1.本技术涉及汽车气囊盖板的技术领域,具体涉及一种司标与气囊盖板的连接结构。
背景技术:
2.现有技术中,司标与气囊盖板之间的连接是通过热熔或者焊接的方式进行固定的。但由于司标与气囊盖板之间的连接点是外露的,因此在气囊展开过程中,连接点处容易受到不均衡的力发生断裂,同时连接点处与囊袋之间发生摩擦后易受到不均衡的力,导致司标断裂飞散。
3.因此,需要一种新的司标与气囊盖板的连接结构,能够有效的减少连接点断裂的发生,并有效减少司标的断裂飞散。
技术实现要素:
4.有鉴于此,本说明书实施例提供一种司标与气囊盖板的连接结构,能够有效的减少司标与气囊盖板连接点处的断裂,并且有效减少司标的断裂飞散。
5.本说明书实施例提供以下技术方案:
6.本说明书实施例提供一种司标与气囊盖板的连接结构,包括气囊盖板以及司标;
7.司标设有安装部,气囊盖板上设有通孔;
8.所述安装部嵌入通孔,并通过热熔、压铆或者折弯形成司标与气囊盖板的连接点;
9.气囊盖板上设有凸出端,凸出端通过热熔以形成覆盖连接点的包覆部。
10.通过上述技术方案,设置凸出端,通过将凸出端热熔形成包覆部,使得包覆部对连接点进行覆盖,确保连接点不外露,进而在气囊点爆过程中,使得连接点受力均衡,有效的减少连接点断裂的发生以及司标的断裂飞散。
11.优选的,安装部为热熔柱,安装部通过热熔以形成覆盖通孔的连接点。
12.通过热熔安装部,形成覆盖通孔的连接点,通过连接点与司标相互配合,对安装部位于通孔内的一段的轴向位置进行限制,提高司标与气囊盖板之间的连接稳定性。
13.优选的,安装部为可变形突出端,可变形突出端通过压铆或折弯以形成覆盖通孔的连接点。
14.优选的,包覆部完全覆盖连接点远离司标的一端,以于气囊盖板背离司标的端面上形成一体式结构。
15.优选的,安装部形成的包覆部表面突出于或者齐平于气囊盖板背离司标的端面。
16.优选的,包覆部表面齐平于气囊盖板背离司标的端面,并于气囊盖板背离司标的端面上形成一体平面。
17.通过上述技术方案,使得包覆部、连接点以及连接点在背板背离司标的端面完全不可见,进而可以有效的对连接点形成保护,进一步的减少连接点断裂的发生,并且有效减少司标的断裂飞散。
18.优选的,凸出端包括容纳部以及凸出部;
19.容纳部环绕设置于通孔远离司标的一端,以形成供连接点容纳的容纳区域;
20.凸出部位于气囊盖板背离司标的端面,凸出部通过热熔以形成覆盖连接点的包覆部。
21.优选的,安装部突出于通孔的一段通过热熔、压铆或者折弯的方式以形成连接点,连接点于容纳区域内容纳。
22.优选的,可变形突出端的材质为聚碳酸酯。
23.优选的,可变形突出端的材质为abs塑料。
24.与现有技术相比,本说明书实施例采用的上述至少一个技术方案能够达到的有益效果至少包括:
25.1、通过设置凸出端,将凸出端热熔形成包覆部,通过包覆部对连接点进行覆盖,使得连接点不外露,在气囊点爆过程中,使得连接点受力均衡,有效的减少连接点断裂的发生;
26.2、由于连接点不外露,因此也减少了连接点与囊袋之间的摩擦,进而可以有效减少司标的断裂飞散。
附图说明
27.为了更清楚地说明本技术实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图。
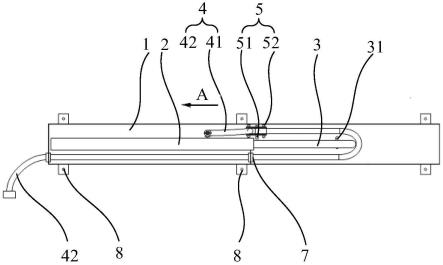
28.图1是本实施例中安装部及凸出部热熔前的整体结构示意图;
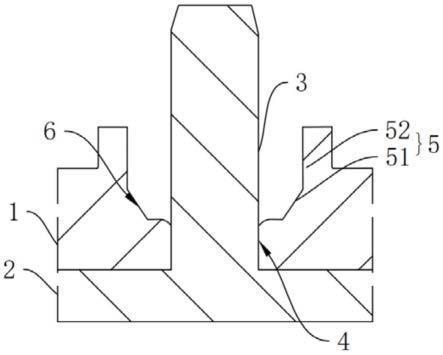
29.图2是本实施例中安装部及凸出部热熔后的整体结构示意图。
30.附图标记:1、气囊盖板;2、司标;3、安装部;4、通孔;5、凸出端;51、容纳部;52、凸出部;6、容纳区域;7、连接点;8、包覆部。
具体实施方式
31.下面结合附图对本技术实施例进行详细描述。
32.以下通过特定的具体实例说明本技术的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本技术的其他优点与功效。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。本技术还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本技术的精神下进行各种修饰或改变。需说明的是,在不冲突的情况下,以下实施例及实施例中的特征可以相互组合。基于本技术中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
33.要说明的是,下文描述在所附权利要求书的范围内的实施例的各种方面。应显而易见,本文中所描述的方面可体现于广泛多种形式中,且本文中所描述的任何特定结构及/或功能仅为说明性的。基于本技术,所属领域的技术人员应了解,本文中所描述的一个方面可与任何其它方面独立地实施,且可以各种方式组合这些方面中的两者或两者以上。举例来说,可使用本文中所阐述的任何数目和方面来实施设备及/或实践方法。另外,可使用除
了本文中所阐述的方面中的一或多者之外的其它结构及/或功能性实施此设备及/或实践此方法。
34.还需要说明的是,以下实施例中所提供的图示仅以示意方式说明本技术的基本构想,图式中仅显示与本技术中有关的部件而非按照实际实施时的部件数目、形状及尺寸绘制,其实际实施时各部件的型态、数量及比例可为一种随意的改变,且其部件布局型态也可能更为复杂。
35.另外,在以下描述中,提供具体细节是为了便于透彻理解实例。然而,所属领域的技术人员将理解,可在没有这些特定细节的情况下实践。
36.申请人发现,由于现有技术中司标与气囊盖板之间的连接点是外露的,因此在气囊展开过程中,连接点处容易受到不均衡的力而发生断裂,同时连接点处与囊袋之间发生摩擦后易受到不均衡的力,导致司标断裂飞散。
37.基于此,本说明书实施例提出了一种司标与气囊盖板的连接结构:如图1和图2所示,包括气囊盖板1以及司标2,司标2上设置有安装部3,气囊盖板1设置有通孔4。安装部3嵌入通孔4,通过热熔、压铆或者折弯形成司标2与气囊盖板1的连接点7,在气囊盖板1上设置凸出端5,通过将凸出端5热熔,形成覆盖连接点7的包覆部8,进而对连接点7形成保护。通过包覆部8,使得连接点7不外露,减少了连接点7与气囊的囊袋之间的接触,进而在气囊点爆过程中连接点7受力能够更加均衡,有效的减少连接点7断裂的发生以及司标的断裂飞散。
38.以下结合附图,说明本技术各实施例提供的技术方案。
39.参照图1,本说明书实施例提供一种司标与气囊盖板的连接结构,包括气囊盖板1以及司标2。
40.参照图1和图2,司标2上固定有安装部3,安装部3呈圆柱状。气囊盖板1上开设有供安装部3嵌入的通孔4。安装部3整体长度大于通孔4的深度,安装部3嵌入通孔4后,安装部3远离司标2的一段会从通孔4中穿出,之后通过将安装部3穿出通孔4的一段以热熔、压铆或者折弯的工艺加工成司标2与气囊盖板1之间的连接点7,使得司标2与气囊盖板1之间实现初步连接固定,连接点7位于气囊盖板1背离司标2的端面。
41.气囊盖板1背离司标2的一端上设置有凸出端5。
42.凸出端5包括容纳部51以及凸出部52。容纳部51环绕设置于通孔4远离司标2的一端,容纳部51呈环形凸起状,容纳部51的内圈形成有容纳区域6。凸出部52位于气囊盖板1远离司标2的一端并环绕容纳部51设置。
43.在本实施例中,安装部3为热熔柱,安装部3穿出通孔4的一段,通过热熔的方式形成覆盖通孔4的连接点7。连接点7完全容纳于容纳区域6内,且连接点7的直径大于通孔4的直径,连接点7与司标2配合,限制安装部3位于通孔4内一段的轴向移动,进而使得司标2与气囊盖板1之间的连接更加稳定。
44.凸出部52通过热熔形成包覆部8,包覆部8完全覆盖于连接点7,于气囊盖板1背离司标2的端面上形成一体式结构。
45.在本实施例中,包覆部8背离司标2的表面齐平于气囊盖板1背离司标2的端面,形成一体平面,进而对连接点7实现完全覆盖。通过形成一体平面,使得连接点7在气囊盖板1背离司标2的端面呈完全不可见状态。
46.在实际气囊点爆过程中,由于包覆部8将连接点7完全覆盖,因此避免了囊袋与连
接点7的直接接触,减少连接点7出现受力不均的情况发生,进而减少连接点7断裂以及司标2断裂飞散的情况发生。
47.在其它实施例中,安装部3为可变形突出端,可变形突出端的材质为聚碳酸酯、abs塑料或者en1000中的任意一种。连接点7由安装部3通过压铆或者折弯的方式形成。
48.在其它实施例中,也可以不设置容纳部51,仅于气囊盖板1背离司标2的端面设置凸出部52,直接将凸出部52热熔,形成包覆部8,此时包覆部8背离司标2的表面突出于盖板背离司标2的端面,通过包覆部8完全覆盖通孔4及连接点7。
49.实际上司标与气囊盖板之间的连接结构设置有多处,本说明书实施例记载的仅为一部分结构,其它连接结构的结构参见本说明书实施例中记载的即可。
50.本说明书中,各个实施例之间相同相似的部分互相参见即可,每个实施例侧重说明的都是与其他实施例的不同之处。
51.以上所述,仅为本技术的具体实施方式,但本技术的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本技术揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本技术的保护范围之内。因此,本技术的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。