1.本发明属于硅钢热处理领域,尤其涉及一种提高硅钢涂层发蓝热处理后附着性的方法。
背景技术:
2.硅钢是一种的重要金属功能材料,主要作各种电机和变压器的铁芯,是电力、电子和军事工业中不可缺少的重要软磁合金。为有效减少铁芯的涡流损耗,需要在硅钢表面涂覆绝缘涂层来产生高阻抗。
3.冷轧硅钢片在冲剪和弯曲等加工过后会产生机械应力和局部塑性变形,导致磁性恶化、电机磁损增大等问题。为提高冲剪后硅钢磁性能,一般对硅钢片进行退火和发蓝热处理。退火主要是为了消除冲剪后的残留应力和晶格畸变来提高硅钢板的磁性能,温度一般在700-800℃,且为全氮气。发蓝是为了通过高温使硅钢表面形成一层致密的氧化膜,提高绝缘电阻,降低涡流损耗。发蓝热处理温度一般不能高于570℃,且为氧化性气氛,通常是向炉内送入水蒸气。
4.一般情况下,工业电机和ei片用户采用仅退火的热处理工艺;大部分压缩机和部分电机用户采用退火之后加发蓝的工艺。近年来,下游企业为避免露铝导通、降低热处理的成本,部分企业采用仅发蓝热处理的工艺。黄昌国等人研究了发蓝工艺对硅钢环保涂层附着性的影响,重点研究了发蓝气氛、发蓝温度和发蓝时间对涂层附着性的影响。发现在480℃,发蓝氧化层开始形成,在n2加湿气氛下最佳发蓝温度在510-570℃,最佳发蓝时间在105-120min,在该条件下环保涂层附着性良好。用户气氛的氧化性过强,导致氧化层过厚,附着性降低。
5.目前,硅钢涂层大部分使用的是半有机涂层;在发蓝氧化性气氛退火后,涂层弯折会发生明显脱落现象,有时甚至平直弯曲也发生掉粉,压缩机运转时,易在冷却循环系统堵管路,造成温升高、效率低等问题。因此如何改进硅钢涂层的生产工艺,提高其耐热性能,满足用户仅发蓝热处理后附着性的要求,就成为了一个十分重要的课题。
技术实现要素:
6.为克服上述相关技术中的缺陷,本发明提供一种提高硅钢涂层发蓝热处理后附着性的方法,可以降低硅钢涂层脱落的情况发生。
7.为实现上述技术目的,本发明提供一种提高硅钢涂层发蓝热处理后附着性的方法,包括:对硅钢表面进行碱洗,且所述硅钢表面碱洗后的清洁度高于4级;所述硅钢表面附着涂层包括水溶性有机树脂,所述水溶性有机树脂包括水溶性丙烯酸树脂、有机硅改性丙烯酸树脂、硅丙树脂、环氧树脂、苯丙树脂、纯丙树脂中一种或两种;所述水溶性有机树脂中有机成本的比例为5%~25%;所述涂层的厚度为0.2um~0.8um。
8.优选地,所述水溶性有机树脂包括有机硅改性丙烯酸树脂。
9.优选地,所述水溶性有机树脂中有机成本的比例为6%~15%。
10.优选地,所述硅钢表面碱洗后的清洁度高于3级。
11.优选地,所述涂层的厚度为0.3um~0.4um。
12.本发明与现有技术相比具有以下有益效果:通过合理选择耐热性优异的有机树脂种类,适当调整涂料中有机成分比例,优化硅钢退火碱洗工艺,降低硅钢涂层的厚度,发蓝热处理后涂层附着性明显改善,附着性等级由e级提升至b级。
具体实施方式
13.为使本发明的上述目的、特征和优点能够更加明显易懂,下面将对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其它实施例,均属于本发明保护的范围。
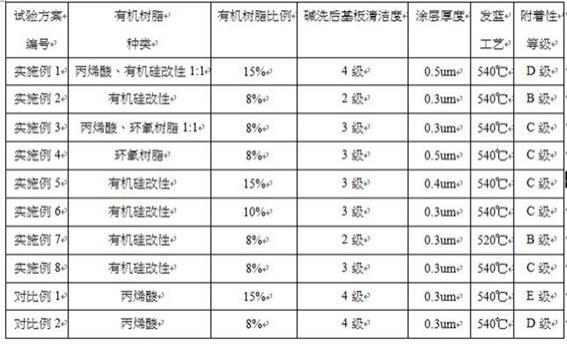
14.实施例1:选择水溶性丙烯酸树脂、有机硅改性丙烯酸树脂按照质量比1:1进行复配,涂料中有机成分比例控制在15%,对硅钢表面进行清洗,硅钢碱洗后表面清洁度水平达4级,涂层厚度控制在0.5um,生产出合格的无取向硅钢产品。为提高冲剪后硅钢磁性能,对硅钢片进行发蓝热处理。发蓝热处理温度为540℃,气氛为氧化性气氛,向炉内送入水蒸气。
15.实施例2:选择水溶性有机硅改性丙烯酸树脂,涂料中有机成分比例控制在8%,采用进口液体脱脂剂,对硅钢表面进行清洗,使硅钢碱洗后表面清洁度水平达2级,涂层厚度控制在0.3um,生产出合格的无取向硅钢产品。为提高冲剪后硅钢磁性能,对硅钢片进行发蓝热处理。发蓝热处理温度为540℃,气氛为氧化性气氛,向炉内送入水蒸气。
16.实施例3:选择水溶性有机硅改性丙烯酸树脂与环氧树脂按照质量比1:1进行复配,涂料中有机成分比例控制在8%。对硅钢表面进行清洗,使硅钢碱洗后表面清洁度水平达4级,涂层厚度控制在0.3 um,生产出合格的无取向硅钢产品。为提高冲剪后硅钢磁性能,对硅钢片进行发蓝热处理。发蓝热处理温度为540℃,气氛为氧化性气氛,向炉内送入水蒸气。
17.实施例4:选择水溶性环氧树脂,涂料中有机成分比例控制在8%。对硅钢表面进行清洗,使硅钢碱洗后表面清洁度水平达3级,涂层厚度控制在0.5um,生产出合格的无取向硅钢产品。为提高冲剪后硅钢磁性能,对硅钢片进行发蓝热处理。发蓝热处理温度为540℃,气氛为氧化性气氛,向炉内送入水蒸气。
18.实施例5:选择水溶性有机硅改性丙烯酸树脂,涂料中有机成分比例控制在15%,对硅钢表面进行清洗,使硅钢碱洗后表面清洁度水平达3级,涂层厚度控制在0.4um,生产出合格的无取向硅钢产品。为提高冲剪后硅钢磁性能,对硅钢片进行发蓝热处理。发蓝热处理温度为540℃,气氛为氧化性气氛,向炉内送入水蒸气。
19.实施例6:选择水溶性有机硅改性丙烯酸树脂,涂料中有机成分比例控制在10%,对硅钢表面
进行清洗,使硅钢碱洗后表面清洁度水平达3级,涂层厚度控制在0.3um,生产出合格的无取向硅钢产品。为提高冲剪后硅钢磁性能,对硅钢片进行发蓝热处理。发蓝热处理温度为540℃,气氛为氧化性气氛,向炉内送入水蒸气。
20.实施例7:选择水溶性有机硅改性丙烯酸树脂,涂料中有机成分比例控制在8%,对硅钢表面进行清洗,使硅钢碱洗后表面清洁度水平达2级,涂层厚度控制在0.3 um,生产出合格的无取向硅钢产品。为提高冲剪后硅钢磁性能,对硅钢片进行发蓝热处理。发蓝热处理温度为520℃,气氛为氧化性气氛,向炉内送入水蒸气。
21.实施例8:选择水溶性有机硅改性丙烯酸树脂,涂料中有机成分比例控制在8%,对硅钢表面进行清洗,使硅钢碱洗后表面清洁度水平达3级,涂层厚度控制在0.3 um,生产出合格的无取向硅钢产品。为提高冲剪后硅钢磁性能,对硅钢片进行发蓝热处理。发蓝热处理温度为540℃,气氛为氧化性气氛,向炉内送入水蒸气。
22.对比例1:选择水溶性丙烯酸树脂,涂料中有机成分比例控制在15%,对硅钢表面进行清洗,使硅钢碱洗后表面清洁度水平达4级,涂层厚度控制在0.3um,生产出合格的无取向硅钢产品。为提高冲剪后硅钢磁性能,对硅钢片进行发蓝热处理。发蓝热处理温度为540℃,气氛为氧化性气氛,向炉内送入水蒸气。
23.对比例2:选择水溶性丙烯酸树脂,涂料中有机成分比例控制在8%,对硅钢表面进行清洗,使硅钢碱洗后表面清洁度水平达4级,涂层厚度控制在0.3um,生产出合格的无取向硅钢产品。为提高冲剪后硅钢磁性能,对硅钢片进行发蓝热处理。发蓝热处理温度为540℃,气氛为氧化性气氛,向炉内送入水蒸气。
24.对比例3:选择水溶性丙烯酸树脂,涂料中有机成分比例控制在8%,对硅钢表面进行清洗,使硅钢碱洗后表面清洁度水平达4级,涂膜厚度控制在0.3um左右,生产出合格的无取向硅钢产品。为提高冲剪后硅钢磁性能,对硅钢片进行发蓝热处理。发蓝热处理温度为520℃,气氛为氧化性气氛,向炉内送入水蒸气。
25.下表为实施例和对比例发蓝热处理后涂层附着性结果如下:
在本说明书的描述中,具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
26.以上仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。因此,本发明的保护范围应以权利要求的保护范围为准。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。
