技术特征:
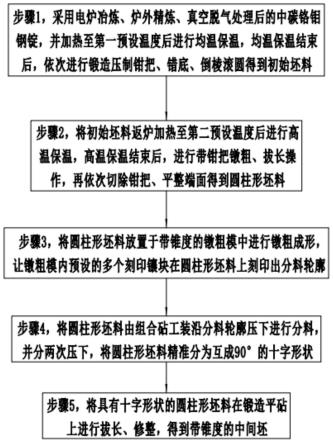
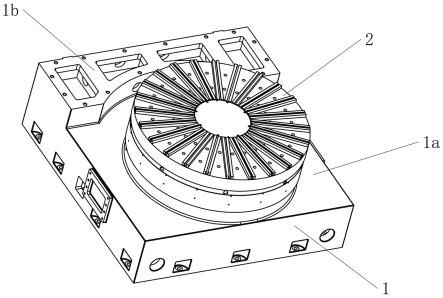
1.一种铰链梁中间坯精准制坯方法,包括:步骤1,采用电炉冶炼、炉外精炼、真空脱气处理后的中碳铬钼钢锭,并加热至第一预设温度后进行均温保温,均温保温结束后,依次进行锻造压制钳把、错底、倒棱滚圆得到初始坯料;步骤2,将初始坯料返炉加热至第二预设温度后进行高温保温,高温保温结束后,进行带钳把镦粗、拔长操作,再依次切除钳把、平整端面得到圆柱形坯料;其特征在于:还包括:步骤3,将圆柱形坯料放置于带锥度的镦粗模中进行镦粗成形,让镦粗模内预设的多个刻印镶块在圆柱形坯料上刻印出分料轮廓;步骤4,将刻印出分料轮廓的圆柱形坯料置于组合砧工装中,由组合砧工装沿圆柱形坯料上刻好的分料轮廓压下进行分料,并分两次压下,将圆柱形坯料精准分为互成90
°
的十字形状;步骤5,将具有十字形状的圆柱形坯料在锻造平砧上进行拔长、修整,得到带锥度的中间坯。2.根据权利要求1所述的铰链梁中间坯精准制坯方法,其特征在于:所述第一预设温度为1230
±
20℃,所述第二预设温度为1230
±
20℃。3.根据权利要求1所述的铰链梁中间坯精准制坯方法,其特征在于:所述步骤3中,将圆柱形坯料放入镦粗模的圆柱形镦孔内,让圆柱形坯料的高度减小且直径增大,由圆柱形镦孔竖直段上延伸至锥形段的刻印镶块刻印出分料轮廓,同时由圆柱形镦孔内的锥形段在圆柱形坯料上形成锥度。4.根据权利要求3所述的铰链梁中间坯精准制坯方法,其特征在于:所述步骤3中,在印出分料轮廓后,将刻印镶块从竖直段向锥形段延伸预设长度。5.根据权利要求3所述的铰链梁中间坯精准制坯方法,其特征在于:所述步骤3中,通过在镦粗模外侧壁上设置的两组模吊孔进行起吊,移动镦粗后的圆柱形坯料,将每组模吊孔的中心轴夹角设置为40
°
~60
°
。6.根据权利要求4或5所述的铰链梁中间坯精准制坯方法,其特征在于:所述步骤4中,将刻印了分料轮廓的圆柱形坯料吊运至上分料砧座与下分料砧座之间,通过上分料砧座具有预设分料夹角的上三角分料刀和下分料砧座具有预设分料夹角的下分料刀,沿着分料轮廓进行分料。7.根据权利要求6所述的铰链梁中间坯精准制坯方法,其特征在于:所述步骤4中,将上分料砧座与上三角分料刀一体成型,将下三角分料刀与下分料砧座进行插装式设置,让下三角分料刀通过凹座上的凹凸头与下分料砧座插装槽内的凹凸端沿进行插装式连接。8.根据权利要求7所述的铰链梁中间坯精准制坯方法,其特征在于:所述步骤4中,在凹座插装至插装槽内后,通过凹座上的第一插销孔与凹凸端沿上的第二插销孔对齐形成圆孔,并在圆孔内插入销轴进行限位。
技术总结
本发明涉及中间坯制备方法领域,具体涉及一种铰链梁中间坯精准制坯方法,将预处理后的中碳铬钼钢锭,加热至第一预设温度后进行均温保温,然后依次锻造压制钳把、错底、倒棱滚圆得到初始坯料;将初始坯料返炉加热至第二预设温度后进行高温保温,然后进行带钳把镦粗、拔长操作,再依次切除钳把、平整端面得到圆柱形坯料;将圆柱形坯料放置于镦粗模中进行镦粗成形,并刻印出分料轮廓;将圆柱形坯料由组合砧工装沿分料轮廓压下进行分料,并分两次压下,将圆柱形坯料精准分为互成90
技术研发人员:郭伦 杨文军 郭猛 范成桢 曹东升 冯李 陈用杰 陶荣 刘正 龚超
受保护的技术使用者:重庆长征重工有限责任公司
技术研发日:2022.11.17
技术公布日:2023/2/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。