1.本实用新型涉及连续冲压模具领域,具体而言,涉及一种喇叭框架的连续冲压模具。
背景技术:
2.如图1-2所示的喇叭框架,作为喇叭的主体起到支撑作用,喇叭框架包括主体,主体呈椭圆锥台状,在主体斜面和底面上开有若干个不同形状的通孔,主体四周边缘弯折形成折弯部,在主体4个角开有定位孔,传统的喇叭框架由成型模具加工出椭圆锥台状的主体,再由人为操作对框架主体冲孔加工,最后到折弯模具进行折弯,在加工过程中存在有以下问题:1、各道加工工序之间连续性差,需要人为转移待加工的产品到各个工序,造成速度慢效率低;2、由于框架主体呈椭圆锥台状,对其斜面进行冲孔加工时操作不易,且容易造成前后左右的孔大小不对称,影响后期使用;3、逐个进行加工的方式容易造成材料浪费,材料利用率低。
技术实现要素:
3.为了克服现有技术的不足,本实用新型提供一种喇叭框架的连续冲压模具,能解决加工速度慢效率低、不易对斜面孔的加工和材料利用率低的技术问题。
4.为解决上述技术问题,本实用新型提供如下技术方案:包括自上而下依次设置的上模座、凸模组件、凹模组件、下模座,所述凸模组件包括沿送料方向依次分布的冲料模组、成型模组、冲孔模组、折弯模组和切断模组,所述凹模组件包括与所述冲料模组、所述成型模组、所述冲孔模组、所述折弯模组和所述切断模组位置相对应的冲料垫块镶件、成型垫块镶件、冲孔垫块镶件、折弯垫块镶件和切断垫块镶件。
5.进一步地,所述冲料模组包括第一去料刀、第二去料刀和第三去料刀,所述冲料垫块镶件包括第一垫槽、第二垫槽和第三垫槽,所述第一去料刀、所述第二去料刀和所述第三去料刀分别对应所述第一垫槽、所述第二垫槽和所述第三垫槽。
6.进一步地,所述成型模组包括第一成型凹槽和第二成型凹槽,所述成型垫块镶件包括第一成型块和第二成型块,所述第一成型凹槽和所述第二成型凹槽分别对应所述第一成型块和所述第二成型块。
7.进一步地,所述冲孔模组包括第一冲孔刀、第二冲孔刀、第四去料刀和第三冲孔刀,冲孔垫块镶件包括第一冲槽、第二冲槽、第四垫槽和第三冲槽,所述第一冲孔刀、所述第二冲孔刀、所述第四去料刀和所述第三冲孔刀分别对应所述第一冲槽、所述第二冲槽、第四垫槽和所述第三冲槽。
8.进一步地,所述折弯模组包括压块,所述折弯垫块镶件包括压槽,所述压块下压到所述压槽。
9.进一步地,切断模组包括冲断刀,所述切断垫块镶件包括冲断槽。
10.本实用新型的有益效果是:
11.本实用新型一种喇叭框架的连续冲压模具,包括自上而下依次设置的上模座、凸模组件、凹模组件、下模座,凸模组件包括沿送料方向依次分布的冲料模组、成型模组、冲孔模组、折弯模组和切断模组,凹模组件包括冲料垫块镶件、成型垫块镶件、冲孔垫块镶件、折弯垫块镶件和切断垫块镶件,料板依次经冲料模组下压在冲料垫块镶件,在料板上形成成型框架主体板件,经成型模组冲压在成型垫块镶件上形成椭圆锥台状框架主体,再到冲孔模组冲压在冲孔垫块镶件对框架主体的斜面、地面进行孔的加工,再到折弯模组冲压在折弯垫块镶件形成四周的折弯部,最后经切断模组冲压在切断垫块镶件,将产品与料板分离;本实用新型能够连续加工快效率高,对于框架主体斜面孔的加工大小对称,材料利用率高。
附图说明
12.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
13.图1喇叭框架的结构示意图;
14.图2喇叭框架的另一角度结构示意图;
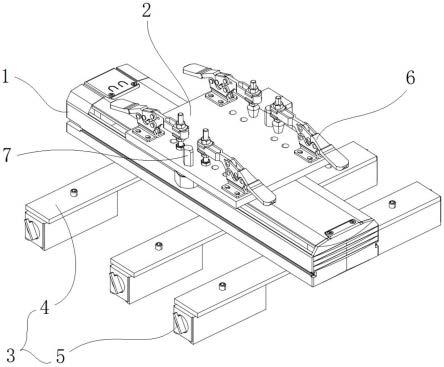
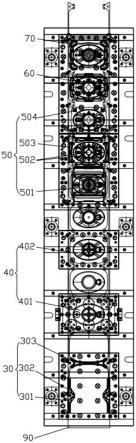
15.图3本实用新型喇叭框架的连续冲压模具的凹模组件结构示意图;
16.图4本实用新型喇叭框架的连续冲压模具的整体侧面结构示意图;
17.图5本实用新型喇叭框架的连续冲压模具的冲料垫块镶件结构示意图;
18.图6本实用新型喇叭框架的连续冲压模具的成型垫块镶件结构示意图;
19.图7本实用新型喇叭框架的连续冲压模具的冲孔垫块镶件结构示意图;
20.图8本实用新型喇叭框架的连续冲压模具的压槽和冲断槽结构示意图。
21.主要元件符号说明
22.10、框架主体;101、通孔;102、定位孔;103、折弯部;
23.20、上模座;
24.30、冲料垫块镶件;301、第一垫槽;302、第二垫槽;303、第三垫槽;
25.40、成型垫块镶件;401、第一成型块;402、第二成型块;
26.41、成型模组;411、第一成型凹槽;412、第二成型凹槽;
27.50、冲孔垫块镶件;501、第一冲槽;502、第二冲槽;503、第四垫槽;504、第三冲槽;
28.60、压槽;
29.70、冲断槽
30.80、下模座;
31.90、料板。
具体实施方式
32.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明
保护的范围。因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
33.在本实用新型中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
34.如图1-2所示,喇叭框架包括框架主体10,主体呈椭圆锥台状,在主体斜面和底面上开有若干个不同大小形状的通孔101,主体四周边缘弯折形成折弯部103,在主体各个角开有定位孔102。
35.请参照图3-4,本实用新型提供一种喇叭框架的连续冲压模具,包括自上而下依次设置的上模座20、凸模组件、凹模组件、下模座80,所述凸模组件包括沿送料方向依次分布的冲料模组、成型模组41、冲孔模组、折弯模组和切断模组,凹模组件包括与冲料模组、成型模组41、冲孔模组、折弯模组和切断模组位置相对应的冲料垫块镶件30、成型垫块镶件40、冲孔垫块镶件50、折弯垫块镶件和切断垫块镶件,料板90从外部传送设备传送依次经冲料模组下压在冲料垫块镶件30,在料板90上形成成型框架主体10板件,经成型模组41冲压在成型垫块镶件40上形成椭圆锥台状框架主体10,再到冲孔模组冲压在冲孔垫块镶件50对框架主体10的斜面、地面进行孔的加工,再到折弯模组冲压在折弯垫块镶件形成四周的折弯部103,最后经切断模组冲压在切断垫块镶件,将产品与料板90分离,形成独立的喇叭框架。
36.请参照图5,冲料模组包括第一去料刀、第二去料刀和第三去料刀,冲料垫块镶件30包括第一垫槽301、第二垫槽302和第三垫槽303,第一去料刀、第二去料刀和第三去料刀分别对应第一垫槽301、第二垫槽302和第三垫槽303,两第一去料刀、两第二去料刀和两第一垫槽301、两第二垫槽302沿料板90传动方向对称设置,料板90先经过第一去料刀下压到第一垫槽301,再到第二去料刀下压在第二垫槽302,在料板90上初步形成成型框架主体10的板件,经过第三去料刀冲压在第三垫槽303,对相邻的两块板件之间的连接部分去除,形成板件。
37.请参照图6,成型模组41包括第一成型凹槽411和第二成型凹槽412,成型垫块镶件40包括第一成型块401和第二成型块402,第一成型凹槽411和第二成型凹槽412分别对应第一成型块401和第二成型块402,其中第一成型块401和第二成型块402为椭圆锥台状,料板90上初步成型的板件移动到第一成型块401上方,经第一成型凹槽411下压到第一成型块401上初步成型椭圆锥台状的框架主体10,再到第二成型凹槽412下压到第二成型块402上对初步成型的圆锥体框架主体10进行进一步的冲压成型,料板90上的板件经成型模组41冲压形成椭圆锥台状框架主体10。
38.请参照图7,冲孔模组包括第一冲孔刀、第二冲孔刀、第四去料刀和第三冲孔刀,冲孔垫块镶件50包括第一冲槽501、第二冲槽502、第四垫槽503和第三冲槽504,第一冲孔刀、第二冲孔刀、第四去料刀和第三冲孔刀分别对应第一冲槽501、第二冲槽502、第四垫槽503
和第三冲槽504。具体的,第一冲刀包括有两把,沿料板90传送方向上下对称,成型后的框架主体10经第一冲刀下压到第一冲槽501,在框架主体10上沿长度方向的两侧斜面上加工出通孔101,再到第二冲孔刀冲、第四去料刀同时下压在第二冲槽502和第四垫槽503,第三冲刀包括有三部分,分别用于成型框架主体10沿长度方向的两端斜面的通孔101和框架主体10底部的通孔101,第四去料刀包括有4把,分别对框架主体10四周边缘进行去料成型框架主体10四周边缘延伸的用于成型折弯部103的折弯板;再到第三冲孔刀下压到第三冲槽504,对框架主体10四个角落进行定位孔102的加工。
39.请参照图8,折弯模组包括压块,折弯垫块镶件包括压槽60,压块下压到压槽60,切断模组包括冲断刀,切断垫块镶件包括冲断槽70,其中压块包括有4个,分别对框架主体10四周边缘的折弯板进行冲压形成折弯部103,冲断刀包括有4把,对应有4个冲断槽70,冲断刀下压成型后的框架主体10与料板90之间的连接处在冲断槽70,将框架主体10从料板90上脱落形成独立产品。
40.使用时,料板90经外部步进传送设备从连续冲压模具的左侧(水平放置时)进入,依次经第一去料刀、第二去料刀和第三去料刀下压料板90在一垫槽、第二垫槽302和第三垫槽303,在料板90上初步形成成型框架主体10的板件;接着料板90经过第一成型凹槽411和第二成型凹槽412下压在第一成型块401和第二成型块402上,料板90上的板件成型圆锥台状的框架主体10,再到第一冲孔刀、第二冲孔刀、第四去料刀和第三冲孔刀冲压框架主体10在第一冲槽501、第二冲槽502、第四垫槽503和第三冲槽504上,对框架主体10进行的斜面、地面和四个角落进行冲孔并在框架主体10四周边缘形成用于折弯的折弯板,接着经压块冲压在压槽60形成框架主体10的折弯部103,最后经冲断刀冲压在冲断槽70内,将框架主体10从料板90上冲压出来形成独立的产品。
41.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的仅为本实用新型的优选例,并不用来限制本实用新型,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。