1.本技术涉及弹片加工技术领域,特别涉及一种通讯壳弹片生产装置。
背景技术:
2.在相关技术中,弹片通常在折弯装置中完成折弯冲压后,经过转运,移送至裁切工序,由操作人员根据通讯壳类产品类型裁切下不同长度的连料弹片。在实际应用中,申请人发现具有以下问题:在折弯工序与裁切工序之间,还需要经过转运工序,如此增加弹片加工时间,并降低弹片生产效率。
3.需要说明的是,在上述背景技术部分公开的信息仅用于加强对本公开的背景的理解,因此可以包括不构成本领域普通技术人员已知的现有技术的信息。
技术实现要素:
4.鉴于以上技术问题中的至少一项,本技术提供一种通讯壳弹片生产装置,解决了在折弯工序与裁切工序之间,还需要经过转运工序,如此增加弹片加工时间,并降低弹片生产效率的问题。
5.本技术第一方面的实施例提供一种通讯壳弹片生产装置,包括上模及下模,下模具有料道,还包括:
6.折弯组件,包括冲头机构及配合凹模机构,配合凹模机构活动穿设于料道上,冲头机构对应配合凹模机构设置;
7.裁切组件,包括均设置于上模上的驱动气缸、推杆及分切冲头,驱动气缸的气缸轴与推杆连接,推杆与分切冲头通过传动机构实现传动配合,分切冲头对应料道的末端设置。
8.本技术实施例具有如下技术效果:本技术的通讯壳弹片生产装置将折弯组件以及裁切组件组合在一起,实现对弹片先折弯后裁切的工序,节省了中间的转运工序,大大节省生产时间,提高生产效率。
9.在一种实现方式中,传动机构包括斜滑块及配合槽,配合槽包括多个且设于推杆上,斜滑块设于分切冲头的顶部且位于配合槽中。
10.在一种实现方式中,配合槽包括相互连接的第一斜面及第一平面,斜滑块包括第二斜面及第二平面,第一斜面与第二斜面相对设置,第一平面与第二平面相对设置,第一平面的长度大于第二平面的长度。
11.在一种实现方式中,分切冲头上通过复位弹簧与上模连接。
12.在一种实现方式中,下模上设置有分切刀口,分切刀口与分切冲头交错设置。
13.在一种实现方式中,驱动气缸的气缸轴上通过连接件与推杆连接。
14.下面结合附图与实施例,对本实用新型进一步说明。
附图说明
15.为了更清楚地说明本技术实施例或现有技术中的技术方案,下面将对实施例或现
有技术中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
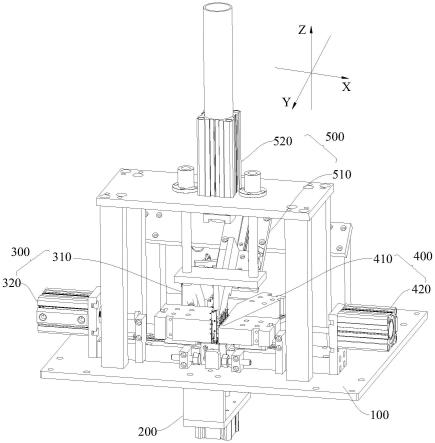
16.图1是本技术实施例提供的通讯壳弹片生产装置的结构图;
17.图2是本技术实施例提供的推杆及分切冲头的爆炸结构图;
18.图3是本技术实施例提供的推杆及分切冲头在初始状态下的示意图;
19.图4是本技术实施例提供的推杆及分切冲头在裁切状态下的示意图;
具体实施方式
20.为使本技术的上述目的、特征和优点能够更加明显易懂,下面结合附图对本技术的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本技术。但是本技术能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本技术内涵的情况下做类似改进,因此本技术不受下面公开的具体实施例的限制。
21.在相关技术中,弹片通常在折弯装置中完成折弯冲压后,经过转运,移送至裁切工序,由操作人员根据通讯壳类产品类型裁切下不同长度的连料弹片。在实际应用中,申请人发现具有以下问题:在折弯工序与裁切工序之间,还需要经过转运工序,如此增加弹片加工时间,并降低弹片生产效率。本技术的通讯壳弹片生产装置将折弯组件以及裁切组件组合在一起,实现对弹片先折弯后裁切的工序,节省了中间的转运工序,大大节省生产时间,提高生产效率。
22.本技术第一方面的实施例提供一种通讯壳弹片生产装置,包括上模100及下模200,下模200具有料道,还包括:
23.折弯组件300,包括冲头机构310及配合凹模机构320,配合凹模机构320活动穿设于料道上,冲头机构310对应配合凹模机构320设置;
24.裁切组件400,包括均设置于上模100上的驱动气缸410、推杆420及分切冲头430,驱动气缸410的气缸轴与推杆420连接,推杆420与分切冲头430通过传动机构440实现传动配合,分切冲头430对应料道的末端设置。
25.如图1至图4所示,冲头机构310的数量为三个,并且依次设置在上模100上。这三个冲头机构310的冲头均不相同,以逐步对弹片进行折弯工序。
26.配合凹模机构320的数量为三个,并且依次活动穿设在料道上。具体的,配合凹模机构320包括但不限于成型凹模及驱动源,成型凹模的数量为三个,且对应着三个冲头机构310的冲头设置,驱动源与成型凹模连接用以带动成型凹模上下移动。更为具体的,驱动源可以是一个,即一个驱动源控制三个成型凹模同步上下移动。驱动源也可以是三个,三个驱动源分别控制三个成型凹模上下移动。驱动源为常见的驱动机构,在此不作具体限定,在一些实施例中,驱动源为气缸。
27.下面对本实施例的折弯组件300的工作过程说明,未经过折弯的连料的弹片在料道上持续前进,弹片每移动一个弹片长度距离时,上模100与下模200便合模一次。弹片依次经过冲头机构310及配合凹模机构320,并完成三个折弯成型。
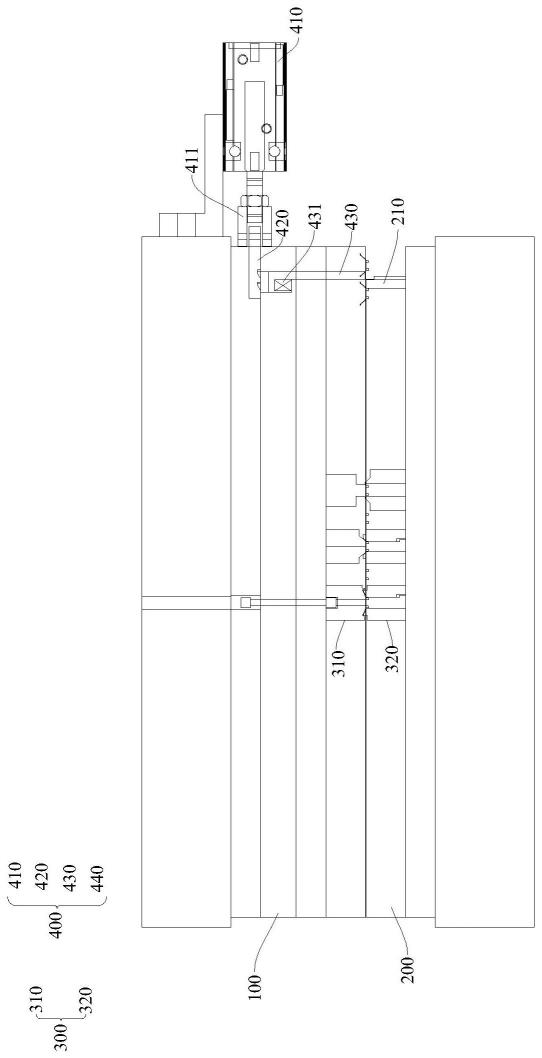
28.下面对本实施例的裁切组件400的工作过程说明,确定需要获取的连料的弹片长度,并根据这个连料的弹片长度设定驱动气缸410的驱动频率。当连料的弹片移动至裁切组
件400的下方时,驱动气缸410启动,并拉动推杆420,分切冲头430在与推杆420的传动配合下,向下移动,进而裁切连料的弹片。示例性的,若需要获取三个连料的弹片,即三个弹片通过带状连接条连接一起,只需要设定驱动气缸410的驱动频率,弹片每移动三个弹片长度距离时,驱动气缸410驱动推杆420再使分切冲头430向下移动便可。
29.在一些实施例中,传动机构440包括斜滑块441及配合槽442,配合槽442包括多个且设于推杆420上,斜滑块441设于分切冲头430的顶部且位于配合槽442中。
30.如图1至图4所示,推杆420上的配合槽442与分切冲头430上的斜滑块441发生斜顶配合,当驱动气缸410拉动推杆420,推杆420便逐渐压着分切冲头430向下移动,使分切冲头430切割连料的弹片。
31.在一些实施例中,配合槽442包括相互连接的第一斜面4421及第一平面4422,斜滑块441包括第二斜面4411及第二平面4412,第一斜面4421与第二斜面4411相对设置,第一平面4422与第二平面4412相对设置,第一平面4422的长度大于第二平面4412的长度。
32.如图1至图4所示,在初始状态下,第一斜面4421贴合第二斜面4411,第一平面4422贴合第二平面4412。在裁切状态下,推杆420的底部抵接在第二平面4412上,此时,分切冲头430凸出上模100设置。
33.在一些实施例中,分切冲头430上通过复位弹簧431与上模100连接。
34.如图1至图4所示,复位弹簧431有利于帮助分切冲头430复位至初始状态。
35.在一些实施例中,下模200上设置有分切刀口210,分切刀口210与分切冲头430交错设置。
36.如图1至图4所示,分切刀口210与分切冲头430配合能顺利将连料的弹片切下。
37.在一些实施例中,驱动气缸410的气缸轴上通过连接件411与推杆420连接。
38.如图1至图4所示,连接件411有利于加强驱动气缸410与推杆420之间的连接可靠性。
39.在本技术的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本技术和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本技术的限制。
40.在本技术的描述中,需要理解的是,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
41.在本技术实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明实施例中的具体含义。
42.以上,仅是本技术的较佳实施例而已,并非对本技术作任何形式上的限制。任何熟悉本领域的技术人员,在不脱离本技术技术方案范围情况下,都可利用上述揭示的方法和技术内容对本技术技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施
例。故凡是未脱离本技术技术方案的内容,依据本技术之形状、构造及原理所作的等效变化,均应涵盖于本技术的保护范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。