1.本发明涉及氧化物系非金属夹杂物量少的钢,即高洁净度钢的制造方法。
背景技术:
2.以轴承钢为代表,在要求优异的滚动疲劳寿命、安静性的钢材中,需要尽力减少钢中的非金属夹杂物。钢中的非金属夹杂物可举出在脱氧时生成的氧化物系脱氧产物、由于熔渣或耐火物的卷入而生成的产物,以及钢中合金元素的碳
·
氮
·
硫化物。
3.在对钢液进行al脱氧来制造轴承钢等钢产品的情况下,脱氧后立即生成的夹杂物基本为al2o3系。但是,已知al2o3系例如与来自在钢液中悬浮的熔渣的cao系夹杂物形成聚集体,从而成为cao-al2o3系夹杂物,或者,钢液中的al与熔渣或耐火物中的mgo发生反应而在钢中生成mg,其通过与钢中的al2o3系夹杂物发生反应,从而形成mgo-al2o3系夹杂物。其中,mgo-al2o3系夹杂物是硬质的,对滚动疲劳寿命的影响大,因此其减少是重要的课题。因此,为了抑制熔渣或耐火物中的mgo的还原,使作为脱氧剂的al的添加方式变得恰当是重要。
4.关于这样的高洁净度钢的制造中的作为脱氧剂的al的添加方式,已知有以下技术。专利文献1记载了下述方法:在钢包精炼工序中,利用除al以外的含有si的脱氧剂进行脱氧,然后,在钢液中的溶解氧量达到30ppm以下的时间点,利用含有满足钢液中的al小于0.010%的al量的脱氧剂进行脱氧。专利文献2记载了下述方法:在钢包精炼工序的加热搅拌处理中,不向钢液中添加铝,或者,在添加的情况下使钢液的铝浓度为0.003质量%以下。专利文献3记载了下述方法:在钢包精炼工序中,向未添加al的钢液添加包含cao、sio2、al2o3及mgo的熔剂并进行精炼,在40~80分钟的总处理时间内的精炼中途向钢液中添加al,然后在30分钟以内结束处理。
5.现有技术文献
6.专利文献
7.专利文献1:日本特开2009-74151号公报
8.专利文献2:日本特开2012-132094号公报
9.专利文献3:日本特开2018-141221号公报
技术实现要素:
10.发明所要解决的课题
11.但是,上述以往的技术中有以下的问题。即,专利文献1中,规定了在钢液中的溶解氧量成为30ppm以下的时间点利用含有满足钢液中的al小于0.010%的al量的脱氧剂进行脱氧,但是,即使al浓度低,若al添加后的处理时间变长,则熔渣或耐火物中的mgo被还原所生成的mg与al2o3系夹杂物发生反应,因此也可能生成mgo-al2o3系夹杂物。
12.专利文献2中,规定了在加热搅拌处理中不向钢液中添加al、或者在添加的情况下使钢液的al浓度为0.003质量%以下,但是,即使不添加al,若处理时间变长,则从熔渣中被
还原而来的al也会将熔渣或耐火物中的mgo还原,也可能生成mgo-al2o3系夹杂物。另外,即使所添加的al浓度低至0.003质量%以下,也与专利文献1相同,未具体提及al添加时期,若加热处理的时间、al添加后的时间变长,则充分可能生成mgo-al2o3系夹杂物。
13.专利文献3中,规定了为防止熔渣中的mgo的还原,钢包精炼中的al添加后的处理时间为30分钟以内,但是,根据本技术的发明人的研究,判明了即使al添加后的处理时间为30分钟以内,关于抑制熔渣中mgo的还原从而抑制mgo-al2o3系夹杂物的生成的效果,也有进一步改善的空间。
14.因此,鉴于上述课题,本发明的目的在于,提供更充分地抑制mgo-al2o3系夹杂物的生成,并且滚动疲劳寿命优异的高洁净度钢的制造方法。
15.用于解决课题的手段
16.本发明的主要构成如下。
17.[1]高洁净度钢的制造方法,其特征在于,具有:
[0018]
将从转炉或电炉出钢的未添加al的钢液收容于钢包精炼炉的工序;
[0019]
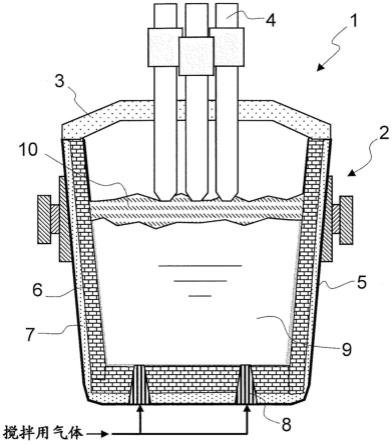
钢包精炼工序,其中,在前述钢包精炼炉内对前述钢液进行包含在利用电弧放电对前述钢液加热的同时向前述钢液内导入气体的加热搅拌处理的精炼;和
[0020]
然后,在真空脱气装置内对前述钢液继续进行精炼的工序,
[0021]
前述钢包精炼工序包括由以下的式(1)计算的前述钢液的搅拌动力(w/t)为第1值的第1期间、和接着第1期间的第2期间,前述第2期间是前述钢液的搅拌动力(w/t)为比前述第1值小的第2值的期间,
[0022]
前述第1期间在于前述钢液中添加有包含cao、sio2、al2o3及mgo的熔剂、熔渣与所述钢液接触而存在的状态下进行,
[0023]
在前述第2期间的开始时或第2期间的中途,向前述钢液中添加al,
[0024]
然后,在满足以下的式(2)的时间点结束前述钢包精炼工序,
[0025]
[数学式1]
[0026][0027]
此处,
[0028]
qg:前述气体的流量(nm3/分钟)
[0029]
t
l
:收容于前述钢包精炼炉的前述钢液的温度(k)
[0030]
w:收容于前述钢包精炼炉的前述钢液的质量(t)
[0031]
h:前述钢包精炼炉内的前述钢液的深度(m)
[0032]
p0:前述钢包精炼炉内的气氛压力(pa);
[0033][0034]
此处,
[0035]
t:从前述al的添加起至前述钢包精炼工序的结束为止的时间(分钟)
[0036]
v:前述钢液的体积(m3)
[0037]
a:钢液/熔渣反应界面积(m2)
[0038]
前述第2期间中的前述钢液的搅拌动力(w/t)
[0039]ao
:前述第2期间的al添加后的前述钢液中的氧活度(-)
[0040]amgo
:前述第2期间的开始时的前述熔渣中的mgo活度(-)。
[0041]
[2]如上述[1]记载的高洁净度钢的制造方法,其中,
[0042]
取得前述式(2)右边的5个参数的值,
[0043]
将所取得的前述5个参数的值代入前述式(2),以满足前述式(2)的方式确定前述时间t(分钟),
[0044]
在所确定的前述时间t的条件下结束前述钢包精炼工序。
[0045]
[3]如上述[1]或[2]记载的高洁净度钢的制造方法,其中,
[0046]
且
[0047]
[4]如上述[1]~[3]中任一项记载的高洁净度钢的制造方法,其中,前述钢包精炼工序的总处理时间为50~100分钟,该总处理时间的40~70%为前述第1期间,剩余的时间为前述第2期间。
[0048]
[5]如上述[1]~[4]中任一项记载的高洁净度钢的制造方法,其中,前述钢包精炼工序中的熔渣组成满足:
[0049]
3.0≤cao/sio2≤12.0
[0050]
1.0≤cao/al2o3≤3.0
[0051]
mgo≤8.0质量%
[0052]
t.fe mno≤1.5质量%。
[0053]
[6]如上述[5]记载的高洁净度钢的制造方法,其中,前述钢包精炼工序中的熔渣组成进一步满足:
[0054]
3.0≤cao/sio2≤6.0
[0055]
1.5≤cao/al2o3≤2.5。
[0056]
[7]如上述[1]~[6]中任一项记载的高洁净度钢的制造方法,其中,将在前述真空脱气装置内的精炼在真空度10torr以下的条件下进行20分钟以上。
[0057]
[8]如上述[1]~[7]中任一项记载的高洁净度钢的制造方法,其中,前述钢液在从前述转炉或前述电炉出钢了的阶段碳浓度为0.30质量%以上。
[0058]
发明的效果
[0059]
根据本发明,能够制造更充分地抑制mgo-al2o3系夹杂物的生成,并且滚动疲劳寿命优异的高洁净度钢。
具体实施方式
[0060]
本技术的发明人实施了各种以轴承钢为代表的高洁净度钢的疲劳寿命调查试验。对疲劳试验时发生的开裂部进行观察时,在其起点处确认到mgo-al2o3系夹杂物的存在。进一步调查的结果表明,mgo-al2o3系夹杂物是硬质的,与作为母相的钢的变形能不同,因此在夹杂物的周围容易产生空隙,从而容易发生龟裂。mgo浓度为10质量%以上的mgo-al2o3夹杂
物是有害的,特别是mgo浓度大于20质量%的mgo-al2o3夹杂物会成为具有尖晶石构造的硬质的夹杂物,因此以至少夹杂物中的平均mgo浓度低于10质量%的方式进行控制在提高疲劳寿命方面是重要的。
[0061]
另外,mgo-al2o3系夹杂物的生成机理如式(3)及式(4)所示。也就是在实施积极的熔渣精炼的钢包精炼中,熔渣或耐火物中的mgo被钢液中的al还原,通过在钢液中生成的溶解mg与al2o3系夹杂物发生反应,从而生成mgo-al2o3系的夹杂物。
[0062]
3(mgo) 4[al]=3[mg] 2(al2o3)
…
(3)
[0063]
3[mg] 4(al2o3)=3(mgo
·
al2o3) 2[al]
…
(4)
[0064]
此处,()内的氧化物是熔渣中、耐火物中或夹杂物中的氧化物,[]的成分是钢液中的溶解成分。认为为不使这些反应向右侧进行,也就是为不生成mgo-al2o3系夹杂物,尽力不使式(3)示出的钢液中al与熔渣或耐火物中的mgo发生反应,也就是不从钢包精炼的初始添加al并恰当地控制添加时期、尽力使与mgo的反应时间变短对于抑制钢液中的溶解mg的生成,进而抑制mgo-al2o3系夹杂物生成是有效的。
[0065]
另外,本技术的发明人着眼于钢液的搅拌动力。在钢包精炼中,通过实施在从锅底进行气体搅拌的同时进行电弧加热,从而进行通过熔剂、合金的添加进行的钢液成分调整、钢液温度的调整。此外,认为对钢液赋予的搅拌动力影响夹杂物的聚集体的形成、夹杂物的浮选分离,并且也影响夹杂物的组成变化。本技术的发明人发现:在钢包精炼工序的初始阶段,较高地设定搅拌动力来促进熔剂添加后的造渣,然后,将搅拌动力变更为较低从而在抑制熔渣的卷入的同时抑制al添加后的熔渣中mgo的还原是有效的。
[0066]
在此基础上,本技术的发明人发现:通过使从al的添加起至钢包精炼工序的结束为止的时间比基于下述5个参数所确定的规定的上限值短,对于mgo-al2o3系夹杂物生成的抑制、和夹杂物中的平均mgo浓度的降低是有效的,其中,这5个参数为:(i)钢液的体积、(ii)钢液/熔渣反应界面积、(iii)钢液的搅拌动力、(iv)al添加后的钢液中的氧活度,以及(v)降低搅拌动力的时间点的熔渣中的mgo活度。
[0067]
此处,本发明的一个实施方式的高洁净度钢的制造方法的特征在于,具有:将从转炉或电炉出钢的未添加al的钢液收容于钢包精炼炉的工序;钢包精炼工序,其中,在前述钢包精炼炉内对前述钢液进行包含在利用电弧放电对前述钢液加热的同时向前述钢液内导入气体的加热搅拌处理的精炼;然后,在真空脱气装置内对前述钢液继续进行精炼的工序,前述钢包精炼工序包括由以下的式(1)计算的前述钢液的搅拌动力(w/t)为第1值第1期间、和接着第1期间的第2期间,前述第2期间为前述钢液的搅拌动力(w/t)为比前述第1值小的第2值的期间,前述第1期间在于前述钢液中添加有包含cao、sio2、al2o3及mgo的熔剂、并且熔渣与前述钢液接触而存在的状态下进行,在前述第2期间的开始时或中途,向前述钢液中添加al,然后,在满足以下的式(2)的时间点结束前述钢包精炼工序,
[0068]
[数学式2]
[0069][0070]
此处,
[0071]
qg:前述气体的流量(nm3/分钟)
[0072]
t
l
:收容于前述钢包精炼炉的前述钢液的温度(k)
[0073]
w:收容于前述钢包精炼炉的前述钢液的质量(t)
[0074]
h:前述钢包精炼炉内的前述钢液的深度(m)
[0075]
p0:前述钢包精炼炉内的气氛压力(pa)。
[0076]
需要说明的是,t
l
、w、h及p0是按照钢包精炼工序的操作而确定的实质上为常数,因此搅拌动力的实质上的控制参数是气体流量qg。
[0077][0078]
此处,
[0079]
t:从前述al的添加起至前述钢包精炼工序的结束为止的时间(分钟)
[0080]
v:前述钢液的体积(m3)
[0081]
a:钢液/熔渣反应界面积(m2)
[0082]
前述第2期间中的前述钢液的搅拌动力(w/t)
[0083]ao
:前述第2期间的al添加后的前述钢液中的氧活度(-)
[0084]amgo
:前述第2期间的开始时的前述熔渣中的mgo活度(-)。需要说明的是,钢包精炼炉内的钢液体积v能够按照每次钢包精炼工序的操作作为测定值或设定值来取得。钢液/熔渣反应界面积a能够与钢包中保持的静止状态的钢浴表面高度处的钢包的截面面积近似。第2期间中的钢液的搅拌动力能够将式(1)的5个参数值作为测定值或设定值来取得,并基于式(1)进行计算而得到。钢液中的氧活度ao能够在al添加后立即(具体而言,al添加后5分钟以内的任意的时间点)利用氧活度传感器测定。需要说明的是,此处,ao是将无限稀释溶液的活度系数设为1(henry基准)、将钢液中的溶解氧浓度为1质量%(mass%)时的活度设为1(无量纲)而定义的参数。熔渣中的mgo活度a
mgo
是指钢液温度时的活度,例如能够使用基于第2期间的开始时的熔渣组成,并利用热力学平衡计算软件fact sage所计算的mgo活度值。此处,第2期间的开始时的熔渣组成可以在第2期间的开始后立即(具体而言,第2期间的开始后5分钟以内的任意的时间点)采集分析用熔渣样本,并进行迅速分析来取得,也可以通过由到第2期间开始为止所添加的熔剂的组成和量进行计算来取得。需要说明的是,此处,a
mgo
是将纯物质的活度系数(raoult基准)设为1、将纯物质(纯mgo)的活度设为1(无量纲)而定义的参数。
[0085]
以下,对如上所述地规定从al添加起至钢包精炼工序的结束为止的时间的理由进行说明。钢包精炼的特征是首先向钢液中添加熔剂,然后,在进行加热处理的同时造渣,从而进行熔渣精炼。此时,通过利用底吹气体对钢液进行强搅拌来促进造渣,但是,若添加了al,则也会促进其与熔渣的反应,从而熔渣中mgo也能被还原。因此,在钢包精炼的第1期间中,较好的是在钢液中未添加al的状态下进行处理。另一方面,在钢包精炼的第2期间中,为了促进钢液脱氧反应、脱硫反应而需要添加al。但是,若al添加后的时间长,则熔渣中mgo的还原加剧、钢液中的mg浓度增加,因此可能会促进mgo-al2o3系夹杂物的生成。因此,针对al添加后的时间、钢液中mg浓度,以及夹杂物组成的关系,着眼于钢液组成、熔渣组成,以及搅
拌条件进行了研究。其结果是得到了下述见解:钢液的搅拌动力越大,在al添加后短时间内越容易生成mgo-al2o3系夹杂物。
[0086]
另外,熔渣中mgo活度越高、钢液中氧活度越低,同样地越有在短时间内生成mgo-al2o3系夹杂物的倾向。并且,相对于钢液/熔渣反应界面积而言的钢液体积之比越小,钢液/熔渣间反应速度越大,因此,熔渣中mgo的还原快,发生钢液中mg浓度的增加,从而造成mgo-al2o3系夹杂物在短时间内生成的结果。基于这些各种的研究结果可知,在从al添加起至钢包精炼工序的结束为止的时间t(分钟)满足式(2)的情况下,能够抑制mgo-al2o3系夹杂物的生成,在不满足式(2)的情况下,mgo-al2o3系夹杂物大量生成。需要说明的是,al可以在钢包精炼的第2期间的开始时或第2期间的中途添加。
[0087]
根据以上见解,在本实施方式中,优选通过上述方法取得式(2)右边的5个参数的值,将所取得的5个参数的值代入式(2),以满足式(2)的方式确定前述时间t(分钟),在所确定的时间t的条件下结束钢包精炼工序。由此,能够更充分地抑制mgo-al2o3系夹杂物的生成,并且可靠地制造滚动疲劳寿命优异的高洁净度钢。
[0088]
另外,发现了在钢包精炼工序的第1及第2期间中搅拌动力存在最佳范围。在第1期间中,为了在熔剂添加后促进造渣,搅拌动力优选大于55w/t。若搅拌动力为55w/t以下,则造渣、脱硫反应无法进行,在第2期间中也会发生熔渣精炼不良。另一方面,即使过度增加搅拌动力,促进造渣的效果也会达到极限、会有过多的熔渣卷入钢液中。因此,在第1期间中,搅拌动力优选为105w/t以下。在第2期间中,为了促进钢液脱硫,搅拌动力优选为25w/t以上。另外,在搅拌动力过大的情况下,会发生熔渣的卷入,并且在al添加后,熔渣中mgo的还原进行,从而促进mgo-al2o3系夹杂物的生成。因此,在第2期间中,搅拌动力优选为55w/t以下。
[0089]
优选钢包精炼工序的总处理时间为50~100分钟,该总处理时间的40~70%为第1期间,剩余的时间为第2期间。首先向钢液中添加熔剂,然后,开始导入底吹气体,然后,开始通电。本说明书中,在开始导入底吹气体的时间点开始钢包精炼工序(即,第1期间)。另外,在钢包精炼的末期,首先停止通电,然后,停止底吹气体。本说明书中,在停止底吹气体的时间点结束钢包精炼工序(即,第2期间)。因此,此处,规定的“总处理时间”是指从开始导入钢包精炼中的底吹气体起至停止底吹气体为止的时间。若钢包精炼的总处理时间比50分钟短,则不能确保熔渣滓化
·
熔渣精炼的时间,从而脱硫、脱氧不充分。另一方面,若钢包精炼的总处理时间比100分钟长,则钢中氧的减少达到极限,反而会增加操作成本。并且,若处理时间变长,则钢液中的si、电极的c会还原熔渣中的al2o3,导致钢液中的al增加,该al还原熔渣中的mgo,并与脱氧产物的al2o3发生反应,从而生成mgo-al2o3系夹杂物。在总处理时间之中的第1期间的比例小于40%的情况下,会发生熔渣滓化不良,从而脱硫等的熔渣精炼变得不充分。另一方面,在总处理时间之中的第1期间的比例大于70%的情况下,熔渣的卷入显著增加,因此在后续工序的真空脱气工艺中除去熔渣会变得困难。
[0090]
此外,发现了钢包精炼工序中的熔渣组成也存在恰当范围。若cao/sio2小于3.0,则熔渣对于al添加后的钢液会成为再氧化源,并且会发生脱硫不良。另一方面,若cao/sio2比12.0大,则熔渣中mgo活度变大,容易在钢液中生成mg。因此,优选将钢包精炼工序中的熔渣的cao/sio2控制在3.0以上12.0以下的范围,更优选为3.0以上8.0以下,进一步优选为3.0以上6.0以下。
[0091]
若cao/al2o3小于1.0,则可能由于熔渣粘度变高、附着于电极而成为阻碍加热的原因,或者al2o3系夹杂物的吸收能力降低使洁净性恶化。另外,若cao/al2o3比3.0大,则由于熔渣中mgo活度的增加、以及熔渣中al2o3活度的减少,从而容易发生如式(3)所示的钢液中al引起的熔渣中mgo的还原,成为mgo-al2o3系夹杂物生成的原因。因此,优选将钢包精炼工序中的cao/al2o3控制在1.0以上3.0以下的范围,更优选为1.5以上2.5以下。
[0092]
若mgo浓度比8.0质量%高,则容易发生式(3)示出的钢液中al引起的熔渣中mgo的还原,成为mgo-al2o3系夹杂物生成的原因。因此,钢包精炼工序中的mgo浓度优选为8.0质量%以下,更优选为5质量%以下。由于mgo浓度越低越理想,因此不特别设置下限。即,mgo浓度能够为0.0质量%以上。
[0093]
若t.fe浓度和mno浓度的合计值高于1.5质量%,则钢液会被供给氧、生成夹杂物,因此成为污染钢液的原因,洁净性显著恶化。因此,钢包精炼工序中的t.fe浓度和mno浓度的合计值优选为1.5质量%以下,更优选为1.0质量%以下,进一步优选为0.5质量%以下。由于该合计值越低越理想,因此不特别设置下限。即,该合计值能够为0.0质量%以上。需要说明的是,熔渣中的mno会作为熔剂原料的杂质混入,或是因钢液中mn氧化而生成。
[0094]
此外,在使用钢包精炼后的真空脱气装置的精炼工序中,为了得到高洁净度钢,发现了真空度与处理时间存在关联。在从钢包精炼的第2期间中添加al起,接着使用真空脱气装置的精炼工序中,需要迅速除去未能除净的夹杂物。在真空槽内的压力为10torr以下时,能够得到充分的钢液搅拌力,因此能够高效地实施夹杂物的浮选分离。另一方面,若该时间为短时间,则不能除净钢产品中有害的比较大的夹杂物。因此,优选实施20分钟以上10torr以下的高真空操作。并且,更优选在5torr以下处理40分钟以上。真空度越高越理想,因此不特别设置真空槽内的压力的下限,但是在真空槽内的压力小于0.1torr的情况下,提高真空度的效果有饱和的倾向,因此该压力优选为0.1torr以上。针对处理时间也不特别设置上限,但是从处理成本、温度下降的观点考虑,处理时间优选为60分钟以下。此时,针对真空脱气处理,只要是rh工艺、vod工艺等具有真空处理功能,则能够得到本发明中记载的效果。
[0095]
本发明能够适用于所有高洁净度钢,特别地,优选用于在从转炉或电炉出钢了的阶段含有0.30质量%以上的碳的钢。如前所述,在本发明中,在钢包精炼的中途添加al并进行脱氧,但是,预先降低al添加前的氧对于洁净度钢的熔炼是有效的。也就是说,通过含有0.30质量%以上的c,能够期待c的预脱氧效果,从而能够使al脱氧后的生成夹杂物量最小化。从转炉或电炉出钢了的阶段的c量的上限没有特别限定,由于钢包精炼以后基本上难以进行脱碳处理,因此为控制在产品成分规格内,该c量优选为1.00质量%以下。
[0096]
通过以上的本发明,能够在产品阶段得到平均直径为3μm以上的氧化物系夹杂物个数为70个/1000mm2以下的高洁净度钢。
[0097]
实施例
[0098]
在1次填充的钢液量为约200吨的规模的实机中,通过转炉-钢包精炼炉-rh真空脱气炉-连续铸造的工序制造作为高洁净度钢的代表所举出的轴承钢。轴承钢的成分组成为碳浓度0.90质量%以上1.10质量%以下、硅浓度0.15质量%以上0.25质量%以下、锰浓度0.45质量%以下、磷浓度0.020质量%以下、硫浓度0.0050质量%以下、铝浓度0.030质量%以下、铬浓度1.4质量%以上1.7质量%以下、氮浓度0.0050质量%以下、余量为铁及不可避的杂质。
[0099]
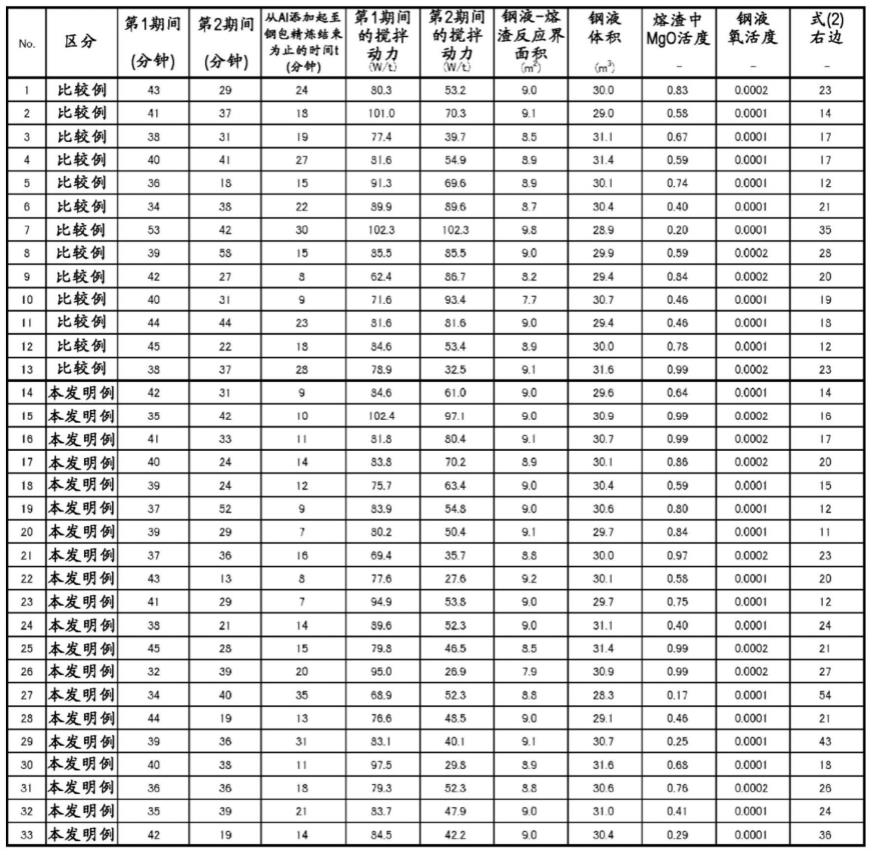
钢包精炼工序包括由上述式(1)计算的钢液的搅拌动力为表1示出的值的第1期间、和接着第1期间的第2期间,前述第2期间的该搅拌动力为表1示出的值,进行包含在利用电弧放电对钢液进行加热的同时向钢液内导入气体的加热搅拌处理的精炼。需要说明的是,搅拌动力通过ar气体的流量进行控制。第1期间及第2期间的处理时间也示于表1。第1期间在于钢液中添加有包含cao、sio2、al2o3、及mgo的熔剂、熔渣与前述钢液接触而存在的状态下进行,在第2期间的开始时或第2期间的中途向钢液中添加al。另外,将从第2期间中的al的添加起至钢包精炼工序的结束为止的时间t以表1示出的方式进行各种变更。需要说明的是,式(2)右边的5个参数的值、和由它们计算而得的式(2)右边的值也示于表1。另外,通过在各水平上改变添加熔剂组成,从而以表2示出的方式对钢包精炼工序中的熔渣组成进行各种变更。然后,经以表2示出的方式设置真空度10torr以下的处理时间的rh真空脱气处理,通过连续铸造来制造钢锭铸片(300
×
400mm截面)。
[0100]
对钢锭铸片实施热处理后,轧制成直径215mm的坯料。通过对该坯料进行进一步热轧而制成直径60mm的棒钢,经过退火处理后制成产品圆棒。通过镜检法观察该产品圆棒的1/4厚部处的轧制方向的纵截面。被检面积设为3000mm2。结合镜检法中的夹杂物测定,通过sem(扫描型电子显微镜)及edx(能量分散型x射线分光法)确定夹杂物组成,并测定mgo-al2o3系夹杂物的个数,从而评价洁净度。由长度和宽度的乘积的1/2次方所计算的平均直径为3μm以上的mgo-al2o3系夹杂物的个数、和10μm以上的mgo-al2o3系夹杂物的个数(每1000mm2),以及夹杂物的平均mgo浓度示于表3。此处,“平均mgo浓度”是指通过检出个数对所检出的夹杂物的mgo浓度进行平均化而得的值。
[0101]
此外,实施了用于产品寿命评价的滚动疲劳寿命试验。试验中,对上述产品圆棒进行环切,粗加工成圆盘,在实施通常的淬火及低温回火的热处理后,对表面进行机械精加工,制作试验片。使用该试验片进行滚动疲劳寿命试验。该滚动疲劳寿命试验中使用森式推力型滚动疲劳试验机,以下述条件进行,赫兹最大接触应力:5260mpa、重复应力数:30hz、润滑油:#68涡轮机油。试验中,测定至试验片剥离为止的负荷次数,该试验结果遵循韦布尔分布,通过韦布尔概率纸求出试验片数的10%发生疲劳破坏的寿命(b10寿命)。结果示于表3。
[0102]
[表1]
[0103]
表1
[0104][0105]
[表2]
[0106]
表2
[0107][0108]
[表3]
[0109]
表3
[0110][0111]
在本发明例中,3μm以上的mgo-al2o3系夹杂物个数低至26~62个/1000mm2、10μm以上的mgo-al2o3系夹杂物个数低至0.3~1.3个/1000mm2,b10寿命高达8.0~10.8
×
107次。另一方面,在比较例中,3μm以上的mgo-al2o3系夹杂物个数高达75~99个/1000mm2、10μm以上的mgo-al2o3系夹杂物个数高达1.4~1.9个/1000mm2,b10寿命低至4.4~6.9
×
107次。
[0112]
产业上的可利用性
[0113]
根据本发明,能够制造更充分地抑制mgo-al2o3系夹杂物的生成,并且滚动疲劳寿命优异的高洁净度钢。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。