1.本发明属于高分子聚乙烯制品加工器械应用技术领域,尤其是涉及一种用于高分子聚乙烯制品加工的连续包装封边设备。
背景技术:
2.高分子聚乙烯是具有耐冲击、耐磨损、自润滑性能好以及低温性能优异的工程塑料,随着高分子量聚乙烯工程塑料制品技术的日渐成熟,越来越多的工程采用了这种新型热塑性工程塑料。
3.目前,一些小型的高分子量聚乙烯制品在加工完成后,通常会使用塑料袋或保鲜膜等包装材料进行包装,对包装进行封边后,便于高分子量聚乙烯制品的储存和运输,现有技术中,对高分子量聚乙烯制品的包装封边设备在使用时仍存在不足,不足之处如下:
4.1、封装头在下压封边时,包装袋口容易错位偏移出现褶皱,导致封边不紧密的问题,从而影响封边质量;
5.2、现有的封边设备工作时,对于包装袋的封边工作和输送工作由不同驱动装置分开驱动控制,这就导致设备中各机构配合联动的不紧密,不利于工作效率的提高;
6.3、对包装袋封边完成后,往往需要工作人员手动切除封边上的余料,或另外设置独立的切边装置,导致设备成本升高,增大劳动强度和操作难度,从而影响加工效率。
技术实现要素:
7.本发明的目的是针对上述背景技术中提出的封边质量差和工作效率低的问题,提供一种封边质量高和效率高的用于高分子聚乙烯制品加工的连续包装封边设备。
8.为达到上述目的,本发明采用了下列技术方案:一种用于高分子聚乙烯制品加工的连续包装封边设备,包括底座、固定架、输送带和封装头,还包括:
9.封装座,所述封装座采用中空结构,所述固定架上安装有用于驱动封装座升降的液压缸,所述封装座内固定有固定座;
10.悬臂,所述悬臂有两个,分别铰接于所述固定座的两侧,两个所述悬臂之间连接有弹簧,在所述封装座下移时,两个所述悬臂下端与输送带接触后,向相互远离的方向偏转;
11.封装板,所述封装板有两个,分别转动连接于两个所述悬臂下端,所述封装头安装于封装板上,所述封装板上设置有压合组件和切边组件;
12.输送组件,所述输送组件包括输送带、连接杆、传动杆和棘轮,所述输送带包括一根用于提供动力的辊轴,所述辊轴与棘轮固定,所述连接杆固定于封装座上,所述传动杆与连接杆固定,所述传动杆上设置有与棘轮匹配啮合的棘齿,在所述封装座上移时,使得所述输送带带动包装袋向前输送一个工位;
13.吹料组件,所述吹料组件包括打气筒、弧形杆、集气盒、连通管和喷头,所述打气筒固定于封装座的内壁上,所述弧形杆固定于悬臂上,所述弧形杆与打气筒内的活塞连接,所述打气筒通过连通管与集气盒连通,在所述悬臂偏转时,通过所述弧形杆推动活塞在打气
筒内滑动,向所述集气盒内充气。
14.进一步,所述封装座的底部开设有条形槽,两个所述悬臂贯穿滑动配合于条形槽内。
15.进一步,所述压合组件包括开设于封装板一端的开槽,所述开槽内转动连接有转轴,所述转轴通过发条弹簧与开槽的侧壁连接,所述转轴上固定有压边轮,用于对包装封边处进行压紧。
16.进一步,所述切边组件包括设置于封装板上的安装筒,所述安装筒通过连接轴转动连接于封装板的侧壁上,安装筒内滑动配合有压紧块,所述压紧块通过弹簧与安装筒的内壁连接,所述压紧块上固定有刀座,所述刀座上安装有裁切刀,所述裁切刀用于切除包装边缘余料。
17.进一步,所述封装板上设置有翻转组件,用于控制安装筒翻转调节。
18.进一步,所述翻转组件包括主动齿轮和从动齿轮,所述主动齿轮固定于转轴上,所述从动齿轮固定于连接轴上,并且所述主动齿轮和从动齿轮相互啮合。
19.进一步,所述打气筒采用弧形结构,并且所述弧形杆和打气筒的弧形结构的圆心落在悬臂与固定座的铰接轴心处。
20.进一步,所述喷头固定于封装座的下端,且与所述集气盒连通,所述喷头与集气盒的连通处设置有电磁阀,所述输送带的一侧设置有触压开关,所述电磁阀通过触压开关与电源电性连接,在所述压边轮滚压至触压开关上时,使得所述电磁阀通电开启。
21.与现有的技术相比,本用于高分子聚乙烯制品加工的连续包装封边设备的优点在于:
22.1、本发明通过设置两个悬臂,在工作时,通过液压缸驱动封装座下移,两个悬臂下端与输送带上的包装袋接触后,向相互远离的方向摆动,两个封装头可由包装袋中部向两侧移动,实现对包装袋的快速封边,提高工作效率,并且两个封装头向相互远离的方向移动,可对包装袋封边处拉紧绷直,避免出现褶皱和包装袋口错位的问题,提高封边质量。
23.2、本发明通过设置压合组件,在封边工作过程中,可通过压边轮在包装袋口处滚动压紧,进一步保证封边质量。
24.3、本发明通过设置切边组件和翻转组件,两个封装头在相互远离移动进行封边工作时,翻转组件可将裁切刀自动翻转180
°
,并位于封边后的包装袋边缘余料处,随着悬臂的摆动,将余料自动切除,无需设置独立的切边装置,降低设备成本,使得封边、切边工作连续进行,提高工作效率。
25.4、本发明通过设置吹料组件,以悬臂的摆动为驱动力,通过打气筒向集气盒内充气,在封边和切边工作完成后,自动向输送带表面吹气,将切除的余料吹离,避免影响后续加工操作。
26.5、本发明通过设置输送组件,以封装座为驱动力,在每次封边工作完成后,封装座上移,通过传动杆和棘轮,使得输送带将包装袋间歇向前输送一个工位,实现连续包装封边操作,无需设置额外动力驱动装置,使得对包装袋的封边和输送工作联动、配合进行,有效提高加工效率。
附图说明
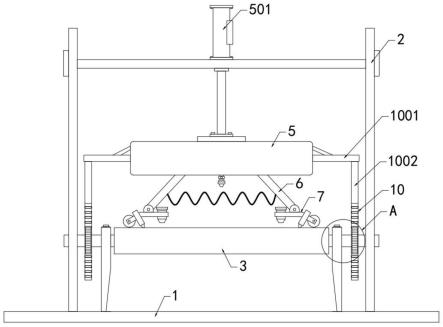
27.图1是本发明提供的一种用于高分子聚乙烯制品加工的连续包装封边设备的正面结构示意图;
28.图2是本发明提供的一种用于高分子聚乙烯制品加工的连续包装封边设备中封装座的内部结构示意图;
29.图3是图1中a处放大图;
30.图4是本发明提供的一种用于高分子聚乙烯制品加工的连续包装封边设备中封装板的俯视结构示意图;
31.图5是本发明提供的一种用于高分子聚乙烯制品加工的连续包装封边设备中安装筒的内部结构示意图;
32.图6是本发明提供的一种用于高分子聚乙烯制品加工的连续包装封边设备的侧面结构示意图。
33.图中,1底座、2固定架、3输送带、301辊轴、4封装头、5封装座、501液压缸、502固定座、503条形槽、6悬臂、601弹簧、7封装板、8压合组件、801开槽、802转轴、803压边轮、804发条弹簧、9切边组件、901安装筒、902连接轴、903压紧块、904刀座、905裁切刀、906压紧弹簧、10输送组件、1001连接杆、1002传动杆、1003棘轮、11吹料组件、1101打气筒、1102弧形杆、1103集气盒、1104连通管、1105喷头、12翻转组件、1201主动齿轮、1202从动齿轮、13电磁阀、14触压开关。
具体实施方式
34.以下实施例仅处于说明性目的,而不是想要限制本发明的范围。
35.如图1-6所示,一种用于高分子聚乙烯制品加工的连续包装封边设备,包括底座1、固定架2、输送带3和封装头4,固定架2固定于底座1上,输送带3安装于固定架2上,封装头4用于对包装袋边口进行封装,还包括:
36.封装座5,封装座5采用中空结构,固定架2上安装有用于驱动封装座5升降的液压缸501,封装座5内固定有固定座502;
37.悬臂6,悬臂6有两个,分别铰接于固定座502的两侧,两个悬臂6之间连接有弹簧601,在封装座5下移时,两个悬臂6下端与输送带3接触后,向相互远离的方向偏转,封装座5的底部开设有条形槽503,两个悬臂6贯穿滑动配合于条形槽503内,弹簧601用于保证两个悬臂6处于相互靠近的趋势,进而使得悬臂6下端与输送带3表面紧密接触;
38.封装板7,封装板7有两个,分别转动连接于两个悬臂6下端,封装头4安装于封装板7上,封装板7上设置有压合组件8和切边组件9;
39.在工作时,通过液压缸501驱动封装座5下移,两个悬臂6下端与输送带3上的包装袋接触后,向相互远离的方向摆动,两个封装头4可由包装袋中部向两侧移动,实现对包装袋的快速封边,提高工作效率,并且两个封装头4向相互远离的方向移动,可对包装袋封边处拉紧绷直,避免出现褶皱和包装袋口错位的问题,提高封边质量;
40.输送组件10,输送组件10包括连接杆1001、传动杆1002和棘轮1003,输送带3包括一根用于提供动力的辊轴301,辊轴301与棘轮1003固定,连接杆1001固定于封装座5上,传动杆1002与连接杆1001固定,传动杆1002上设置有与棘轮1003匹配啮合的棘齿,在封装座5
上移时,棘齿可带动棘轮1003转动,使得输送带3带动包装袋向前输送一个工位,封装座5在下移时,棘齿无法带动棘轮1003转动,则输送带3不运动;
41.以封装座5为驱动力,在每次封边工作完成后,封装座5上移,通过传动杆1002和棘轮1003,使得输送带3将包装袋间歇向前输送一个工位,实现连续包装封边操作,无需设置额外动力驱动装置,使得对包装袋的封边和输送工作联动、配合进行,有效提高加工效率;
42.压合组件8包括开设于封装板7一端的开槽801,开槽801内转动连接有转轴802,转轴802通过发条弹簧804与开槽801的侧壁连接,转轴802上固定有压边轮803,用于对包装封边处进行压紧,在封边工作过程中,封装板7带动压边轮803同步移动,可通过压边轮803在包装袋口处滚动压紧,进一步保证封边质量
43.吹料组件11,吹料组件11包括打气筒1101、弧形杆1102、集气盒1103、连通管1104和喷头1105,打气筒1101固定于封装座5的内壁上,弧形杆1102固定于悬臂6上,弧形杆1102与打气筒1101内的活塞连接,打气筒1101类似于活塞气缸结构,通过活塞在打气筒1101内往复滑动充气,集气盒1103固定于封装座5的内底面,打气筒1101通过连通管1104与集气盒1103连通,打气筒1101采用弧形结构,并且弧形杆1102和打气筒1101的弧形结构的圆心落在悬臂6与固定座502的铰接轴心处,在悬臂6偏转时,通过弧形杆1102推动活塞在打气筒1101内滑动,向集气盒1103内充气;
44.喷头1105固定于封装座5的下端,且与集气盒1103连通,喷头1105与集气盒1103的连通处设置有电磁阀13,输送带3的一侧设置有触压开关14,电磁阀13通过触压开关14与电源电性连接,在压边轮803滚压至触压开关14上时,使得电磁阀13通电开启;
45.工作时,以悬臂6的摆动为驱动力,驱动弧形杆1102推动活塞在打气筒1101内滑动,向集气盒1103内充气,当两个压边轮803相互远离移动至输送带3两侧,即封边和切边工作完成后,压边轮803滚压至触压开关14上,使得电磁阀13通电开启,集气盒1103内的空气由喷头1105排出,自动向输送带3表面吹气,将切除的余料吹离,避免影响后续加工操作。
46.切边组件9包括设置于封装板7上的安装筒901,安装筒901通过连接轴902转动连接于封装板7的侧壁上,安装筒901内滑动配合有压紧块903,压紧块903通过压紧弹簧906与安装筒901的内壁连接,压紧块903上固定有刀座904,刀座904上安装有裁切刀905,裁切刀905用于切除包装边缘余料,压紧弹簧906的设置,用于将裁切刀905压紧于输送带3表面的包装袋上,保证其裁切效果;
47.封装板7上设置有翻转组件12,用于控制安装筒901翻转调节,翻转组件12包括主动齿轮1201和从动齿轮1202,主动齿轮1201固定于转轴802上,从动齿轮1202固定于连接轴902上,并且主动齿轮1201和从动齿轮1202相互啮合,当压边轮803在输送带3表面滚动时,可通过主动齿轮1201和从动齿轮1202,带动安装筒901同步转动,通过设置发条弹簧804,当压边轮803在输送带3上转动时,发条弹簧804扭转蓄力,在安装筒901翻转180
°
时,发条弹簧804至扭转极限,则此时压边轮803不再转动,压边轮803在输送带上滑动时,同样可对包装袋口进行压紧;
48.两个封装头4在相互远离移动进行封边工作时,翻转组件12可将裁切刀905自动翻转180
°
,裁切刀905位于封边后的包装袋边缘余料处,随着悬臂6的摆动,将余料自动切除,无需设置独立的切边装置,降低设备成本,使得封边、切边工作连续进行,提高工作效率,封边完成后,两个悬臂6反向摆动靠近,则此时压边轮803反向转动,带动裁切刀905反向翻转
180
°
复位,此时裁切刀905转动至远离输送带3处,避免输送带3在对包装袋输送时,裁切刀905对包装袋造成破坏。
49.本发明的工作原理如下:
50.将待封边的包装袋排列在输送带3上,启动液压缸501驱动封装座5下移,两个悬臂6下端的压边轮与输送带3上的包装袋接触后,使得两个悬臂6向相互远离的方向摆动,两个封装头4可由包装袋中部向两侧移动,实现对包装袋的快速封边,提高工作效率,并且两个封装头4向相互远离的方向移动,可对包装袋封边处拉紧绷直,避免出现褶皱和包装袋口错位的问题,提高封边质量,封装板7带动压边轮803同步移动,可通过压边轮803在包装袋口处滚动压紧,进一步保证封边质量;
51.两个封装头4在相互远离移动进行封边工作时,由于压边轮803在输送带3上滚动,可通过主动齿轮1201和从动齿轮1202,带动安装筒901同步转动180
°
,则此时裁切刀905位于封边后的包装袋边缘余料处,随着悬臂6的摆动,将余料自动切除,无需设置独立的切边装置,降低设备成本,使得封边、切边工作连续进行,提高工作效率,封边完成后,液压缸501带动封装座5上移复位,两个悬臂6反向摆动并相互靠近,则此时压边轮803反向转动,带动裁切刀905反向翻转180
°
复位,此时裁切刀905转动至远离输送带3处,避免输送带3在对包装袋输送时,裁切刀905对包装袋造成破坏;
52.封装座5上移过程中,通过连接杆1001带动传动杆1002上移,在这个方向上,棘齿可带动棘轮1003转动,使得输送带3将包装袋间歇向前输送一个工位,将下一待封边的包装袋移动至封装头4下方,即可通过液压缸501驱动封装座5再次下移进行封装工作,如此往复,实现连续包装封边操作,无需设置额外动力驱动装置,使得对包装袋的封边和输送工作联动、配合进行,有效提高加工效率。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。