用的线锯包括两个或更多个线引导辊,例如三个或四个线引导辊。线引导辊的腔室和固定轴承的温度调节可以限于以下两个线引导辊,其中所述线阵列在所述两个线引导辊之间被张紧,工件借助于所述两个线引导辊被进给(进料)。
[0037]
工件优选地由处于多晶或单晶状态的诸如硅的半导体材料构成。工件的横截面的周边为正方形、矩形或圆形。在圆柱形工件的情况下,工件轴线延伸通过圆柱体的中心。根据本发明的方法特别适用于生产由单晶硅构成、直径为至少200mm,特别是至少300mm的圆形半导体晶片。
[0038]
下面参照附图描述本发明的细节。
附图说明
[0039]
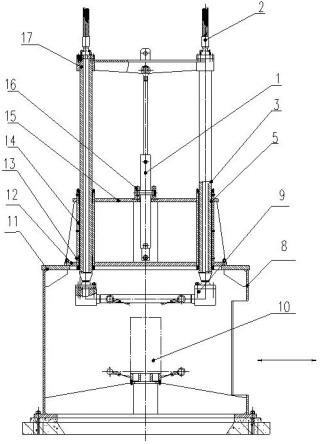
图1示意性地示出了在本发明的使用中起作用的线锯的特征。
[0040]
图2示出了这些特征的细节。
[0041]
图3示出了这些特征的进一步细节。
[0042]
图4示出了在切断操作之前用于确定切片的形状偏差的两个传感器之间的切片的布置。
[0043]
图5示出了与使用wghc和wgtc的优选示例性实施例相关的特征的细节。
[0044]
图6示出了与使用wghc和wgtc的另一优选示例性实施例相关的特征的细节。
[0045]
所使用的附图标记列表
[0046]1ꢀꢀ
线引导辊(导线辊)
[0047]2ꢀꢀ
线阵列
[0048]3ꢀꢀ
锯线
[0049]4ꢀꢀ
工件
[0050]5ꢀꢀ
固定轴承
[0051]6ꢀꢀ
浮动轴承
[0052]7ꢀꢀ
机架
[0053]8ꢀꢀ
外壳部
[0054]9ꢀꢀ
用于wgtc的对固定轴承进行内部温度调节的空间
[0055]
9a 用于wgtc的对固定轴承进行外部温度调节的空间
[0056]
10 方向箭头
[0057]
11 方向箭头
[0058]
12 致动装置
[0059]
13 用于wghc的控制单元
[0060]
14 数据处理单元
[0061]
15 用于ipc的控制单元
[0062]
16 用于wgtc的控制单元
[0063]
17 芯体部
[0064]
18 腔室
[0065]
19 上传感器
[0066]
20 下传感器
[0067]
21 切片
[0068]
22 用于调节工件温度的装置
[0069]
23 旋转轴线
[0070]
24 螺栓
[0071]
25 流动方向
[0072]
26 方向箭头
具体实施方式
[0073]
图1示出了适用于实施根据本发明的方法的线锯的特征。该线锯包括由锯线3的移动线区段构成(组成)的线阵列2,所述线阵列2在两个线引导辊1之间的平面中被张紧。在切断操作期间,工件4借助于致动装置12沿着垂直于工件轴线且垂直于线阵列2的平面的供给方向被供给通过线阵列2。在所述操作过程中,张紧线阵列2的线引导辊1的长度(以及因此其外壳部8的长度)根据第一修正曲线在与方向箭头10相对应的方向上被改变,并且相应的线引导辊的浮动轴承6(以及相应的线引导辊自身)根据第二修正曲线在与方向箭头10相对应的方向上移动。此外,工件4可同时根据第三修正曲线在对应于方向箭头11的工件轴线的方向上移动,和/或工件4的温度可通过利用冷却介质润湿工件4借助于闭合控制回路被控制,其中,工件4的温度形成受控变量,冷却介质的温度形成控制回路的操纵变量。第一修正曲线和第二修正曲线以及在适用情况下的第三修正曲线被设计为相反于(抑制)在所述切断操作中的每一个之前确定的形状偏差。第一修正曲线、第二修正曲线以及在适用情况下的第三修正曲线被存储在数据处理单元14中。用于实施wghc和wgtc的第一和第二控制单元13、16以及在适用情况下用于实施ipc的第三控制单元15控制热交换器并在适用情况下控制致动元件,所述热交换器用于调节线引导辊的腔室和固定轴承的温度,所述致动元件引发(导致)工件4依赖于切割深度、根据第三修正曲线在沿着工件轴线的方向(由方向箭头11指示)上的移动。如果设想使用ic,则线锯还包括用于调节工件4的温度的装置22。借助于该装置22,在所述切断操作中的每一个期间,工件4被供给通过线阵列2,与此同时工件4的温度通过利用冷却介质润湿工件4借助于闭合控制回路被控制,其中,工件4的温度形成受控变量,冷却介质的温度形成控制回路的操纵变量。
[0074]
如图2所示,线引导辊1被安装在固定轴承5与浮动轴承6之间。固定轴承5和浮动轴承6被支撑在机架7上。线引导辊1的芯体部17被外壳部8包围,外壳部8设有凹槽,锯线3在所述凹槽中行进。固定轴承5包括用于内部温度调节的空间9和/或用于外部温度调节的空间9a,第二冷却流体经过空间9和空间9a以调节固定轴承5的温度。如果增大第二冷却流体的
温度,则固定轴承5的热膨胀导致线引导辊1在浮动轴承6的方向上的轴向移动,并且浮动轴承6在由方向箭头10所示的方向上相对于机架7向外移动。如果降低第二冷却流体的温度,则引起线引导辊1以及浮动轴承6在相反方向上的移动。第二冷却流体的温度通过第二温度曲线依赖于切割深度被指定,所述第二温度曲线与第二修正曲线相关。连接到热交换器和泵的控制单元16确保经过固定轴承5的第二冷却流体具有在达到一定的切割深度时第二温度曲线指定的温度。数据处理单元14向控制单元16传输第二温度曲线,其导致浮动轴承根据第二修正曲线的移动。
[0075]
图3示出了线引导辊的芯体部17中的两个空腔,其形成两个腔室18,第一冷却流体经过(流过)两个腔室18以调节腔室18的温度,以便根据第一修正曲线的规范(技术参数或内容)改变相应线引导辊的外壳部8在对应于方向箭头10的方向上的长度。螺栓24同轴地连接固定轴承5和浮动轴承6。
[0076]
图4示出了用于在切断操作之前确定形状偏差的两个传感器19、20之间的切片21的布置。传感器19、20测量根据一定的切割深度在供给方向上沿着切片21的直径的一定位置i处上传感器19与切片21的前侧相距的距离fdi以及下传感器20与切片21的后侧相距的距离bdi。切片的形状曲线是连接根据规则si=1/2[d-(fdi
–
bdi)]计算的测量值si的线,其中d表示传感器之间的距离。通过将切片的形状曲线与参考形状曲线进行比较来获得切片的形状偏差。依赖于切割深度的相对于参考形状曲线的偏差对应于总修正曲线,所述总修正曲线在wghc和wgtc以及在适用情况下的ipc之间进行划分,呈第一修正曲线和第二修正曲线以及在适用情况下的第三修正曲线的形式。
[0077]
图5示出了使用wghc和wgtc的优选示例性实施例的特征的细节。
[0078]
用于wghc(线引导辊1的外壳部8在平行于其旋转轴线23的方向10上的长度变化)的控制单元13调节第一冷却流体的温度,所述第一冷却流体在被并行分布后,首先经过横跨所述线阵列的两个上线引导辊的腔室18。第一冷却流体然后被再次合并以及返回到控制单元13中。
[0079]
用于wgtc(线引导辊1在平行于其旋转轴线23的方向26上的移动)的控制单元16调节第二冷却流体的温度,所述第二冷却流体在被并行分布后,首先经过用于横跨所述线阵列的两个上线引导辊的固定轴承5的内部温度调节的空间9。然后,所述第二冷却流体被用于在再次合并以及返回控制单元16之前调节两个下线引导辊的温度。下线引导辊的温度调节并不是绝对必要的,而是为了耗散例如作为在线引导辊的旋转期间轴承摩擦的结果而在此处产生的摩擦热。第一冷却流体和第二冷却流体的流动方向由箭头25表示。第一冷却流体和第二冷却流体经由旋转流体供给通路被供应到旋转线引导辊以及从旋转线引导辊中排出。同轴双旋转供给通路被使用。
[0080]
在图5所示的示例性实施例中,因此使用了借助于固定轴承内部温度调节以及经由同轴双旋转供给通路的第二冷却流体的供应和排出进行的wgtc。第二冷却流体经由安装在固定轴承侧的旋转供给通路被供给进出(输入和输出),并且第一冷却流体经由安装在浮动轴承侧的旋转供给通路被供给进出。用于wgtc的温度调节回路经过上线引导辊和下线引导辊,并且用于wghc的温度调节回路仅经过上线引导辊。
[0081]
图6示出了使用wghc和wgtc的另一优选示例性实施例的特征的细节。
[0082]
用于wghc(线引导辊1的外壳部8在平行于其旋转轴线23的方向10上的长度变化)
的控制单元13调节第一冷却流体的温度,所述第一冷却流体在被并行分布后,首先经过横跨所述线阵列的两个上线引导辊的腔室18。所述第一冷却流体然后被用于在再次合并以及返回控制单元13之前调节两个下线引导辊的温度。
[0083]
用于wgtc(线引导辊1在平行于其旋转轴线23的方向26上的移动)的控制单元16调节第二冷却流体的温度,所述第二冷却流体在被并行分开后,首先经过用于横跨所述线阵列的两个上线引导辊的固定轴承5的外部温度调节的空间9a,然后被用于在再次合并以及返回控制单元16之前调节两个下线引导辊的温度。
[0084]
因此,在图6所示的示例性实施例中,使用了借助于固定轴承的外部温度调节进行的wgtc。第一冷却流体经由安装在固定轴承侧的旋转供给通路被供应和排出。第二冷却流体的供应和排出经由固定轴承的外衬套处的固定螺纹紧固件实施。
[0085]
对说明性实施例作出的上述描述应理解为是示例性的。由此作出的公开一方面使本领域技术人员能够理解本发明以及与其相关的优点,另一方面还包括在本领域技术人员的理解范围内显而易见的对于所描述的结构和方法的变型(改变)和修改。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。