1.本公开涉及一种包装盒处理系统。
背景技术:
2.随着技术的发展,在产品生产过程中,自动化设备被越来越多地使用。
3.尤其是电子产品行业,当产品在生产线中被生产后,需要装入包装盒内,并将该包装盒封闭,从而从生产线中打包装箱。
4.但是,现有技术中的开盒装盒封口一体化设备,多采用流水线式开盒封口,即开盒后利用挡边曲面导向,留经多个工位后配合扣盖机构不同程度扣盖,最后完成封口作业。
5.这种开盒装盒封口一体化设备机构大,工位多,普遍长度大于2米,不适用于3c行业(3c行业多要求设备紧凑,小巧);并且这种设备的成本也普遍较高。
技术实现要素:
6.为了解决上述技术问题之一,本公开提供了一种包装盒处理系统。
7.根据本公开的一个方面,提供了一种包装盒处理系统,其包括:
8.供料模块,所述供料模块用于提供待开盒的包装盒,该待开盒的包装盒位于第一工位;
9.开盒模块,所述开盒模块用于接收所述供料模块所提供的待开盒的包装盒,并且在第二工位将待开盒的包装盒展开;
10.第一封盖模块,所述第一封盖模块用于接收所述开盒模块所展开的包装盒,并且在第三工位将包装盒的一端的侧耳向内弯折,并且将包装盒的舌片插入至所述包装盒的盒体;
11.第二封盖模块,所述第二封盖模块用于接收所述第一封盖模块封盖后的包装盒,并且在第四工位将包装盒的另一端的侧耳向内弯折,并且将包装盒的另一端的舌片插入至所述包装盒的盒体;以及
12.搬运模块,所述搬运模块用于沿第一工位至第四工位的方向,将包装盒依次向后输送。
13.根据本公开的至少一个实施方式的包装盒处理系统,所述供料模块包括:
14.容纳部,所述容纳部用于容纳待开盒的包装盒;以及
15.供料结构,所述供料结构用于顶升所述容纳部内的待开盒的包装盒,并使得所述待开盒的包装盒达到预定位置。
16.根据本公开的至少一个实施方式的包装盒处理系统,所述开盒模块包括:
17.开盒定位平台,所述开盒定位平台用于定位待开盒的包装盒,并且使得包装盒的底壁被开盒定位平台所定位,以及使得包装盒的侧壁的至少部分位于所述开盒定位平台的外部;以及
18.开盒装置,所述开盒装置用于顶升所述包装盒的侧壁,并待开盒的包装盒被开盒。
19.根据本公开的至少一个实施方式的包装盒处理系统,所述开盒定位平台通过负压吸附的方式使得所述待开盒的包装盒被定位。
20.根据本公开的至少一个实施方式的包装盒处理系统,所述开盒定位平台包括:
21.开盒底座,以及
22.开盒定位治具,所述开盒定位治具设置于所述开盒底座,并且该开盒定位治具包括真空吸盘,并通过真空吸盘定位所述待开盒的包装盒;
23.其中,所述开盒装置设置于所述开盒底座,以通过所述开盒装置的升降运动,使得待开盒的包装盒被开盒。
24.根据本公开的至少一个实施方式的包装盒处理系统,所述开盒定位平台还包括:
25.开盒定位凸起,所述开盒定位凸起位于所述开盒定位治具上表面的一个侧部,并使得待开盒的包装盒被所述开盒定位治具所定位。
26.根据本公开的至少一个实施方式的包装盒处理系统,所述第一封盖模块和第二封盖模块的结构相同。
27.根据本公开的至少一个实施方式的包装盒处理系统,所述第一封盖模块包括:
28.封盖底座,
29.封盖定位治具,所述封盖定位治具设置于所述封盖底座,并且该封盖定位治具包括真空吸盘,并通过真空吸盘定位所述包装盒;
30.弯折组件,所述弯折组件使得所述包装盒的舌片完成弯折;
31.回折组件,所述回折组件使得所述包装盒的侧耳向内回折;
32.顶升组件,所述顶升组件使得包装盒的舌片插入至所述包装盒的盒体内;以及
33.导向组件,在将包装盒的舌片插入至所述包装盒的盒体的过程中,所述导向组件用于对舌片进行导向。
34.根据本公开的至少一个实施方式的包装盒处理系统,所述封盖定位治具上设置有封盖定位凸起,所述封盖定位凸起用于对包装盒进行定位。
35.根据本公开的至少一个实施方式的包装盒处理系统,所述封盖定位凸起的数量为两个,并且分别设置于所述封盖定位治具的宽度方向的两侧,并且从包装盒的宽度方向上对包装盒进行定位。
36.根据本公开的至少一个实施方式的包装盒处理系统,还包括:
37.预压组件,所述预压组件用于压紧所述包装盒的舌片靠近盒体的部分。
38.根据本公开的至少一个实施方式的包装盒处理系统,所述包装盒的两个开口端处均设置有预压组件。
39.根据本公开的至少一个实施方式的包装盒处理系统,所述顶升组件包括:
40.顶升气缸,所述顶升气缸用于输出水平方向或者大致为水平方向的运动;
41.推杆,所述推杆的一端通过铰接轴铰接于所述顶升气缸的输出轴,其中,所述铰接轴水平设置;以及
42.连杆,所述连杆的一端铰接于顶升组件的固定支架,所述连杆的另一端铰接于所述推杆的中部,其中,当所述顶升气缸动作时,使得所述推杆的自由端接触舌片,并且能够将舌片插入至所述包装盒的盒体。
43.根据本公开的至少一个实施方式的包装盒处理系统,所述导向组件包括:
44.导向气缸,以及
45.导向板,所述导向板由所述导向气缸所驱动以实现水平运动,从而使得所述舌片的一端能够与所述导向板的下表面接触的前提下,被推杆推入盒体。
46.根据本公开的至少一个实施方式的包装盒处理系统,所述搬运模块包括:
47.第一方向运动平台,
48.第二方向运动平台,所述第二方向运动平台设置于所述第一方向运动平台,所述第一方向运动平台用于带动第二方向运动平台沿第一方向运动,其中,所述第一方向为第一工作至第四工位的方向;以及
49.吸盘安装板,所述吸盘安装板设置于所述第二方向运动平台,并且所述第二方向运动平台用于带动安装于第二方向运动平台的吸盘安装板上下运动;
50.其中,所述吸盘安装板上设置有多个吸盘,该多个吸盘相对于第一工位至第四工位被分为多组。
附图说明
51.附图示出了本公开的示例性实施方式,并与其说明一起用于解释本公开的原理,其中包括了这些附图以提供对本公开的进一步理解,并且附图包括在本说明书中并构成本说明书的一部分。
52.图1是根据本公开的一个实施方式的包装盒处理系统的结构示意图。
53.图2是根据本公开的一个实施方式的包装盒的结构示意图。
54.图3是根据本公开的一个实施方式的包装盒的另一角度的结构示意图。
55.图4是根据本公开的一个实施方式的包装盒处理系统的另一角度结构示意图。
56.图5是根据本公开的一个实施方式的供料模块的结构示意图。
57.图6是根据本公开的一个实施方式的开盒模块的结构示意图。
58.图7是根据本公开的一个实施方式的开盒模块的另一角度的结构示意图。
59.图8是根据本公开的一个实施方式的第一封盖模块的结构示意图。
60.图9是根据本公开的一个实施方式的第一封盖模块的另一角度的结构示意图。
61.图10是根据本公开的一个实施方式的预压组件的结构示意图。
62.图11是根据本公开的一个实施方式的顶升组件的结构示意图。
63.图12是根据本公开的一个实施方式的搬运模块的结构示意图。图中附图标记具体为:
64.10包装盒处理系统
65.11底壁
66.12顶壁
67.13侧壁
68.14舌片
69.15侧耳
70.100供料模块
71.110容纳部
72.111底板
73.112挡板
74.120供料结构
75.200开盒模块
76.210开盒定位平台
77.211开盒底座
78.212开盒定位治具
79.213开盒定位凸起
80.220开盒装置
81.221开盒气缸
82.222开盒推板
83.222a基体
84.222b翻边部
85.300第一封盖模块
86.310封盖底座
87.320封盖定位治具
88.321封盖定位凸起
89.330弯折组件
90.331弯折气缸
91.332弯折推板
92.340回折组件
93.341回折驱动装置
94.342第一回折部
95.343第二回折部
96.350顶升组件
97.351顶升气缸
98.352推杆
99.353连杆
100.354固定支架
101.360导向组件
102.361导向气缸
103.362导向板
104.400第二封盖模块
105.500搬运模块
106.510第一方向运动平台
107.520第二方向运动平台
108.530吸盘安装板
109.540吸盘
110.600预压组件
111.610预压气缸
112.620预压板。
具体实施方式
113.下面结合附图和实施方式对本公开作进一步的详细说明。可以理解的是,此处所描述的具体实施方式仅用于解释相关内容,而非对本公开的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与本公开相关的部分。
114.需要说明的是,在不冲突的情况下,本公开中的实施方式及实施方式中的特征可以相互组合。下面将参考附图并结合实施方式来详细说明本公开的技术方案。
115.除非另有说明,否则示出的示例性实施方式/实施例将被理解为提供可以在实践中实施本公开的技术构思的一些方式的各种细节的示例性特征。因此,除非另有说明,否则在不脱离本公开的技术构思的情况下,各种实施方式/实施例的特征可以另外地组合、分离、互换和/或重新布置。
116.在附图中使用交叉影线和/或阴影通常用于使相邻部件之间的边界变得清晰。如此,除非说明,否则交叉影线或阴影的存在与否均不传达或表示对部件的具体材料、材料性质、尺寸、比例、示出的部件之间的共性和/或部件的任何其它特性、属性、性质等的任何偏好或者要求。此外,在附图中,为了清楚和/或描述性的目的,可以夸大部件的尺寸和相对尺寸。当可以不同地实施示例性实施例时,可以以不同于所描述的顺序来执行具体的工艺顺序。例如,可以基本同时执行或者以与所描述的顺序相反的顺序执行两个连续描述的工艺。此外,同样的附图标记表示同样的部件。
117.当一个部件被称作“在”另一部件“上”或“之上”、“连接到”或“结合到”另一部件时,该部件可以直接在所述另一部件上、直接连接到或直接结合到所述另一部件,或者可以存在中间部件。然而,当部件被称作“直接在”另一部件“上”、“直接连接到”或“直接结合到”另一部件时,不存在中间部件。为此,术语“连接”可以指物理连接、电气连接等,并且具有或不具有中间部件。
118.为了描述性目的,本公开可使用诸如“在
……
之下”、“在
……
下方”、“在
……
下”、“下”、“在
……
上方”、“上”、“在
……
之上”、“较高的”和“侧(例如,如在“侧壁”中)”等的空间相对术语,从而来描述如附图中示出的一个部件与另一(其它)部件的关系。除了附图中描绘的方位之外,空间相对术语还意图包含设备在使用、操作和/或制造中的不同方位。例如,如果附图中的设备被翻转,则被描述为“在”其它部件或特征“下方”或“之下”的部件将随后被定位为“在”所述其它部件或特征“上方”。因此,示例性术语“在
……
下方”可以包含“上方”和“下方”两种方位。此外,设备可被另外定位(例如,旋转90度或者在其它方位处),如此,相应地解释这里使用的空间相对描述语。
119.这里使用的术语是为了描述具体实施例的目的,而不意图是限制性的。如这里所使用的,除非上下文另外清楚地指出,否则单数形式“一个(种、者)”和“所述(该)”也意图包括复数形式。此外,当在本说明书中使用术语“包含”和/或“包括”以及它们的变型时,说明存在所陈述的特征、整体、步骤、操作、部件、组件和/或它们的组,但不排除存在或附加一个或更多个其它特征、整体、步骤、操作、部件、组件和/或它们的组。还要注意的是,如这里使用的,术语“基本上”、“大约”和其它类似的术语被用作近似术语而不用作程度术语,如此,它们被用来解释本领域普通技术人员将认识到的测量值、计算值和/或提供的值的固有偏
差。
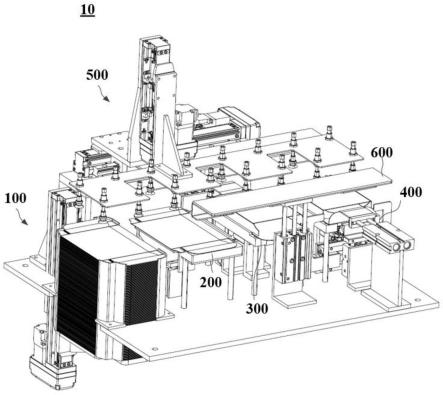
120.图1是根据本公开的一个实施方式的包装盒处理系统10的结构示意图。
121.如图1所示,本公开提供一种包装盒处理系统10,该包装盒处理系统10能够将包装盒从未开盒状态处理为开盒状态,并完成包装盒两端的封口。
122.在一个实施例中,所述包装盒出厂时,考虑到包装和运输等因素,一般均成片状,其结构如图2和图3所示。
123.在图2和图3所示的包装盒中,该包装盒即待开盒的包装盒,其包括盒体,当包装盒被展开后,所述盒体可以为长方体形状或者正方形形状;在一个实施例中,所述盒体包括底壁11、顶壁12以及连接底壁11和顶壁12的两个侧壁13;所述底壁11和顶壁12的面积相同,所述侧壁13的面积小于或者等于所述底壁11的面积。
124.在盒体的两端均设置有一个舌片14以及两个侧耳15;其中,所述舌片14连接于底壁11,所述侧耳15连接于侧壁13;所述舌片14的中部具有折边线,相应地,所述舌片14与所述底壁11的连接处也具有折边线;所述底壁11和侧壁13等连接位置也具有折边线,并通过这些折边线方便包装盒的开盒。
125.图4是根据本公开的一个实施方式的包装盒处理系统的另一角度结构示意图。
126.在图4中,所述供料模块100中并未被放置包装盒。
127.如图1和图4所示,所述的包装盒处理系统10可以包括:供料模块100、开盒模块200、第一封盖模块300、第二封盖模块400和搬运模块500。
128.所述供料模块100用于提供待开盒的包装盒,即提供片状的包装盒,并且该待开盒的包装盒位于第一工位。
129.图5是根据本公开的一个实施方式的供料模块的结构示意图。
130.如图5所示,所述供料模块100可以包括:容纳部110和供料结构120。
131.所述容纳部110用于容纳待开盒的包装盒;在一个具体实施例中,所述容纳部110包括底板111和挡板112,所述底板111的形状与待开盒的包装盒的形状相同或者大致相同,所述挡板112设置为四个,并且四个挡板112共同围合成方形结构,并且所述四个挡板112的内表面被设置为与待开盒的包装盒的四个角部相同或者大致相同的形状。
132.在使用时,所述挡板112被固定,例如可以固定于工作台或者地面等位置;所述底板111能够在所述挡板112所围合的空间内上下运动,从而能够向上输送待开盒的包装盒。
133.所述供料结构120用于顶升所述容纳部110内的待开盒的包装盒,并使得所述待开盒的包装盒达到预定位置。
134.在一个实施例中,所述供料结构120可以为直线运动结构,所述直线运动结构可以为电机驱动的滚珠丝杆结构或者电缸等部件;此时,所述底板111可以设置于所述供料结构120,并可以被所述供料结构120所驱动以使得所述底板111能够升降运动。
135.由此,当所述底板111上设置有待开盒的包装盒时,通过所述底板111的升降运动使得所述待开盒的包装盒运动至预定位置,即使得待开盒的包装盒位于第一工位,在所述第一工位,所述待开盒的包装盒能够被所述搬运模块所搬运,例如,能够所述搬运模块吸附并搬运。
136.图6是根据本公开的一个实施方式的开盒模块的结构示意图。图7是根据本公开的一个实施方式的开盒模块的另一角度的结构示意图。
137.所述开盒模块200用于接收所述供料模块100所提供的待开盒的包装盒,并且在第二工位将待开盒的包装盒展开。
138.在一个具体的实施例中,如图6和图7所示,所述开盒模块200可以包括:开盒定位平台210和开盒装置220等模块。
139.其中,所述开盒定位平台210用于定位待开盒的包装盒,并且使得包装盒的底壁11被开盒定位平台210所定位,以及使得包装盒的侧表面的至少部分位于所述开盒定位平台210的外部。
140.在一个优选的实施例中,所述开盒定位平台210通过负压吸附的方式使得所述待开盒的包装盒被定位。
141.例如,所述开盒定位平台210可以包括开盒底座211和开盒定位治具212等部件。
142.在实际使用时,所述开盒底座211可以被设置于地面或者工作台等位置;在一个优选的实施例中,所述开盒底座211可以为具有四个腿部的桌子。
143.所述开盒定位治具212设置于所述开盒底座211,并且该开盒定位治具212包括真空吸盘,并通过真空吸盘定位所述待开盒的包装盒。例如,如图6和图7所示,所述开盒定位治具212上可以开设多行多列通孔,这些通孔之间相互连通,并通过这些通孔形成真空吸盘。当向这些通孔施加负压时,能够将待开盒的包装盒吸附至所述开盒定位治具212。
144.另一方面,为实现对待开盒的包装盒的准确定位,所述开盒定位平台210还可以包括开盒定位凸起213,其中,所述开盒定位凸起213为长条状,并且被设置于所述开盒定位治具212的上表面的一个侧部;本公开中,所述开盒定位凸起213可以与所述开盒定位治具212一体成型,并且从所述开盒定位治具212的上表面向上凸起,由此,待开盒的包装盒能够被所述开盒定位治具212所定位。
145.也就是说,通过所述开盒定位凸起213的设置,能够将待开盒的包装盒限制在预定的位置,该预定的位置即上述的第二工位。当所述待开盒的包装盒被限制在预定的位置后,可以通过开盒定位治具212将该待开盒的包装盒的吸附在该预定的位置。
146.所述开盒装置220设置于所述开盒底座211,以通过所述开盒装置220的升降运动,使得待开盒的包装盒被开盒。
147.在一个具体的实施例中,如图7所示,所述开盒装置220可以包括开盒气缸221和开盒推板222,其中,所述开盒气缸221用于提供升降运动的动力,其可以被设置于所述开盒底座211;所述开盒推板222设置于所述开盒气缸221,并由所述开盒气缸221驱动上下运动。
148.本公开中,所述开盒推板222包括基体222a和翻边部222b,所述基体222a可以与所述翻边部222b一体成型,其中,所述基体222a设置于所述开盒气缸221,并且靠近所述开盒定位治具212所设置,由此,所述基体222a能够被所述开盒定位治具212的侧表面所导向;所述翻边部222b形成为从所述基体222a弯折,并形成为水平状;本公开中,所述翻边部222b与所述基体222a的连接处形成为圆角,从而能够渐进地对待开盒的包装盒进行开盒,以防止开盒推板222损坏包装盒。
149.在一个优选的实施例中,所述开盒推板222被设置在远离所述开盒定位凸起213的一个侧部,从而使得待开盒的包装盒从远离开盒定位凸起213的一个侧部被开盒。
150.由此,通过所述开盒装置220顶升所述包装盒的侧壁,将待开盒的包装盒开盒。此时,所述包装盒的顶壁和底壁之间形成有容纳空间,所述侧壁与所述顶壁和底壁之间大致
为90
°
。
151.本公开中,所述开盒气缸221可以为多杆气缸,从而使得所述开盒气缸221具有自导向功能。
152.本领域技术人员应当知晓,在第二工位开盒后,即可以完成物料的填充。即将被包装的物料推入包装盒,并且通过下述的第三工位和第四工位实现包装盒的封闭。
153.图8是根据本公开的一个实施方式的第一封盖模块的结构示意图。图9是根据本公开的一个实施方式的第一封盖模块的另一角度的结构示意图。
154.如图1和图4所示,所述第一封盖模块300用于接收所述开盒模块200所展开的包装盒,并且在第三工位将包装盒的一端的侧耳15向内弯折,并且将包装盒的舌片14插入至所述包装盒的盒体;相应地,所述第二封盖模块400用于接收所述第一封盖模块300封盖后的包装盒,并且在第四工位将包装盒的另一端的侧耳15向内弯折,并且将包装盒的另一端的舌片14插入至所述包装盒的盒体;由此完成了包装盒的封盖作业。
155.本公开中,所述第一封盖模块300和第二封盖模块400的结构相同,以下仅以第一封盖模块300来进行说明。
156.如图8和图9所示,所述第一封盖模块300可以包括:封盖底座310、封盖定位治具320、弯折组件330、回折组件340、顶升组件350和导向组件360。
157.在实际使用时,所述封盖底座310可以被设置于地面或者工作台等位置;在一个优选的实施例中,所述封盖底座310可以为具有四个腿部的桌子。
158.所述封盖定位治具320设置于所述封盖底座310,并且该封盖定位治具320包括真空吸盘,并通过真空吸盘定位所述包装盒;在一个实施例中,如图9所示,所述封盖定位治具320上可以开设多个通孔,并且通过该通孔形成真空吸盘。当向这些通孔施加负压时,能够将开盒后的包装盒吸附至所述封盖定位治具320。
159.在一个优选的实施例中,所述封盖定位治具320的真空吸盘的数量为四个,该4个真空吸盘分布在所述封盖定位治具320的四个角部,从而通过封盖定位治具320实现对包装盒的定位。
160.另一方面,为实现对包装盒的准确定位,所述封盖定位治具320上还可以设置封盖定位凸起321,其中,所述封盖定位凸起321的数量为两个,形状为长条形;并且被设置于所述封盖定位治具320的两侧。在一个实施例中,两个封盖定位凸起321之间的距离大概为包装盒的宽度,从而使得包装盒能够被两个封盖定位凸起321所限位。
161.在一个优选的实施例中,所述封盖定位凸起321与所述封盖定位治具320可以一体成型,并且从所述封盖定位治具320的上表面向上凸起而形成。当然,所述封盖定位凸起321也可以与所述封盖定位治具320分体成型,并且通过螺钉等紧固部件将封盖定位凸起321固定于所述封盖定位治具320的上表面上。
162.也就是说,通过所述封盖定位凸起321的设置,能够将开盒后的包装盒限制在预定的位置,该预定的位置即第三工位或者第四工位。当所述开盒后的包装盒的位置被限定后,可以进行封盖作业。
163.本公开中,所述弯折组件330使得所述包装盒的舌片14完成弯折;在一个实施例中,所述弯折组件330能够使得所述包装盒的舌片14沿所述舌片中部的折边线进行弯折,也就是说,所述弯折组件330能够使得所述舌片远离所述盒体的端部动作,并产生弯折。
164.在一个实施例中,所述弯折组件330可以包括弯折气缸331和弯折推板332;其中,所述弯折气缸331用于提供升降运动的动力,其可以被设置于所述封盖底座310,当然,所述弯折气缸331也可以被设置于所述地面或者工作台等部件。所述弯折推板332设置于所述弯折气缸331,并且被所述弯折气缸331所驱动以上下运动。优选地,所述弯折气缸331为多杆气缸,从而使得弯折气缸331具有自导向功能。
165.本公开中,所述弯折组件330的弯折推板332可以形成为z字形,并且通过一个具有圆角的边部件与舌片接触,从而将舌片弯折。
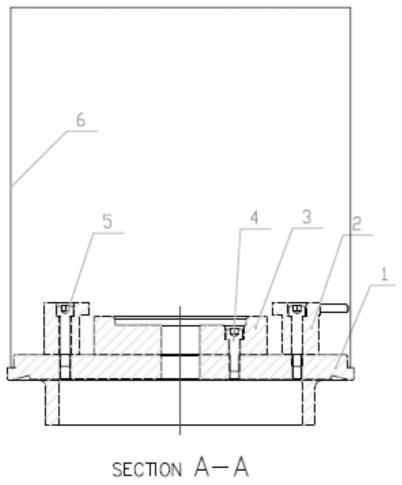
166.图10是根据本公开的一个实施方式的预压组件的结构示意图。
167.为防止舌片在弯折时,如图10所示,从舌片与所述盒体的连接处发生弯折,所述包装盒处理系统还包括预压组件600,所述预压组件600用于压紧所述舌片靠近所述盒体的部分。在一个实施例中,所述预压组件600能够同时压紧第二工位、第三工位和第四工位的包装盒。
168.在一个具体的实施例中,所述预压组件600包括预压气缸610和预压板620,所述预压气缸610能够固定于地面或者工作台等部件,例如,所述预压气缸610能够通过气缸固定板固定于工作台。所述预压板620固定于所述预压气缸610,并且由所述预压气缸610带动以实现升降。
169.本公开中,所述预压板620相对于第二工位、第三工位和第四工位均具有压板部,所述压板部的宽度与所述舌片的折边线与盒体的距离相同或者大致相同,并且在实际使用时,所述压板部与所述折边线与盒体之间的舌片接触,从而当弯折组件330动作时,仅能够弯折舌片的端部部分。
170.再参考图8和图9,本公开的所述回折组件340使得所述包装盒的侧耳15向内回折;在一个具体的实施例中,所述回折组件340包括回折驱动装置341、第一回折部342和第二回折部343。其中,所述第一回折部342和第二回折部343均连接于所述回折驱动装置341,并由所述回折驱动装置341驱动,以使得所述第一回折部342和第二回折部343之间能够接近或者远离,当所述第一回折部342和第二回折部343相互接近时,将所述包装盒的两个侧耳向内回折。
171.在一个实施例中,所述回折驱动装置341可以通过两个相对设置的气缸来实现。所述第一回折部342和第二回折部343均成c形,并且通过所述第一回折部342和第二回折部343的上端向内推动侧耳,来实现侧耳的回折。
172.再参考图8和图9,本公开中,所述顶升组件350使得包装盒的舌片14插入至所述包装盒的盒体内。
173.图11是根据本公开的一个实施方式的顶升组件的结构示意图。
174.如图11所示,本公开中,所述顶升组件350包括顶升气缸351、推杆352和连杆353;在一个实施例中,所述顶升气缸351被设置于地面或者工作台,例如,所述顶升气缸351通过固定支架354设置于所述工作台,并使得所述顶升气缸351的输出轴呈水平设置,以使得所述顶升气缸351输出水平方向的运动。
175.所述推杆352的一端通过铰接轴铰接于所述顶升气缸351的输出轴,其中,所述铰接轴水平设置,并且垂直于或者大致垂直于所述顶升气缸351的输出轴。由此,所述推杆352能够绕所述铰接轴转动,并使得所述推杆352的自由端接触舌片,并且能够将舌片插入至所
述包装盒的盒体。
176.所述连杆353的一端铰接于所述固定支架354,所述连杆353的另一端铰接于所述推杆352的中部,由此,使得所述推杆352和连杆353之间能够产生相对运动,并使得所述推杆352也能够绕推杆352和连杆353的连接处动作,从而使得推杆352能够更合理地推进舌片动作,并且将所述舌片的从折线部至自由端(远离盒体的一端)的部分全部推入所述盒体。
177.再参考图8和图9,本公开中,在将包装盒的舌片14插入至所述包装盒的盒体的过程中,所述导向组件360用于对舌片14进行导向。
178.所述导向组件360包括导向气缸361和导向板362,所述导向气缸361可以为多杆气缸,从而使得所述导向气缸361能够具有自导向的功能。所述导向板362由所述导向气缸361所驱动以实现水平运动,从而使得所述舌片的一端能够与所述导向板362的下表面接触的前提下,被所述推杆352推入盒体。
179.本公开中,在实际使用时,所述导向板362的一端能够插入所述盒体,并位于所述包装盒的顶壁附近,以此能够对插入所述盒体的舌片进行全程导向。
180.此时,所述导向板362的一端形成为楔形部,以方便将所述导向板362的一端插入于所述盒体内。
181.本公开中,当某一运动过程结束后,会进行复位,以防止影响其他的运动过程。
182.例如,当开盒气缸221带动开盒推板222向上运动实现开盒后,会带动开盒推板222向下运动,进行复位,并准备下一次开盒动作。
183.相应地,当预压气缸610带动预压板620向下运动,实现舌片的预压后,控制弯折气缸331动作;当弯折气缸331带动弯折推板332向上运动实现舌片的弯折后,会带动弯折推板332向下运动并复位,并准备下一次舌片的弯折动作;然后,预压气缸610带动预压板620向上运动并复位。
184.而且,所述开盒气缸221的动作,也可以在预压气缸610动作之后再动作,并先于预压气缸610复位。
185.当预压气缸610和弯折气缸331复位后,所述回折驱动装置341动作,并使得第一回折部342和第二回折部343向内运动,以回折侧耳,当侧耳被回折后,所述回折驱动装置341复位,并使得第一回折部342和第二回折部343均远离盒体。
186.然后,控制导向气缸361动作,并使得导向板362插入至所述盒体;控制顶升气缸351动作,并使得舌片插入所述盒体;然后顶升气缸351反向动作,使得推杆352复位;控制导向气缸361反向动作,使得导向板362远离所述包装盒,实现包装盒整个处理过程。
187.本公开中,所述搬运模块500用于沿第一工位至第四工位的方向,将包装盒依次向后输送。
188.也就是说,搬运模块500每次在横向上运动一个工位的距离,使得第一工位的片状包装盒被输送至第二工位;同时,使得第二工位的已开盒的包装盒被输送至第三工位,以及使得第三工位的已封闭一端的包装盒输送至第四工位,使得第四工位两端均封闭的包装盒输出到流水线。
189.图12是根据本公开的一个实施方式的搬运模块的结构示意图。
190.如图12所示,所述搬运模块500包括:第一方向运动平台510以及设置于所述第一方向运动平台510的第二方向运动平台520;其中,所述第一方向运动平台510能够通过支架
设置于地面或者工作台,并且所述第一方向运动平台510可以形成为电缸或者电机带动的滚珠丝杠结构等,关于这些结构均是本领域较为常见的结构,在此不再一一详述。
191.所述第一方向运动平台510能够带动第二方向运动平台520沿第一方向运动,其中,所述第一方向即第一工作至第四工位的方向。
192.所述第二方向运动平台520可以为电缸或者电机带动的滚珠丝杠结构等直线运动结构,并且所述第二方向运动平台520能够带动安装于第二方向运动平台520的吸盘安装板530上下运动。
193.所述吸盘安装板530上设置有多个吸盘540,该多个吸盘540相对于第一工位至第四工位被分为多组。在一个实施例中,每组吸盘540的数量可以为四个,并且该四个吸盘可以被设置在对应于包装盒的四个角部;由此通过这些吸盘540能够将第一工位至第四工位的包装盒全部吸附,并同步地转移至下一工位。
194.由此,本公开通过等距搬运的方式,实现不同制程同步作业,既保证了生产效率,又提高了在特定工位的稳定工作时间,为快速扣舌片封口提供了必要条件,而传统方式由于是随线流动作业,只能通过多工位,不同程度递增式封口,工位较多,大大加长了设备长度。
195.尤其是,在操作舌片的过程中,对舌片的操作和对侧耳的操作协同完成,与传统设备的舌片和侧耳的操作完全不同,并使得本公开的技术效果相比于现有技术也得到明显地提高。
196.本公开的包装盒处理系统能够节省4人/天(夜白班);以6秒为节拍,单小时能够生产600件。而且占地面积小,仅有550mmx650mm,相对而言,传统开盒装盒封口一体机占地面积约为1000mmx2200mm。
197.在本说明书的描述中,参考术语“一个实施例/方式”、“一些实施例/方式”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例/方式或示例描述的具体特征、结构、材料或者特点包含于本技术的至少一个实施例/方式或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例/方式或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例/方式或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例/方式或示例以及不同实施例/方式或示例的特征进行结合和组合。
198.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。在本技术的描述中,“多个”的含义是至少两个,例如两个,三个等,除非另有明确具体的限定。
199.本领域的技术人员应当理解,上述实施方式仅仅是为了清楚地说明本公开,而并非是对本公开的范围进行限定。对于所属领域的技术人员而言,在上述公开的基础上还可以做出其它变化或变型,并且这些变化或变型仍处于本公开的范围内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。