1.本实用新型属于金属线材表面镀覆设备技术领域,特别涉及一种无缝对接镀铜生产线。
背景技术:
2.在金属线材材料表面镀铜可以使焊丝具有良好的导电性和防锈能力。现有的金属线材镀铜工艺流程包括:放线—剥壳—砂带除锈—拉丝减径—除脂—水洗—镀铜—水洗—烘干—单头牵引抛光—张力调节—工字轮收线。该工艺存在以下不足:
3.1.烘干机的能耗较高,例如采用45kw电机的烘干机,使得整个生产线的使用成本较高。由于烘干机的导轮,是易损件,需要经常更换,也提高了使用成本。
4.2.收线的时候,采用的是传统的工字轮收线机,更换工字轮需要前序设备停机,停顿在镀铜槽里的金属丝线就会被腐蚀而造成废品,影响生产效率与质量,造成资源的浪费。
5.3.整个生产线过长,占用较多的生产面积。
技术实现要素:
6.鉴于上述现有技术的不足之处,本实用新型的目的在于提供一种无缝对接镀铜生产线。
7.为了达到上述目的,本实用新型采取了以下的技术方案。
8.一种无缝对接镀铜生产线,包括沿着金属线材走线方向排布的拉丝机、除脂机、水洗机、镀铜槽、水洗槽、双头牵引抛光机、张力装置和收线设备。
9.一种无缝对接镀铜生产线,还包括沿着金属线材走线方向排布的放线架、剥壳机和砂带机;所述砂带机位于拉丝机上游。
10.所述双头牵引抛光机,包括水剂润滑拉拔模盒、第一拉拔卷筒、油剂润滑拉拔模盒和第二拉拔卷筒;水洗槽导出的金属线材,通过水剂润滑拉拔模盒进行减径和阻却水份,然后经过第一拉拔卷筒的牵引并储线后,再通过油剂润滑拉拔模盒进行减径,经过拉拔卷筒的牵引后,通过张力装置后到达收线设备。
11.所述收线设备为层绕机;所述第一拉拔卷筒为储线拉拔卷筒,按设置对金属丝线进行储存与释放,以配合后道层绕机的停机节奏。
12.所述水剂润滑拉拔模盒设置有水剂盒和第一拉拔模;金属线材通过水剂盒后到达第一拉拔模进行减径和阻却水份;所述油剂润滑拉拔模盒设置有油剂盒和第二拉拔模;金属线材通过油剂盒后到达第二拉拔模进行减径与涂油。
13.所述剥壳机、砂带机、拉丝机均设置有吸尘管。
14.所述除脂机、高压水洗机、镀铜槽均设置有吸风管。
15.本方案,具有以下优点:
16.1.将金属线材减径和镀铜组成一条生产线,同时,采用双头牵引抛光机,第一的水剂拉拔模,能够接纳前面水洗槽所带过来的少量水份而不影响产品质量,且通过模具减径
所产生的热量,把丝材表面的水份彻底去除再进入下道油剂减径工序;这里省去了设备投入大、能耗高的烘干机,减少了生产投入和使用成本,达到节能的效果,同时,缩短了生产线的整体长度,减少了设备的占地面积。
17.2.剥壳机、砂带机均使用物理的方式除去金属线材表面的杂物;先用剥壳机进行初步除锈,然后用砂带机进行二次除锈,以提升表面除锈的效果,并提高了生产效率,减少污染。
18.3.收线时,由于水剂拉拔段采用了具有储线功能的储线拉拔卷筒,按设置对金属丝线进行储存与释放,以配合后道层绕机的停机节奏。后面层绕机分卷小盘换盘停机时,使得前序设备保持不停机;层绕机将产品分卷成小盘换盘时,实现前序设备的不停机运作。
附图说明
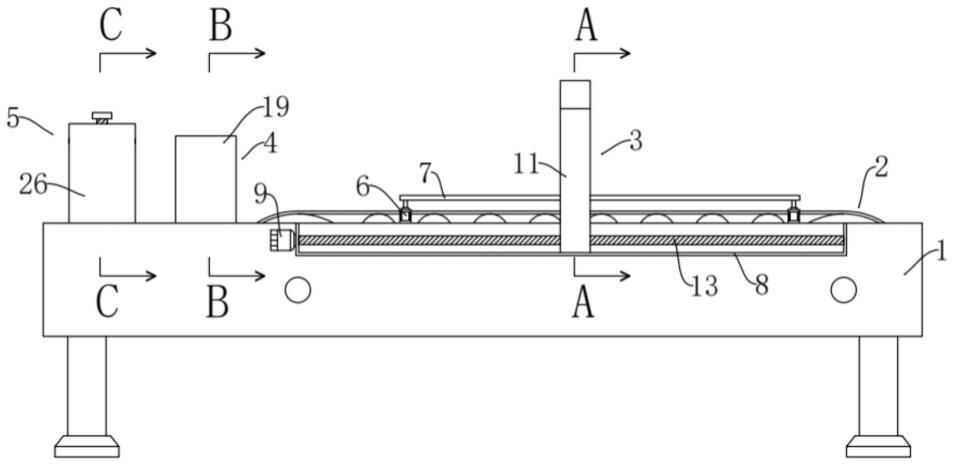
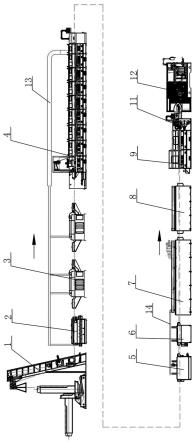
19.图1是本实用新型的结构示意图,图中箭头表示走线方向,虚线表示金属线材;
20.图2是双头牵引抛光机的主视结构示意图,图中贯穿各设备的实线表示金属线材;
21.图3是双头牵引抛光机的俯视结构示意图,图中贯穿各设备的实线表示金属线材;
22.图中:放线架1、剥壳机2、砂带机3、拉丝机4、除脂机5、高压水洗机6、镀铜槽7、水洗槽8、双头牵引抛光机9、水剂润滑拉拔模盒9a、第一拉拔卷筒9b、油剂润滑拉拔模盒9c、第二拉拔卷筒9d、水剂润滑液箱9e、抛光油箱9f、张力装置11、层绕机12、吸尘管13、吸风管14。
具体实施方式
23.下面结合附图,对本实用新型作进一步详细说明。
24.一种无缝对接镀铜生产线,包括沿着金属线材走线方向排布的放线架1、剥壳机2、砂带机3、拉丝机4、除脂机5、高压水洗机6、镀铜槽7、水洗槽8、双头牵引抛光机9、张力装置11和层绕机12。
25.下面对每个装置的优选方案,作进一步说明。
26.所述放线架1为双工位液压式放线架,为现有设备,可以采用本技术人的申请号201810420537.1的《 一种焊丝高速镀铜生产工艺及生产线》中的放线架。
27.所述剥壳机2,到预处理线材表面氧化皮,同时拉直线材。采用杭州星冠机械科技有限公司生产和销售的机械剥壳装置,设备型号xg-8/150,其结构可以参考本技术人的申请号201810420537.1的《 一种焊丝高速镀铜生产工艺及生产线》中的剥壳机。
28.所述砂带机3,采用砂带的物理除锈的方式,对金属线材进行持续和有效的打磨以及抛光。砂带机3采用杭州星冠机械科技有限公司生产和销售的砂带机3,其结构可以参考本技术人的专利号为cn201510255269.9的中国发明专利《一种线材表面除锈抛光机》。本方案中,可以根据实际需要,在本生产线中布置1台或者多台砂带机。
29.所述拉丝机4,使金属线材强行通过一系列不同截面的辊模拉拔模具,使得金属线材横截面的面积缩减,从而获得所要求的横截面形状和尺寸。本方案对拉丝机的结构可以参考本技术人的专利号为cn201420655200.6的中国实用新型专利《一种连续成圈收线式水箱拉丝机》,或者为市购的直进式拉丝机,也可以采用其它现有的拉丝机。
30.作为一种优选,拉丝机4内设拉拔辊模,采用辊模替换传统的模拉,拉拔辊模布置在包括整条直进式拉丝机组各机头或部分机头。所述拉拔辊模,通过将第一对轧辊和第二
对轧辊垂直交替设置,从水平和竖直两个方向对金属线材进行拉拔轧制,保证了金属线材的成圆度。所述拉拔辊模的结构、安装位置以及安装方式均为现有技术,例如可以采用专利号为201110451295.0的《拉丝机辊模装置》的方案,其包括水平辊模组(相当于第一对轧辊)和垂直辊模组(相当于第二对轧辊)。拉拔辊模,减小了金属线材的摩擦力,提升了道次压缩量,从而减少了拉丝机机头的头数(例如将头数从12头减少为9头),缩短了生产线的整体长度。
31.所述除脂机5,是对金属线材表面附着的油脂进行去除的装置,其结构可以参考本技术人的专利号为cn201820658259.9的中国实用新型专利《一种金属表面除脂清洗设备》,也可以采用其它现有的除脂机。
32.所述高压水洗机6,从喷嘴中喷出高速的热水,完成对焊丝表面的杂质的去除,相对于传统的酸洗、碱洗方法,对环境的污染小,工作环境好;其结构可以参考本技术人的专利号为cn201820658824.1的中国实用新型专利《一种高压水洗冲洗设备》,也可以采用其它现有的同类设备。
33.所述镀铜槽7,对金属丝线进行高速镀铜;其结构可以采用专利号为cn202120803679.3的中国实用新型专利《焊丝镀铜装置》,也可以采用其它现有的同类设备。
34.所述水洗槽8,用以洗净金属线材表面的杂质;其结构可以采用专利号为cn202123436357.9的中国实用新型专利《一种镍合金焊丝除尘水洗槽》,也可以采用其它现有的同类设备。
35.所述双头牵引抛光机9,对金属线材进行牵引并抛光定径,包括水剂润滑拉拔模盒9a、第一拉拔卷筒9b、油剂润滑拉拔模盒9c和第二拉拔卷筒9d。
36.所述水剂润滑拉拔模盒9a设置有水剂盒和第一拉拔模;金属线材通过水剂盒后,金属线材表面附着的水溶于水剂,然后金属线材到达第一拉拔模进行减径和阻却水份。减径之后的金属线材,表面温度较高,其表面不再附着液体。所述油剂润滑拉拔模盒9c设置有油剂盒和第二拉拔模;金属线材通过油剂盒后到达第二拉拔模进行减径和涂油。
37.所述水剂润滑拉拔模盒9a和油剂润滑拉拔模盒9c的结构为现有技术,例如可以采用专利号为201821023171.6的《一种钢帘线拉拔模盒压紧装置》的方案,其包括皂粉盒(相当于水剂盒、油剂盒)和模盒(相当于第一拉拔模、第二拉拔模)。
38.所述双头牵引抛光机9设置有水剂润滑液箱9e和抛光油箱9f;所述水剂润滑液箱9e和水剂盒管道连接;所述抛光油箱9f和油剂盒管道连接。
39.水洗槽8导出的金属线材,通过水剂盒后到达第一拉拔模进行减径和阻却水份。减径之后的金属线材,表面温度较高,其表面不再附着液体,省去了前道工序的烘干机。然后经过第一拉拔卷筒9b的牵引和储线后,通过油剂润滑拉拔模盒9c进行减径和涂油。经过第二拉拔卷筒9d的牵引后,通过张力装置11后到达收线设备,从而完成金属线材的除水、涂油、减径和收卷。
40.所述收线设备为工字轮收线机或者层绕机12,所述第一拉拔卷筒9b为储线拉拔卷筒。作为另一种优选,所述第二拉拔卷筒9d为储线拉拔卷筒。储线拉拔卷筒,通过储线和放线使金属线材的放线速度适应于后续的收线速度,实现收线时的不停机操作,可以采用本技术人的专利号为201922416467.5的《一种储线式不停机拉拔卷筒》的方案。
41.所述张力装置11用以调节金属线材的张力,其为市场上可以购买的装置,其具体结构不再赘述。
42.所述层绕机12,实现对金属线材的自动卷绕,可以采用市购的杭州星冠机械科技有限公司生产的全自动控制层绕机,其结构为本技术人的专利号为cn201822043512.2的中国实用新型专利《一种全自动高速层绕机》,当然也可以采用其它能实现收线的装置。
43.所述剥壳机2、砂带机3、拉丝机4均设置有吸尘管13。吸尘管13带走剥壳机2、砂带机3和拉丝机4产生的粉尘。将剥壳机2、砂带机3、拉丝机4相邻排布,方便了吸尘管13的布置,节省了吸尘成本。
44.所述除脂机5、高压水洗机6、镀铜槽7均设置有吸风管14。吸风管14带走除脂机5、高压水洗机6和镀铜槽7产生的粉尘、蒸汽或者酸雾。将除脂机5、高压水洗机6、镀铜槽7相邻排布,方便了吸风管14的布置,节省了吸风成本。
45.本生产线,适用于焊丝等金属线材,先对金属线材原料通过放线架1进行放线,然后通过剥壳机2进行机械剥壳,起到预处理金属线材表面氧化皮,同时拉直金属线材。接着,经过砂带机3进行机械式砂带除锈,去除金属线材原料表面的氧化皮。之后,通过拉丝机4对金属线材原料进行减径拉拔,制得所需的尺寸要求。然后,进过除脂机5进行机械除脂,去除金属线材半成品的表面润滑剂。接着,将机械除脂后的金属线材半成品经过高压水洗机6进行高压水洗,进一步去除金属线材半成品的表面润滑剂残留和表面杂质。然后,将高压水洗后的金属线材半成品经过镀铜槽7进行高速镀铜,得到金属线材成品。之后,将金属线材成品通过水洗槽8去除表面的杂质。然后通过双头牵引抛光机9进行抛光,同时通过储线拉拔卷筒不停机输送,经过张力装置11将金属线材通过层绕机12分卷成小盘。
46.可以理解的是,对本领域普通技术人员来说,可以根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,而所有这些改变或替换都应属于本实用新型所附的权利要求的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。