用于传送模具的传送装置
1.相关申请的交叉引用
2.本技术要求于2020年6月3日提交的美国临时申请63/034150的权益。
背景技术:
3.通过注射模制机制造模制部件包括:在夹持模具之后将树脂注射到模具中,在高压下将树脂压入模具中以便补偿由于树脂固化引起的体积减小,将模制部件保持在模具中直到树脂固化,以及将模制部件从模具顶出。
4.在该类型的模制方案中,已经提出了使用两个模具和一个注射模制机以便提高生产率的方法。例如,可以看到us2018/0009146/日本专利公报第2018-001738号/vn20160002505讨论了一种系统,其中传送机3a和3b布置在注射模制机2的两侧上。图18示出了us2018/0009146/日本专利公报第2018-001738号/vn20160002505的注射模制系统。在该系统中,在制造模制部件的同时通过用于一个注射模制机2的传送机3a和3b来交替(交换)多个模具,其中用于移动模具的致动器在模具的传送方向上位于模具旁边。这可能会导致系统在传送方向上的尺寸变大。
技术实现要素:
5.一种用于将模具传送到注射模制机中的传送装置,其包括:框架,所述框架构造成形成用于支撑所述模具的支撑平面;以及致动器,所述致动器构造成使所述模具沿着所述支撑平面在所述注射模制机内部的第一位置和不同于所述第一位置的第二位置之间移动,其中对所述传送装置的改进包括所述致动器在竖直方向上位于所述支撑平面下方;以及联结单元,所述联结单元构造成联结所述模具和致动器,其中所述联结单元能够连接到模具的侧表面,其中,在所述模具处于所述第二位置的状态下,所述致动器的至少一部分在致动器移动所述模具的传送方向上比所述模具的侧表面更靠近所述注射模制机。
附图说明
6.图1示出了注射模制系统。
7.图2是注射模制机的侧视图。
8.图3是固定压板的端视图。
9.图4a示出了说明模制过程的流程图。
10.图4b示出了对图4a中的模制过程的改进。
11.图5a和图5b示出了传送单元31的构造。
12.图6a和图6b示出了传送单元31a的构造。
13.图7示出了传送单元31b的构造。
14.图8示出了传送单元31c的构造。
15.图9示出了传送单元31d的构造。
16.图10示出了传送单元31e的构造。
17.图11示出了传送单元31f的构造。
18.图12示出了传送单元31g的构造。
19.图13示出了传送单元31h的构造。
20.图14示出了传送单元31i的构造。
21.图15a、15b和15c示出了线缆布局。
22.图16a、16b和16c示出了线缆布局。
23.图17a、17b和17c示出了线缆布局。
24.图18示出了传送单元31的构造。
25.在各附图中,除非另有说明,否则相同的附图标记和字符用于标注所示实施例的相同的特征、元件、部件或部分。在参考附图详细描述本主题公开时,结合图示的示例性实施例进行了这样的说明。在不脱离由所附权利要求限定的本公开的真实范围和精神的情况下,可以对所描述的示例性实施例进行修改和变型。
具体实施方式
26.本公开具有若干实施例,并且依赖于专利、专利申请和其他参考文献获取本领域技术人员已知的细节。因此,当在本文中引用或重复专利、专利申请或其他参考文献时,应当理解,出于所有目的以及为了所叙述的观点,通过全文引用而将其整体并入。
27.参照附图,将说明根据本公开的实施例的注射模制系统。各个图中的箭头符号x和y指示彼此正交的水平方向,并且箭头符号z指示相对于地面的竖直(直立)方向。
28.图1-3示出了us2018/0009146/日本专利公报第2018-001738号/vn20160002505的注射模制系统1,并且在本文中仅用于提供信息/说明的目的。
29.注射模制系统1包括注射模制机2、传送机3a和3b以及控制装置4。注射模制系统1在制造模制部件的同时使用用于一个注射模制机2的传送机3a和3b来交替(交换)多个模具。使用了两个模具100a和100b。
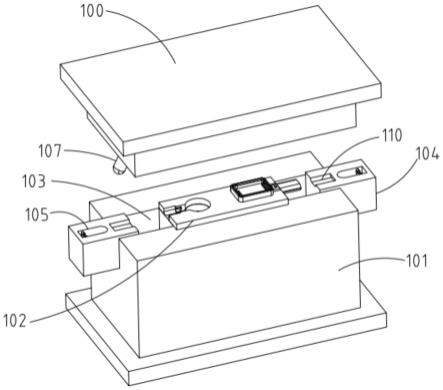
30.模具100a/100b是成对的固定模具101和相对于固定模具101打开/关闭的可移动模具102。模制部件通过将熔融树脂注射到形成在固定模具101和可移动模具102之间的型腔中来进行模制。夹持板101a和102a分别固定到固定模具101和可移动模具102。夹持板101a和102a用于将模具100a/100b锁定到注射模制机的模制操作位置11(模具夹持位置)。
31.对于模具100a/100b,提供自闭合单元103以用于保持固定模具101和可移动模具102之间的闭合状态。自闭合单元103能够在从注射模制机2卸载模具100a/100b之后防止模具100a/100b打开。自闭合单元103使用磁力将模具100a/100b保持在闭合状态。自闭合单元103位于沿着固定模具101和可移动模具102的相对表面的多个位置处。自闭合单元103是固定模具101侧的元件和可移动模具102侧的元件的组合。对于自闭合单元103,典型的情况是安装两对或更多对以用于模具100a和100b之一。
32.传送机3a将模具100a装载到注射模制机2的模制操作位置11上以及从注射模制机2的模制操作位置11卸载模具100a。传送机3b将模具100b装载到模制操作位置11上以及从模制操作位置11卸载模具100b。传送机3a、注射模制机2和传送机3b布置成在x轴方向上以该顺序排列。换句话说,传送机3a和传送机3b相对于注射模制机2横向布置以在x轴方向上将注射模制机2夹在中间。传送机3a和3b布置成彼此面对,并且传送机3a布置在注射模制机
2的横向的一侧上,并且传送机3b相应地布置在相邻的另一侧。模制操作位置11位于传送机3a和传送机3b之间。传送机3a和3b分别包括框架30、传送单元31、多个辊32和多个辊33。
33.框架30是传送机3a和3b的骨架,并且支撑传送单元31以及多个辊32和33。传送单元31是在x轴方向上来回移动模具100a/100b并且相对于模制操作位置11移除和插入模具100a/100b的装置。
34.传送单元31是以马达作为驱动源的电驱动缸,并且包括相对于缸向前/向后移动的杆。缸固定到框架30,并且固定模具101固定到杆的边缘部分。对于传送单元31,流体致动器和电致动器这两者均可使用,其中当传送模具100a/100b时,电致动器可以提供更好的位置或速度的控制精度。例如,流体致动器可以是油压缸或气缸。除了电驱动缸之外,电致动器可以是以马达作为驱动源的齿条和小齿轮机构、以马达作为驱动源的滚珠丝杠机构等。
35.针对传送机3a和3b中的每一个独立地布置传送单元31。然而,可以使用支撑模具100a和100b的公共支撑构件,并且可以针对该支撑构件布置单个公共传送单元31。针对传送机3a和3b中的每一个独立地布置传送单元31的情况使得能够应对在传送时模具100a和模具100b之间的移动行程不同的情况。例如,由于模具的宽度(x方向上的宽度)不同或者模具的厚度(y方向上的宽度)不同而不能同时传送模具的情况。
36.多个辊32构成在x轴方向上布置的成排的辊,其中两排在y轴方向上分开构造。多个辊32在z轴方向上围绕旋转轴线旋转,并且引导模具100a/100b在x轴方向上的移动,接触模具100a/100b的侧表面(夹持板101a和102a的侧表面)并从该侧支撑模具100a/100b。多个辊33构成在x轴方向上布置的成排的辊,其中两排在y轴方向上分开构造。多个辊33在y方向上围绕旋转轴线旋转,并且使模具100a/100b在x方向上的移动平滑,从而支撑模具100a/100b的底表面(夹持板101a和102a的底表面)并从下方支撑模具100a/100b。
37.控制装置4包括用于控制注射模制机2的控制器41、用于控制传送机3a的控制器42a、以及用于控制传送机3b的控制器42b。例如,控制器41、42a和42b中的每一个包括诸如cpu的处理器、ram、rom、诸如硬盘的存储装置以及连接到传感器或致动器(未示出)的接口。处理器执行存储在存储装置中的程序。下面描述控制器41执行的程序(控制)的示例。控制器41与控制器42a和42b可通信地连接,并且向控制器42a和42b提供与模具100a/100b的传送有关的指令。如果模具100a/100b的装载和卸载终止,则控制器42a和42b向控制器41发送操作完成的信号。另外,控制器42a和42b在异常发生时将紧急停止信号发送到控制器41。
38.针对注射模制机2、传送机3a和传送机3b中的每一个布置控制器,但是一个控制器可以控制所有三个机器。传送机3a和传送机3b可以由单个控制器控制以便实现更加可靠和协同的操作。
39.图2示出了注射模制机2的侧视图。图3示出了固定压板61的端视图,以及从图2中的i-i线的箭头方向观察的图。图4示出了用于描述模制操作位置11的周边的构造的局部透视图。
40.参考图1和图2,注射模制机2包括注射装置5、夹持装置6和用于顶出模制部件的取出机器人7。注射装置5和夹持装置6沿y轴方向布置在框架10上。
41.注射装置5包括布置成在y轴方向上延伸的注射缸51。注射缸51包括诸如带式加热器的加热装置(未示出),并且熔融从料斗53引入的树脂。螺杆51a集成到注射缸51中,并且通过螺杆51a的旋转,执行被引入到注射缸51中的树脂的塑化和测量,并且通过螺杆51a在
轴向方向(y轴方向)上的移动,可以从注射喷嘴52注射熔融树脂。
42.在图2中,示出了作为喷嘴52的关闭喷嘴的实例。对于图2的打开/关闭机构56,布置用于打开/关闭排出口52a的销56a。销56a经由连杆56b与致动器(缸)56c连接,并且通过致动器56c的操作,排出口52a被打开和关闭。
43.注射缸51由驱动单元54支撑。在驱动单元54中,布置用于通过旋转地驱动螺杆51a来塑化和测量树脂的马达,以及用于驱动螺杆51a在轴向方向上向前/向后移动的马达。驱动单元54可以在框架10上沿着轨道12在y轴方向上向前/向后移动,并且在驱动单元54中,布置用于使注射装置5在y轴方向上向前/向后移动的致动器(例如,电驱动缸)55。
44.夹持装置6执行模具100a/100b的夹持以及打开和关闭。在夹持装置6中,沿y轴方向按顺序布置如下:固定压板61、可移动压板62和可移动压板63。多个系杆64穿过压板61至63。每个系杆64都是在y轴方向上延伸的轴,其一端固定到固定压板61。每个系杆64都插入形成在可移动压板62中的相应通孔中。每个系杆64的另一端通过调节机构67固定到可移动压板63。可移动压板62和63可以沿着框架10上的轨道13在y轴方向上移动,并且固定压板61固定到框架10。
45.肘节机构65布置在可移动压板62和可移动压板63之间。肘节机构65使可移动压板62相对于可移动压板63(换句话说,相对于固定压板61)在y轴方向上向前/向后移动。肘节机构65包括连杆65a至65c。连杆65a可旋转地连接到可移动压板62。连杆65b可枢转地连接到可移动压板63。连杆65a和连杆65b可枢转地彼此连接。连杆65c和连杆65b可枢转地彼此连接。连杆65c可枢转地连接到臂66c。
46.臂66c固定在滚珠螺母66b上。滚珠螺母66b与在y轴方向上延伸的滚珠丝杠轴66a接合,并且通过滚珠丝杠轴66a的旋转而在y轴方向上向前/向后移动。滚珠丝杠轴66a由可移动压板63支撑为使得其自由旋转,并且马达66由可移动压板63支撑。在检测马达66的旋转量的同时,马达66旋转地驱动滚珠丝杠轴66a。在检测马达66的旋转量的同时驱动马达66能够实现模具100a/100b的夹持、打开和关闭。
47.注射模制机2包括用于测量夹持力的传感器68,其中每个传感器68例如是设置在系杆64上的应变仪,并且通过检测系杆64的变形来计算夹持力。
48.调节机构67包括被支撑为在可移动压板63上自由旋转的螺母67b、作为驱动源的马达67a、以及用于将马达67a的驱动力传递到螺母67b的传递机构。每个系杆64穿过形成在可移动压板63中的孔,并与螺母67b接合。通过使螺母67b旋转,螺母67b和系杆64之间的y轴方向上的接合位置改变。也就是说,可移动压板63相对于系杆64固定的位置改变。由此,可以使可移动压板63和固定压板61之间的空间改变,从而可以调节夹持力等。
49.模制操作位置11是固定压板61和可移动压板62之间的区域。
50.引入模制操作位置11的模具100a/100b被夹在固定压板61和可移动压板62之间,从而被夹持。基于通过可移动压板62的移动导致的可移动模具102的移动来执行打开和关闭。
51.图3示出了在固定压板61的中心部分中的开口部分61a,喷嘴52通过所述开口部分向前/向后移动。多个辊br被支撑到固定压板61的可移动压板62侧的表面(称为内表面),使得它们自由旋转。多个辊br在y轴方向上围绕旋转轴线旋转,并且使模具100a/100b在x轴方向上的移动平滑,从而支撑模具100a/100b的底表面(夹持板101a的底表面)并从下方支撑
模具100a/100b。在固定压板61的x轴方向上的两侧,辊支撑体620被固定,并且多个辊br由辊支撑体620支撑。在固定压板61的内表面上,形成在x轴方向上延伸的凹槽61b。
52.凹槽61b形成为垂直分开的两排。在每个凹槽61b上布置有辊单元640。对于辊单元640,多个辊sr被支撑为使得它们自由旋转。多个辊sr在z轴方向上围绕旋转轴线旋转,并且以接触模具100a/100b的外表面(夹持板101a的外表面)并从该侧支撑模具100a/100b的方式引导模具100a/100b在x轴方向上的移动。如线ii-ii的横截面图中所示,当辊单元640通过弹簧641的偏压定位在辊sr从凹槽61b突出的位置处时,在夹持时它在凹槽61b中缩回,并且定位在辊sr不从凹槽61b突出的位置处。辊单元640可以在交替模具100a/100b时防止模具100a/100b和固定压板61的内表面接触和损坏内表面,且辊单元640在夹持时不阻碍固定压板61的内表面和模具100a/100b闭合。在固定压板61的x轴方向的两侧,辊支撑体630被固定,并且多个辊sr由辊支撑体630支撑。
53.在固定压板61上,布置多个固定机构(夹具)610,以用于将固定模具101固定到固定压板61。每个固定机构610都包括与夹持板101a接合的接合部分610a,以及使接合部分610a在接合位置和接合释放位置之间移动的内置致动器(未示出)。
54.应当注意,对于可移动压板62,类似于固定压板61,布置了多个辊br、辊支撑体620和630、辊单元640、以及用于固定可移动模具102的固定机构610。
55.图4a示出了由控制器41执行的注射模制系统1的已知操作的示例。在以下的示例中,给出了在交替模具100a和100b的同时执行模制操作的情况。
56.在步骤s1中执行初始设置。针对模具100a和100b这两者记录注射装置5和夹持装置6的操作条件。操作条件包括但不限于一次注射的树脂量、温度、注射速度、夹持力、可移动压板63相对于系杆64的位置的初始值等。即使当模具100a和模具100b是相同类型的模具时,这些操作条件也不同。由于模具100a用于第一次模制操作,因此与模具100a相关的操作条件被自动设置为操作条件。也开始第一次进行注射缸51的加热以及树脂的塑化和测量等。
57.在步骤s2中,将模具100a传送到注射模制机2中。驱动马达66以将固定压板61和可移动压板62之间的间隙加宽至略宽于模具100a的厚度(y方向上的宽度)。接下来,控制器41将装载模具100a的指令发送到控制器42a,并且控制器42a驱动传送单元31以将模具100a装载到模制操作位置11中。联结单元200用于同时卸载模具100a和装载模具100b。当模具100a的装载完成时,指示装载完成的信号从控制器42a发送到控制器41。当接收到指示装载完成的信号时,驱动马达66以使固定压板61和可移动压板62与模具100a紧密接触。此时不需要产生夹持力,原因在于夹持力是在模制期间产生。通过驱动固定机构610将模具100a锁定到固定压板61和可移动压板62中的每一个。
58.在步骤s3中,通过驱动马达66以驱动肘节机构65来执行通过固定压板61和可移动压板62夹持模具100a。执行相对于模具100a的注射准备。驱动致动器55以移动注射装置5,使喷嘴52接触模具100a。
59.在步骤s5中,执行熔融树脂的注射和停留。更具体地,驱动注射装置5以将熔融树脂从喷嘴52填充到模具100a内的型腔中,并且以高压将缸51中的树脂压入模具100a中,以便补偿由于树脂固化而导致的体积减小。实际夹持力由传感器68测量。在模制期间,由于模具100a的温度逐渐升高,因此模具100a热膨胀,并且存在初始夹持力和经过一段时间后的
夹持力产生差异的情况。因此,可以基于传感器68测量的结果来校正下一次夹持时的夹持力。
60.通过由驱动马达67调节可移动压板63相对于系杆64的位置来执行夹持力的调节。这使得能够通过基于传感器68的测量结果校正可移动压板63相对于系杆64的位置的初始值来调节夹持力,从而提高夹持力的精度。可以在任何定时(例如在图4a中的步骤s7和s9以及图4b中的步骤s13-步骤s15的定时)执行可移动压板63相对于系杆64的位置的调节。
61.步骤s6和步骤s8的处理与步骤s7并行执行。在步骤s6中,开始模具100a中的模制部件的冷却时间的计时。在步骤s7中,执行与夹持装置6相关的处理。更具体地,通过固定机构610对模具100a的锁定被释放。在从步骤s5开始的预定时间的延迟之后,驱动马达66以驱动肘节机构65。这导致夹持力的移除,可移动压板62相对于固定压板61略微分离,并且形成便于交替模具的空间。图7中所示的状态st4是可移动压板62相对于固定压板61略微分离的状态。
62.在步骤s8中,执行与注射装置5相关的处理。例如,执行停留回吸、喷嘴关闭、注射装置5的缩回等。图7的状态st4示出了注射装置5缩回的状态(喷嘴52缩回的状态)。当喷嘴52与模具100a分离时,停留回吸和喷嘴关闭防止熔融树脂滴落。可以在步骤s7中在使可移动压板62相对于固定压板61略微分离之前的延迟时间期间执行这些过程。
63.当在停留之后缩回螺杆51a时,停留回吸减小注射缸51和模具100a/100b中的树脂压力。螺杆51a在停留回吸中缩回的位置可以被作为绝对位置进行管理,并且在停留完成之后可以作为相对于螺杆51a的位置的相对位置进行管理。可以使螺杆51a缩回,直至检测到由安装在注射装置5中的测力传感器(load cell,未示出)测量的树脂压力减小到预定压力。
64.喷嘴关闭使喷嘴52的排出口52a关闭,并且在图2的示例中,销56a关闭排出口52a。该操作能够抑制树脂的泄漏。对于下一次注射,可以改善树脂测量的精度。以上处理提供了防止树脂泄漏,但是由于模具100a/100b的结构或树脂的类型,存在模具100a/100b和喷嘴52之间产生长线状树脂的情况。可以安装用于将空气注入喷嘴52的装置以防止这种情况发生。
65.在步骤s9中,执行模具100a/100b的交替。将模具100a从模制操作位置11卸载到传送机3a,并且将模具100b从传送装置3b装载到模制操作位置11。控制器41向控制器42a发送卸载模具100a的指令,并且控制器42a驱动传送单元31以从模制操作位置11卸载模具100a。联结单元200使得能够同时执行模具100a的卸载和模具100b的装载。当模具100a的卸载完成时,指示卸载完成的信号从控制器42a发送到控制器41。模具100a在传送机3a上冷却。此时,由于自闭合单元103的操作,保持模具100a的闭合状态。
66.当接收到指示卸载完成的信号时,在步骤s10中将模具100b的操作条件设置为模制操作的操作条件。例如,将模具100b的厚度(y方向的宽度)、夹持力等设定为模制操作的操作条件。还设置对应于模具100b的诸如注射速度等的模制条件。开始用于下一次注射的塑化的测量。驱动马达66以使固定压板61和可移动压板62紧密接触模具100b。此时,不需要产生在模制期间才要产生的夹持力。通过驱动固定机构610将模具100b锁定到固定压板61和可移动压板62这两者。
67.在本实施例中的步骤s9之后,执行步骤s10。然而,由于切换模制操作条件可能需
要时间,因此模制操作条件可以例如与卸载模具100a的指令同时切换。
68.在步骤s11中,确定模制操作是否是关于模具100a和100b的第一次模制操作。如果模制操作是第一次模制操作,则过程返回到步骤s3。如果模制操作不是第一次模制操作,而是第二次模制操作、第三次模制操作等,则过程进行到步骤s12。
69.上述过程描述了第一次模制操作。因而,过程返回到步骤s3。然后对模具100b执行步骤s3至步骤s8的处理。
70.在对模具100b执行步骤s3至步骤s8的处理之后,在步骤s9中卸载模具100b,并且执行模具100a的装载。模具100b在传送装置3b上冷却。在步骤s11中,确定模制操作不是第一次模制操作,并且过程进入步骤s12。
71.在步骤s12中,基于从步骤s6中的时间测量开始起的冷却时间是否已达到预定时间来确定模具100a的冷却是否已完成。如果冷却已完成,则执行图4b中的步骤s13至步骤s16的处理。
72.在步骤s13中,通过驱动马达66使可移动压板62与固定压板61分离。固定模具101通过固定机构610固定到固定压板61,而可移动模具102通过固定机构610固定到可移动压板62。因此,可移动模具102与固定模具101分离,并且模具100a克服自闭合单元103的力而打开。在步骤s14中,通过驱动取出机器人7将留在模具100a的可移动模具102侧的模制部件移除,并将其传送出注射模制机2。真空头74移动到卡盘板75面向模制部件的位置,并且模制部件通过吸力固定。
73.在步骤s15中,通过驱动马达66使可移动压板62靠近固定压板61。预先与固定模具101分离的可移动模具102与固定模具101紧密接触,并且模具100a闭合。当使用模具100b进行注射模制操作时,执行步骤s13、s14和s15以从模具100b移除模制部件。
74.在步骤s16中,控制器41将当前生产的模制部件的数量与阈值th进行比较。当前生产的模制部件的数量被存储在rom和/或ram中。阈值th是期望的生产量并且在步骤s1中设置。如果当前模制部件的数量小于阈值th,则流程返回到步骤s3。此时,重复以上处理。
75.如果当前模制部件的数量等于阈值th,则流程进入步骤s17。步骤s17至s21中的处理用于从另一个模具(例如模具100b)移除模制部件。
76.在步骤s17中,以与步骤s9中所述相同的方式交替模具100a/100b。在本步骤中,将模具100a从模制操作位置11卸载到传送机3a,同时将模具100b从传送装置3b装载到模制操作位置11。控制器41将卸载模具100a的指令发送到控制器42a,并且控制器42a驱动传送单元31以从模制操作位置11卸载模具100a。联结单元200使得能够同时执行模具100a的卸载和模具100b的装载。当模具100a的卸载完成时,指示卸载完成的信号从控制器42a发送到控制器41。
77.在接收到指示卸载完成的信号之后,在步骤s18中,基于在步骤s6中开始的冷却时间是否已达到预定时间来确定模具100b的冷却是否已完成。如果冷却已完成,则过程进入步骤s19。
78.在步骤s19中,通过驱动马达66使可移动压板62与固定压板61分离。固定模具101通过固定机构610固定到固定压板61,而可移动模具102通过固定机构610固定到可移动压板62。可移动模具102与固定模具101分离,并且模具100a克服自闭合单元103的力而打开。在步骤s20中,通过驱动取出机器人7来移除留在模具100a的可移动模具102侧的模制部件,
并将其传送到注射模制机2的外部。真空头74移动到卡盘板75面向模制部件的位置,并且模制部件通过吸力被固定保持。在步骤s21中,通过驱动马达66使可移动压板62靠近固定压板61。预先与固定模具101分离的可移动模具102与固定模具101紧密接触,并且模具100a闭合。当使用模具100b进行注射模制操作时,执行步骤s19、s20和s21以从模具100b移除模制部件。
79.如上所述,在本实施例中,模具100a和100b的冷却在注射模制机2外部的传送机3a和3b上进行。在模具100a和100b中的一个的冷却期间,模制部件移除、模具夹持、注射和停留由用于另一模具100a/100b的注射模制机2执行。由于打开和模制件移除由注射模制机2执行,因此传送机3a和3b不需要具有用于打开和模制部件移除的功能。因此,可以在用一个注射模制机2交替模具100a和100b的同时制造模制部件,同时抑制注射模制系统的成本增加。
80.如果从模具更换过程开始到另一模具的移除过程、注射过程和停留过程以及直到模具更换过程完成的所有过程所需的时间再次符合冷却模具100a或100b中的一个所需的时间,则与正常模制相比,生产率提高至少两倍。也就是说,除了抑制成本增加之外,还可以实现更高的生产率。
81.为了实现两倍的生产率水平,模具100a和100b的冷却时间覆盖总模制过程(一个模制周期的时间)的50%或以上就足够了,但是这取决于模具更换过程的时间。用于例如用于汽车、家用电器、办公设备等的外部覆盖部件或机电部件的许多模制部件具有几毫米的厚度以确保强度。因此,在整个模制过程期间,冷却过程覆盖最长的时间,并且冷却模具100a和100b的时间相对于一个模制周期的时间达到50%至70%并不罕见。因此,上述实施例在提高该类型的模制部件的生产率方面特别有效。如果模具100a的模制周期的时间和模具100b的模制周期的时间大致相同,而冷却模具100a和100b的时间相对于一个模制周期的时间大于或等于50%,则可以特别提高生产率。
82.即使模制部件的厚度约为1mm并且相对较薄,在需要高尺寸精度的部件的情况下、对于使用需要高温作为模制温度的树脂的模制部件或对于冷却耗时的结晶树脂,冷却过程也有变长的趋势。在上述实施例中,当制造各种各样的模制部件时,可以实现接近两倍的生产率。
83.如果冷却模具100a和100b的时间小于一个模制周期的时间的50%,则有效应用冷却时间能够实现比正常模制高1.5倍或1.8倍的生产率。
84.基于上述实施例,由于在一个注射模制机2中通过常规的制造方法实现了两个注射模制机的生产率,因此可以减少安装空间和功率消耗。
85.图5a-17c示出了本发明提供的对当前注射模制系统的改进。仅出于描述目的,已知注射模制系统的部件包括在图5a-17c的描述中。仅出于描述目的,将关于模具a提供图5a-17c的以下讨论。
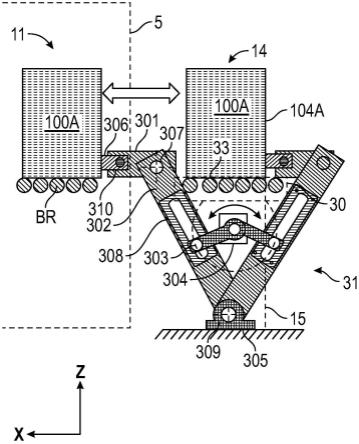
86.图5a和5b示出了传送单元31的构造。图5a示出了传送单元31的侧视图,而图5b示出了传送单元31的透视图。
87.在图5a中,传送单元31包括第一联结构件301、第二联结构件302、杆303、马达304(例如致动器)和支撑构件305。联结块310附接到模具100a的侧表面104a。联结块310还支撑在y轴方向上延伸的轴306。第一联结构件301经由轴306连接到模具100a的侧表面104a。第
一联结构件301可围绕轴306旋转。
88.为了在传送期间管理振动等,第一联结构件301可以与轴310一起在y轴方向上与联结块310平行地移动。第一联结构件301和第二联结构件302经由在y轴方向上延伸的轴307连接。第一联结构件301和第二联结构件302可围绕轴307相互旋转。第二联结构件302经由在y轴方向上延伸的轴309连接到支撑构件305。
89.支撑构件305在y轴方向上支撑轴309的两端。第二联结构件302可围绕轴309旋转。当接收马达304的驱动力时,杆303在箭头的方向上旋转。如图5b中所示,安装在杆303的端部上的凸轮从动件(即突起部分)与形成在第二联结构件302中的槽孔308接合。除了马达304之外,上述部件可以统称为联结单元。
90.当接收第一联结构件301、第二联结构件302、杆303和马达304的动作时,模具100a在注射模制机5内部的模制操作位置11和不同于模制操作位置11的冷却位置14之间移动。
91.辊33接触模具100a的y轴方向上的两端的底表面以引导模具100a的运动。附接有辊33的框架30形成模具100a的支撑表面。模具100a的支撑表面是框架30的顶表面。马达304在z轴方向(竖直方向)上位于支撑表面下方。在y轴方向上的框架30的中心部分中形成孔,用于连接马达304和模具100a的侧表面104a的联结单元。在模具100a处于冷却位置14的状态下的侧表面104a的位置由虚线15指示。
92.马达304位于在x轴方向(模具移动方向)上比虚线15更靠近注射模制机5的位置。马达304的所有部分都比图5a中的虚线15更靠近注射模制机5定位。然而,马达304的至少一部分可以位于比虚线15更靠近注射模制机5的位置。
93.现在将描述传送单元31的操作。当模具100a从冷却位置14向模制操作位置11传送时,马达304在图5a中的逆时针方向上旋转。连接到马达304的杆303也在逆时针方向上旋转,并且凸轮从动件通过滑动通过第二联结构件302的槽孔308而移动。第二联结构件302在经由槽孔308接收的驱动力的影响下围绕轴309逆时针旋转。
94.随着第二联结构件302的旋转运动,连接到第二联结构件302的第一联结构件301经由轴306推出模具100a。因此,模具100a从冷却位置14移动到模制操作位置11。当将模具100a从模制操作位置11向冷却位置14传送时,马达304在顺时针方向上反向旋转,如图5a中所示。传送单元31的其他部件在与上述方向相反的方向上操作,并且模具100a从模制操作位置11移动到冷却位置14。
95.使用诸如上述构造的构造,与常规注射模制系统相比,可以在x轴方向上缩小注射模制系统的尺寸。除了缩小注射模制系统的尺寸之外,还缩短框架30等的长度,使得可以降低每个部件的材料成本。
96.图6a和6b示出了第一变型中的传送单元31a的构造。可以使用图6a和6b中所示的传送单元31a代替图5a和5b中所示的传送单元31。图6a示出了传送单元31a的侧视图,而图6b示出了传送单元31a的透视图。
97.在图6a中,传送单元31a包括第一联结构件311、第二联结构件312和马达313,例如致动器。联结块316附接到模具100a的侧表面104a,并且联结块316支撑在y轴方向上延伸的轴314。第一联结构件311经由轴314连接到模具100a的侧面104a。第一联结构件311可围绕轴314旋转。
98.为了在传送期间管理振动等,第一联结构件311可以与轴314一起在y轴方向上与
联结块316平行地移动。第一联结构件311和第二联结构件312经由在y轴方向上延伸的轴315连接。第一联结构件311和第二联结构件312可围绕轴315相互旋转。第二联结构件312在接收到马达313的驱动力时在箭头的方向上旋转。除了马达313之外,上述部件可以统称为联结单元。在图6a中,安装盖16以从外部覆盖模具100a。盖16也可以添加到图5a和5b所示的构造中。
99.当接收到第一联结构件311、第二联结构件312和马达313的动作时,模具100a在注射模制机5内部的模制操作位置11和与模制操作位置11不同的冷却位置14之间移动。辊33接触y轴方向上的模具100a的两端的底表面以引导模具100a的运动。附接有辊33的框架30形成模具100a的支撑表面。模具100a的支撑表面是框架30的顶表面。
100.马达313在z轴方向(竖直方向)上位于支撑表面下方。在y轴方向上的框架30的中心部分中形成孔,用于连接马达313和模具100a的侧表面104a的联结单元。模具100a处于冷却位置14的侧表面104a的位置由虚线15指示。马达313安装成在x轴方向(模具移动方向)上比虚线15更靠近注射模制机5。马达313的所有部分都比图6a中的虚线15更靠近注射模制机5。马达313的至少一部分可以比虚线15更靠近注射模制机5定位。
101.现在将描述传送单元31a的操作。当模具100a从冷却位置14向模制操作位置11传送时,马达313如图6a中所示在逆时针方向上旋转。连接到马达313的第二联结构件312也在逆时针方向上旋转。随着第二连接构件312的旋转运动,连接到第二联结构件312的第一联结构件311经由轴314推出模具100a。结果,模具100a从冷却位置14移动到模制操作位置11。当模具100a从模制操作位置11传送到冷却位置14时,马达313在图6a中所示的顺时针方向上旋转。另一部件在与上述方向相反的方向上操作,并且模具100a从模制操作位置11移动到冷却位置14。
102.与常规的注射模制系统相比,使用上述构造使得能够在x轴方向上缩小注射模制系统的尺寸。此外,框架30等的长度缩短,因此也可以降低每个部件的材料成本。
103.图7示出了第二变型中的传送单元31b的结构的侧视图。可以使用图7中所示的传送单元31b代替图5a和5b中所示的传送单元31。
104.图7中的传送单元31b包括第一联结构件321、第二联结构件322、马达323(例如致动器)和杆324。联结块329附接到模具100a的侧表面104a,并且联结块329支撑在y轴方向上延伸的轴325。
105.第一联结构件321经由轴325连接到模具100a的侧表面104a。第一联结构件321可围绕轴325旋转。为了管理传送期间的振动等,第一联结构件321可以与轴325一起在y轴方向上与联结块329平行地移动。第一联结构件321和第二联结构件322经由在y轴方向上延伸的轴327连接。第一联结构件321和第二联结构件322可围绕轴327相互旋转。
106.当接收到马达323的驱动力时,第二联结构件322在箭头的方向上旋转。杆324不连接到马达323,而是可以围绕在y轴方向上延伸的轴328旋转。槽孔326形成在第一联结构件321中,并且安装在杆324的尖端处的凸轮从动件与槽孔326接合。所述的构造与图5b中所示的杆303和槽孔308之间的关系相同。除了马达323之外,上述部件可以统称为联结单元。安装盖16以从外部覆盖模具100a。当收到第一联结构件321、第二联结构件322、马达323和杆324的动作时,模具100a在注射模制机5内部的模制操作位置31和与模制操作位置11不同的冷却位置14之间移动。
107.辊33接触模具100a的y轴方向上的两端的底表面以引导模具100a的运动。附接有辊33的框架30形成模具100a的支撑表面。模具100a的支撑表面是框架30的顶表面。马达323在z轴方向(竖直方向)上位于支撑表面下方。在y轴方向上的框架30的中心部分中形成孔,用于连接马达323和模具100a的侧表面104a的联结单元。模具100a处于冷却位置14的侧表面104a的位置由虚线15指示。马达323安装成在x轴方向(模具移动方向)上比虚线15更靠近注射模制机5。马达323的所有位置都比图7中的虚线15更靠近注射模制机5定位。然而,马达323的至少一部分可以比虚线15更靠近注射模制机5定位。
108.现在将描述传送单元31b的操作。当模具100a从冷却位置14向模制操作位置11传送时,马达323在图7中所示的逆时针方向上旋转。连接到马达323的第二联结构件322也在逆时针方向上旋转。随着第二联结构件322的旋转运动,连接到第二联结构件322的第一联结构件321经由轴325推出模具100a。杆324用于引导第一联结构件321,使得平滑地执行驱动力从第二联结构件322到第一联结构件321的传递。结果,模具100a从冷却位置14移动到模制操作位置11。当模具100a从模制操作位置11向冷却位置14传送时,马达323如图7中所示在顺时针方向上反向旋转。另一部件在与上述方向相反的方向上操作,并且模具100a从模制操作位置11移动到冷却位置14。
109.与常规的注射模制系统相比,使用上述构造使得能够在x轴方向上缩小注射模制系统的尺寸。此外,框架30等的长度缩短,因此也可以降低每个部件的材料成本。
110.图8示出了第三变型中的传送单元31c的构造的侧视图。可以使用图8所示的传送单元31c代替图5a和5b中所示的传送单元31。
111.图8中的传送单元31c包括第一联结构件331、第二联结构件332、马达333(例如致动器)和杆334。联结块339附接到模具100a的侧表面104a,并且联结块339支撑在y轴方向上延伸的轴335。
112.第一联结构件331经由轴335连接到模具100a的侧表面104a。第一联结构件331可围绕轴335旋转。为了在传送期间管理振动等,第一联结构件331可以与轴335一起在y轴方向上与联结块339平行地移动。第一联结构件331和第二联结构件332经由在y轴方向上延伸的轴337连接。第一联结构件331和第二联结构件332可围绕轴337相互旋转。
113.在接收到马达333的驱动力时第二联结构件332在箭头的方向上旋转。杆334经由在y轴方向上延伸的轴338连接到第二联结构件332。杆334可围绕轴338旋转。槽孔336形成在第一联结构件331中,并且安装在杆334的尖端处的凸轮从动件布置成使得其与槽孔326接合。所述的构造与图5b中所示的杆303和槽孔308之间的关系相同。除了马达333之外,上述部件可以统称为联结单元。盖16安装成从外部覆盖模具100a。在收到第一联结构件331、第二联结构件332、马达333和杆334的动作时,模具100a在注射模制机5内部的模制操作位置11和与模制操作位置11不同的冷却位置14之间移动。
114.辊33接触模具100a的y轴方向上的两端的底表面以引导模具100a的运动。附接有辊33的框架30形成模具100a的支撑表面。模具100a的支撑表面是框架30的顶表面。马达333在z轴方向(竖直方向)上位于支撑表面下方。在y轴方向上的框架30的中心部分中形成孔,用于连接马达333和模具100a的侧表面104a的联结单元。模具100a处于冷却位置14的侧表面104a的位置用虚线15指示。马达333安装成在x轴方向(模具移动方向)上比虚线15更靠近注射模制机5。马达333的一部分比图8中的虚线15更靠近注射模制机5定位,然而,马达333
的所有部分都可以比虚线15更靠近注射模制机5定位。
115.现在将描述传送单元31c的操作。当模具100a从冷却位置14向模制操作位置11传送时,马达333如图8中所示在逆时针方向上旋转。连接到马达333的第二联结构件332也在逆时针方向上旋转。随着第二联结构件332的旋转运动,连接到第二联结构件332的第一联结构件331经由轴335推出模具100a。杆334用于引导第一联结构件331,使得平滑地执行驱动力从第二联结构件332到第一联结构件331的传递。结果,模具100a从冷却位置14移动到模制操作位置11。当模具100a从模制操作位置11向冷却位置14传送时,马达333如图8中所示在顺时针方向上旋转。另一部件在与上述方向相反的方向上操作,并且模具100a从模制操作位置11移动到冷却位置14。
116.与常规的注射模制系统相比,使用上述构造使得能够在x轴方向上缩小注射模制系统的尺寸。此外,框架30等的长度缩短,因此也可以降低每个部件的材料成本。
117.图9示出了第四变型中的传送单元31d的构造的侧视图。可以使用图9中所示的传送单元31d代替图5a和5b中所示的传送单元31。
118.图9中的传送单元31d包括联结构件341和气缸342,例如致动器。尽管本实施例包括气缸342,但是可以使用能够实践本实施例的任何类型的缸,例如液压缸。联结块349附接到模具100a的侧表面104a,支撑在y轴方向上延伸的轴343。
119.槽孔344形成在联结构件341中,并且构造使得轴343与槽孔344接合。换句话说,联结构件341经由轴343连接到模具100a的侧表面104a。凸轮从动件可以安装在杆的尖端而不是轴343处。
120.气缸342在接合点346处连接到联结构件341,并且通过膨胀和收缩在箭头的方向上旋转联结构件341。在本变型中,接合点346经由作为旋转中心的轴345安装在与形成有槽孔344的一侧相对的一侧。此外,气缸342可围绕在y轴方向上延伸的轴347旋转。除了气缸342之外,上述部件可以统称为联结单元。盖16安装成从外部覆盖模具100a。
121.当收到联结构件341和气缸342的动作时,模具100a在注射模制机5内部的模制操作位置11和与模制操作位置11不同的冷却位置14之间移动。
122.辊33接触y轴方向上的模具100a的两端的底表面以引导模具100a的运动。附接有辊33的框架30形成模具100a的支撑表面。模具100a的支撑表面是框架30的顶表面。气缸342在z轴方向(竖直方向)上位于支撑表面下方。在y轴方向上的框架30的中心部分中形成孔,用于连接气缸342和模具100a的侧表面104a的联结单元。模具100a处于冷却位置14的侧表面104a的位置由虚线15指示。气缸342安装成在x轴方向(模具移动方向)上比虚线15更靠近注射模制机5。在图9中,气缸342的所有部分都比虚线15更靠近注射模制机5定位。然而,气缸342的至少一部分可以成比虚线15更靠近注射模制机5定位。
123.现在将描述传送单元31d的操作。当模具100a从冷却位置14向模制操作位置11传送时,气缸342膨胀。结果,联结构件341围绕轴345逆时针旋转,如图9中所示。随着联结构件341的旋转运动,轴343沿着槽孔344移动,并且模具100a经由轴343接收驱动力。结果,模具100a从冷却位置14移动到模制操作位置11。当模具100a从模制操作位置11向冷却位置14传送时,气缸342相反地收缩。结果,联结构件341围绕轴345顺时针旋转,如图9中所示。另一部件在与上述方向相反的方向上操作,并且模具100a从模制操作位置11移动到冷却位置14。
124.与常规的注射模制系统相比,使用上述构造使得能够在x轴方向上缩小注射模制
系统的尺寸。此外,框架30等的长度缩短,因此也可以降低每个部件的材料成本。
125.图10示出了第五变型中的传送单元31e的构造的侧视图。可以使用图10中所示的传送单元31e代替图5a和5b中所示的传送单元31。
126.图10中的传送单元31e包括联结构件351和气缸352,例如致动器。尽管本实施例包括气缸352,但是可以使用能够实践本实施例的任何类型的缸,例如液压缸。联结块359附接到模具100a的侧表面104a,并且联结块359支撑在y轴方向上延伸的轴353。
127.槽孔354形成在联结构件351中,并且其布置成使得轴353与槽孔354接合。换句话说,联结构件351经由轴353连接到模具100a的侧表面104a。凸轮从动件可以安装在杆的尖端而不是轴353处。
128.气缸352在接合点356处连接到联结构件351,并且通过膨胀和收缩在箭头的方向上旋转联结构件351。在本变型中,接合点356安装在与形成有槽孔354的一侧相同的一侧,其中轴355作为旋转中心。该构造不同于图9的构造。另外,气缸352可围绕在y轴方向上延伸的轴357旋转。除了气缸352之外,上述部件可以统称为联结单元。盖16安装成从外部覆盖模具100a。
129.当收到联结构件351和气缸352的动作时,模具100a在注射模制机5内部的模制操作位置11和与模制操作位置11不同的冷却位置14之间移动。辊33接触模具100a的y轴方向上的两端的底表面以引导模具100a的运动。附接有辊33的框架30形成模具100a的支撑表面。模具100a的支撑表面是框架30的顶表面。气缸352在z轴方向(竖直方向)上位于支撑表面下方。在y轴方向上的框架30的中心部分中形成孔,用于连接气缸352和模具100a的侧表面104a的联结单元。模具100a处于冷却位置14的侧表面104a的位置用虚线15指示。气缸352安装成在x轴方向(模具移动方向)上比虚线15更靠近注射模制机5。气缸352的所有位置都比图10中的虚线15更靠近注射模制机5定位。然而,气缸352的至少一部分可以比虚线15更靠近注射模制机5定位。
130.现在将描述传送单元31e的操作。当模具100a从冷却位置14向模制操作位置11传送时,气缸352收缩。该特征不同于图9的构造。结果,联结构件351如图10中所示围绕轴355逆时针旋转。随着联结构件351的旋转运动,轴353沿着槽孔354移动,并且模具100a经由轴353接收驱动力。结果,模具100a从冷却位置14移动到模制操作位置11。
131.当模具100a从模制操作位置11向冷却位置14传送时,气缸352相反地膨胀。结果,联结构件351如图10中所示围绕轴355顺时针旋转。另一部件在与上述方向相反的方向上操作,并且模具100a从模制操作位置11移动到冷却位置14。
132.与常规的注射模制系统相比,使用上述构造使得能够在x轴方向上缩小注射模制系统的尺寸。此外,框架30等的长度缩短,因此也可以降低每个部件的材料成本。
133.图11示出了第六变型中的传送单元31f的构造的侧视图。换言之,可以使用图11所示的传送单元31f代替图5所示的传送单元31。
134.图11中的传送单元31f包括联结构件361和气缸362,例如致动器。尽管本实施例包括气缸362,但是可以使用能够实践本实施例的任何类型的缸,例如液压缸。联结块369附接到模具100a的侧表面104a,并且联结块369支撑在y轴方向上延伸的轴363。
135.槽孔364形成在联结构件361中,并且其布置成使得轴363与槽孔364接合。换句话说,联结构件361经由轴363连接到模具100a的侧表面104a。凸轮从动件可以安装在杆的尖
端而不是轴363处。气缸362在接合点366处连接到联结构件361,并且通过膨胀和收缩在箭头的方向上旋转联结构件361。在本变型中,联结构件361是杆状构件。该构造不同于图9的构造。另外,气缸362可围绕在y轴方向上延伸的轴367旋转。除了气缸362之外,上述部件可以统称为联结单元。盖16安装成从外部覆盖模具100a。
136.当收到联结构件361和气缸362的动作时,模具100a在注射模制机5内部的模制操作位置11和与模制操作位置11不同的冷却位置14之间移动。辊33接触模具100a的y轴方向上的两端的底表面以引导模具100a的运动。附接有辊33的框架30形成模具100a的支撑表面。模具100a的支撑表面是框架30的顶表面。气缸362在z轴方向(竖直方向)上位于支撑表面下方。在y轴方向上的框架30的中心部分中形成孔,用于连接气缸362和模具100a的侧表面104a的联结单元。在模具100a处于冷却位置14的状态下的侧表面104a的位置用虚线15指示。气缸362在x轴方向(模具移动方向)上比虚线15更靠近注射模制机5定位。气缸362的所有位置都比图11中的虚线15更靠近注射模制机5定位。然而,气缸362的至少一部分可以比虚线15更靠近注射模制机5定位。
137.现在将描述传送单元31f的操作。当模具100a从冷却位置14向模制操作位置11传送时,气缸362膨胀。结果,联结构件361如图11中所示围绕轴365逆时针旋转。随着联结构件361的旋转运动,轴363沿着槽孔364移动,并且模具100a经由轴363接收驱动力。结果,模具100a从冷却位置14移动到模制操作位置11。
138.当模具100a从模制操作位置11向冷却位置14传送时,气缸362相反地收缩。结果,联结构件361如图11中所示围绕轴365顺时针旋转。另一部件在与上述方向相反的方向上操作,并且模具100a从模制操作位置11移动到冷却位置14。
139.与常规的注射模制系统相比,使用上述构造使得能够在x轴方向上缩小注射模制系统的尺寸。此外,框架30等的长度缩短,因此也可以降低每个部件的材料成本。
140.图12示出了第七变型中的传送单元31g的构造的侧视图。换句话说,可以使用图12所示的传送单元31g代替图5所示的传送单元31。
141.图12中的传送单元31g包括联结构件371和气缸372,例如致动器。尽管本实施例包括气缸362,但是可以使用能够实践本实施例的任何类型的缸,例如液压缸。联结块379附接到模具100a的侧表面104a,并且联结块379支撑在y轴方向上延伸的轴373。
142.槽孔374形成在联结构件371中,并且其布置成使得轴373与槽孔374接合。换句话说,联结构件371经由轴373连接到模具100a的侧表面104a。凸轮从动件可以安装在杆的尖端而不是轴373处。气缸372在接合点376处连接到联结构件371,并且通过膨胀和收缩在箭头的方向上旋转联结构件371。在本变型中,联结构件371是杆状构件。该构造不同于图10的构造。另外,气缸372可围绕在y轴方向上延伸的轴377旋转。除了气缸372之外,上述部件可以统称为联结单元。盖16安装成从外部覆盖模具100a。
143.当收到联结构件371和气缸372的动作时,模具100a在注射模制机5内部的模制操作位置11和与模制操作位置11不同的冷却位置14之间移动。辊33接触模具100a的y轴方向上的两端的底表面以引导模具100a的运动。附接有辊33的框架30形成模具100a的支撑表面。模具100a的支撑表面是框架30的顶表面。气缸372在z轴方向(竖直方向)上位于支撑表面下方。在y轴方向上的框架30的中心部分中形成孔,用于连接气缸372和模具100a的侧表面104a的联结单元。模具100a处于冷却位置14的侧表面104a的位置用虚线15指示。气缸372
安装成在x轴方向(模具移动方向)上比虚线15更靠近注射模制机5定位。气缸372的所有位置都比图12中的虚线15更靠近注射模制机5定位。然而,气缸372的至少一部分可以比虚线15更靠近注射模制机5定位。
144.现在将描述传送单元31g的操作。当模具100a从冷却位置14向模制操作位置11传送时,气缸372收缩。结果,联结构件371如图12中所示围绕轴375逆时针旋转。随着联结构件361的旋转运动,轴363沿着槽孔364移动,并且模具100a经由轴363接收驱动力。结果,模具100a从冷却位置14移动到模制操作位置11。
145.当模具100a从模制操作位置11向冷却位置14传送时,气缸362相反地膨胀。结果,联结构件361如图12中所示围绕轴365顺时针旋转。另一部件在与上述方向相反的方向上操作,并且模具100a从模制操作位置11移动到冷却位置14。
146.与常规的注射模制系统相比,使用上述构造使得能够在x轴方向上缩小注射模制系统的尺寸。此外,框架30等的长度缩短,因此也可以降低每个部件的材料成本。
147.图13示出了第七变型中的传送单元31h的构造的侧视图。换句话说,可以使用图13所示的传送单元31h代替图5所示的传送单元31。
148.图13中的传送单元31h包括第一联结构件381、第二联结构件382和气缸383,例如致动器。尽管本实施例包括气缸342,但是可以使用能够实践本实施例的任何类型的缸,例如液压缸。联结块389附接到模具100a的侧表面104a,并且联结块389支撑在y轴方向上延伸的轴384。
149.第一联结构件381经由轴384连接到模具100a的侧表面104a。第一联结构件381可围绕轴384旋转。第一联结构件381和第二联结构件382经由在y轴方向上延伸的轴385连接。
150.第一联结构件381和第二联结构件382可围绕轴385相互旋转。第二联结构件382可围绕在y轴方向上延伸的轴386旋转。气缸383在接合点388处连接到第一联结构件381,并且通过膨胀和收缩旋转第一联结构件381和第二联结构件382。气缸382可围绕在y轴方向上延伸的轴387旋转。除了气缸383之外,上述部件可以统称为联结单元。盖16安装成从外部覆盖模具100a。
151.当收到第一联结构件381、第二联结构件382和气缸383的动作时,模具100a在注射模制机5内部的模制操作位置11和注射模制机5外部的冷却位置14之间移动。辊33接触模具100a的y轴方向上的两端的底表面以引导模具100a的运动。附接有辊33的框架30形成模具100a的支撑表面。模具100a的支撑表面是框架30的顶表面。气缸383在z轴方向(竖直方向)上位于支撑表面下方。
152.在y轴方向上的框架30的中心部分中形成孔,用于连接气缸342和模具100a的侧表面104a的联结单元。模具100a处于冷却位置14的侧表面104a的位置由虚线15指示。气缸383在x轴方向(模具移动方向)上比虚线15更靠近注射模制机5安装。尽管气缸383的所有位置都成比图13中所示的虚线15更靠近注射模制机5安装,但是气缸383的至少一部分可以成比虚线15更靠近注射模制机5安装。
153.现在将描述传送单元31h的操作。当模具100a从冷却位置14向模制操作位置11传送时,气缸383收缩。结果,第一联结构件381如图13中所示围绕轴385在逆时针方向上旋转,并且第二联结构件382如图13中所示围绕轴386在逆时针方向上旋转。随着第一联结构件381和第二联结构件382的旋转运动,第一联结构件381经由轴384推出模具100a。结果,模具
100a从冷却位置14移动到模制操作位置11。
154.当模具100a从模制操作位置11向冷却位置14传送时,气缸383相反地膨胀。结果,联结构件381如图13中所示围绕轴385顺时针旋转,并且第二联结构件382如图13中所示围绕轴386顺时针旋转。另一部件在与上述方向相反的方向上操作,并且模具100a从模制操作位置11移动到冷却位置14。
155.与常规的注射模制系统相比,使用上述构造使得能够在x轴方向上缩小注射模制系统的尺寸。此外,框架30等的长度缩短,因此也可以降低每个部件的材料成本。
156.图14示出了第八变型中的传送单元31i的构造的侧视图。换句话说,可以使用图14所示的传送单元31i代替图5所示的传送单元31。
157.图14中的传送单元31i包括联结构件391、膨胀/收缩臂392、支撑构件393和气缸394,例如致动器。尽管本实施例包括气缸342,但是可以使用能够实践本实施例的任何类型的缸,例如液压缸。联结构件391连接到模具100a的侧表面104a。
158.能够在x轴方向上膨胀的可膨胀臂392安装在联结构件391和支撑构件393之间。支撑构件393相对于框架30固定。气缸394附接到可膨胀臂392,并且可膨胀臂392可以通过使气缸394膨胀和收缩而膨胀和收缩。气缸394可围绕在y轴方向上延伸的轴395旋转。除了气缸394之外,上述部件可以统称为联结单元。盖16安装成从外部覆盖模具100a。
159.当收到联结构件391、可膨胀臂392、支撑构件393和气缸394的动作时,模具100a在注射模制机5内部的模制操作位置11和注射模制机5外部的冷却位置14之间移动。辊33接触模具100a的底表面以引导模具100a的运动。附接有辊33的框架30形成模具100a的支撑表面。气缸394的一部分在z轴方向(竖直方向)上位于支撑表面下方。
160.现在将描述传送单元31i的操作。当模具100a从冷却位置14向模制操作位置11传送时,气缸394膨胀。结果,可膨胀臂392膨胀,并且联结构件391在x轴方向上移动以推出模具100a。结果,模具100a从冷却位置14移动到模制操作位置11。
161.当模具100a从模制操作位置11向冷却位置14传送时,气缸394相反地收缩。结果,可膨胀臂392缩回,并且联结构件391在x轴方向上移动以拉回模具100a。结果,模具100a从模制操作位置11移动到冷却位置14。
162.与常规的注射模制系统相比,使用上述构造使得能够在x轴方向上缩小注射模制系统的尺寸。此外,框架30等的长度缩短,因此也可以降低每个部件的材料成本。
163.冷却管和热电偶安装在模具100a内部。多个线缆连接到模具100a以向模具100a供应冷却水和电力。当模具100a移入/移出注射模制机5时,这些线缆随着模具100a移动,这提供了不妨碍模具100a的移动的线缆布局。图15a-17c示出了线缆布局的改进,并且仅出于描述目的提供对已知部件的任何引用。
164.图15a、15b和15c示出了本实施例中的线缆布局的构造。图15a是俯视图,图15b是侧视图,并且图15c是前视图。将使用图5中所示的传送单元31提供以下描述。从图15省略了传送单元31的一些部件,例如马达304。
165.在图15a中,传送机3a包括用于连接到模具100a的线缆400的容器404。如图15b中所示,线缆400由多个线缆夹401、402和403固定,直到它从模具100a到达容器404。线缆夹401将线缆400固定到第一联结构件301。线缆夹402和403将线缆400固定到第二联结构件302。
166.线缆400然后到达容器404,在x轴方向上被引导,并且连接到安装在注射模制机5的下部中的冷却水泵和温度控制控制器(未示出)。由于线缆400固定到第一联结构件301和第二联结构件302,因此当模具100a在模制操作位置11和冷却位置14之间移动时它不会成为阻碍。因此,可以防止由于模具100a和线缆400之间的干涉而导致线缆400损坏的情况。
167.如图15c所示,线缆400分支成连接到固定模具101的线缆400a和连接到可移动模具102的线缆400b。第一联结构件301设置有引导板405以在y轴方向上引导线缆400b。当从模具100a移除模制产品时,可移动模具102在y轴方向上移动,使得必须在y轴方向上引导线缆400b。引导板405还防止线缆400b在z轴方向上掉落并干扰其他部件。例如,当移动模具100a时,防止线缆400b干扰诸如第一联结构件301和第二联结构件302的部件,被捕获在模具100a和辊33之间,或者当打开和关闭模具100a时被捕获在模具100a中。当打开和关闭模具100a时引导板405的存在防止线缆400b成为障碍。
168.图16a、16b和16c示出了第一修改中的线缆布局的构造。图16a是俯视图,图16b是侧视图,并且图16c是前视图。图16a、16b和16c类似于图15a、15b和15c,因而,本文省略了与相同部分相关的描述,并且将仅描述不同的部分。
169.在该修改的线缆布局中,添加线缆载体410。线缆载体410(例如,电子链)是用于保护线缆400免受外部影响并且用于限制(引导)线缆400的移动的链状构件。在图16b中,除了线缆夹402和403之外,第二联结构件302还设置有用于安装线缆载体410的一端的安装板411。线缆载体410的一端固定到安装板411并到达容器404,同时保护线缆400免受外部影响。线缆载体410的另一端固定到容器404。由于线缆400到达容器404的位置是线缆400弯曲并最大程度地改变其形状的位置,因此线缆400可能容易磨损。可以通过用线缆载体410保护该部分来防止线缆400的早期损坏。
170.图17a、17b和17c示出了第二修改中的线缆布局的构造。图17a是俯视图,图17b是侧视图,并且图17c是前视图。图17a、17b和17c类似于图16a、16b和16c,因而,本文省略了与相同部分相关的描述,并且将仅描述不同的部分。
171.在该修改的线缆布局中,添加线缆载体412。线缆载体412(例如,电子链)是用于保护线缆400免受外部影响并且用于限制(引导)线缆400的移动的链状构件。在图17b中,固定模具101设置有用于安装线缆载体412的一端的安装板413。可移动模具102设置有用于安装线缆载体412的另一端的安装板414。换句话说,线缆载体412的一端固定到安装板413,并且线缆载体412的另一端固定到安装板414。线缆载体412保护连接到可移动模具102的线缆400b。由于线缆400b基于模具100a的打开和关闭运动而频繁地在y轴方向上移动,因此线缆400b会容易磨损。可以通过用线缆载体412保护该部分来防止线缆400b的早期损坏。
172.如前所述,出于描述的目的,提供了关于模具a的上述讨论。因而,对于安装在传送机3b中的传送单元31,可以采用图5a-14所示的构造。图15a-17c所示的线缆布局中的一种可以在安装于传送机3b内的传送单元31中采用。
173.图18示出了示例性实施例,其中传送单元31j位于注射模制机5内部。传送单元31j的结构与图5a所示的传送单元31的结构相同。因而,本文省略了传送单元31j的结构的详细解释。
174.虚线17表示当模具100a处于模制操作位置11时侧表面104a的位置。
175.在附加的示例性实施例中,每个传送单元31b-31i的一部分可以相应地位于注射
模制机5的内部。
176.在另一示例性实施例中,为了传送模具100a以外的模具100b,注射模制机5可以包括在注射模制机5内部的两个传送单元31。在又一示例性实施例中,模具100a和模具100b通过联结单元(未示出)连接,这使得单个传送单元31能够移动模具100a和100b这两者。
177.基于在注射模制系统1中使用两个模具的前提来解释上述构造,但不限于此。上述构造可以应用于使用一个模具的注射模制系统。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。