1.本发明涉及包装设备技术领域,具体为一种分拣计数包装设备。
背景技术:
2.目前,市场上现有的输送设备各种各样,但是,在对于大批量小包装的物料进行物料输送时,存在以下技术问题:
3.1、无法实现对物料的分选计数输送操作,尤其是在进行大批量的小包装的物料包装时,一些不符合要求的物料也会被送入下一工序进行包装操作,比如:两个互相粘接在一起的小包装的物料会被送入下一道包装工序进行包装,这会对后续的包装生产造成阻碍的同时也降低了包装的质量,甚至会导致设备卡死、停运从而出现故障,造成生产停滞;
4.2、在对一定数量的小包装物料送入大包装袋内进行包装时,需要将准确数量的小包装物料送入大包装袋内进行包装操作,需要进行分拣计数操作,确保装入大包装袋内的物料的数目准确;
5.3、在进行大批量的带有独立小包装的物品进行输送时,比如具有独立内包装的食品或者零食,因为其表面结构的不规整,不规范,会出现堆叠在一起进行输送的现象,不利于后续的分离包装操作;
6.4、现有的输送装置只具备输送功能,而不具备实现将堆叠在一起的两个或者多个物料进行分离输送,导致后续包装工序出现卡死或者需要进行再分拣操作;
7.5、现有的不规则、不规范的小包装袋,如槟榔内袋、麻辣鱼仔内袋、鸡翅鸡腿内袋等各种各样的非标准的食品包装袋,在装入大包装袋内时,其往往因为缺乏压袋操作而卡在送料盒内或者导致推料过程中卡住推料板,甚至无法实现后续的推料和送料操作,造成工序的停滞。
8.6、在利用现有的直线往复送料装置对物料进行送料操作时,需要实现通过一次直线往复的完整行程来实现完成两次的压内袋以及推料操作,从而充分利用好每一次运动的作用实现双工位操作,将生产效率直接提升一倍,不存在空行程的现象,提高了生产效率,提高了经济效益。
9.本司结合生产实际中出现的问题,投入了大量的科研经费和人力物力设计出了一种分拣计数包装设备,用于解决上述问题。
技术实现要素:
10.本发明的目的是针对以上问题,提供一种分拣计数包装设备,它设计科学,使用方便,能够对物料进行提升送料操作、加速分离操作、分拣计数操作、压内袋推料操作、开袋封袋操作,能够对物料进行多通道输送操作,能够避免物料发生堆叠输送现象,能够避免互相粘接在一起的小包装的物料会被送入下一道工序,能够对物料进行压内袋推料操作,防止物料会停留在存料盒内或者卡住推料板,能够实现双工位推料包装操作,生产效率好,经济效益高,满足大批量物料分拣计数包装生产的实际需求。
11.为实现以上目的,本发明采用的技术方案是:一种分拣计数包装设备,包括:
12.多通道提升部,多通道提升部将物料提升输送至直线送料部上,直线振动送料部输出端设置加速送料部;
13.多组加速送料部沿着输送方向高度逐渐降低,其输送终点设置第一运料箱,第一运料箱侧部设置将物料送入第二运料箱或者第三运料箱内的分拣计数部;
14.第三运料箱输出端设置压内袋送料部,压内袋送料部将物料推送至开袋封袋部内进行包装。
15.作为本发明的进一步优化,多通道提升部包括料框,料框上方设置输送带,输送带上设置送料板,多个第一隔板与输送带构成多条输送通道,输送带上设置滚刷,滚刷端部连接第一电机输出轴端。
16.作为本发明的进一步优化,直线送料部沿输送方向设置一个或者多个,设置为多个时其高度沿着输送方向递减,直线送料部包括直线振动送料器,直线振动送料器上方设置振动托盘,振动托盘内壁上设置振动导杆。
17.作为本发明的进一步优化,加速送料部包括组成输送面的多个滚筒,多个滚筒与第二隔板构成多条输送通道,滚筒通过齿轮传动机构与第二电机输出轴端传动连接,沿着输送方向第二电机的转速递增,滚筒上方设置限位条,限位条上设置第一传感器安装座和第一传感器,第一传感器的感应端面向滚筒与第二隔板构成的输送通道。
18.作为本发明的进一步优化,分拣计数部包括铰接于第一运料箱侧部的活动板,活动板连接第一驱动单元输出端,第一驱动单元铰接于送料箱上,送料箱上设置第二驱动单元和第三驱动单元。
19.作为本发明的进一步优化,第二驱动单元和第三驱动单元输出端设置的第一挡板和第二挡板控制送料箱内部的通断,送料箱上设置第二传感器安装座和第二传感器,第二传感器安装座上设置的第二传感器面向送料箱内部。
20.作为本发明的进一步优化,压内袋送料部包括固定座和第五驱动单元,第五驱动单元输出端设置的横移板带动存料盒从支撑架内部贯穿做往复直线运动,支撑架侧部设置推料驱动单元,存料盒侧部设置第一压内袋件。
21.作为本发明的进一步优化,支撑架顶部设置第六驱动单元的输出端设置第二压内袋件,推料驱动单元输出端的推料板将存料盒内的物料从前伸板上的出料口位置处推出,出料口侧部设置外袋拨片,外袋拨片连接第八驱动单元输出端。
22.作为本发明的进一步优化,前伸板上设置导向杆滑动设置于支撑架顶部的导向座内,前伸板连接第七驱动单元输出端。
23.作为本发明的进一步优化,第一压内袋件设置于第四驱动单元输出端,第四驱动单元底部设置压内袋驱动单元。
24.本发明的有益效果:本发明提供了一种分拣计数包装设备,设计科学,使用方便,能够对物料进行提升送料操作、加速分离操作、分拣计数操作、压内袋推料操作、开袋封袋操作,能够对物料进行多通道输送操作,能够避免物料发生堆叠输送现象,能够避免互相粘接在一起的小包装的物料会被送入下一道工序,能够对物料进行压内袋推料操作,防止物料会停留在存料盒内或者卡住推料板,能够实现双工位推料包装操作,生产效率好,经济效益高,满足大批量物料分拣计数包装生产的实际需求。
25.1、本发明设置有加速送料部,沿着物料的输送方向,物料做匀加速直线运动,而堆叠在上层的物料在惯性的作用下,并不能保持下层物料一样快的速度,因此实现对堆叠在一起的物料进行迅速分离,分离的效率高,有效避免出现物料堆叠在一起输送的现象,第一传感器安装座上安装的第一传感器,检测通道内通过的物料是否正常,为后续的分拣计数操作提供判断依据。
26.2、本发明设置有分拣计数部,第一传感器安装座上安装的第一传感器检测到物料输送过程不正常,比如两个物料粘接在一起或者堆叠通过,物料从第二运料箱处输送而出,而正常的物料通过时,物料从第一运料箱进入到送料箱内,然后进入到压内袋送料部的存料盒内,为后续的压内袋送料操作提供条件,计数操作过程中,第二挡板阻止物料从送料箱内排出,第二传感器检测到物料通过的数量,达到一定的数量要求后,第一挡板下降打开,第二挡板向上打开,从而实现将一定数量的物料送入到压内袋送料部的存料盒内。
27.3、本发明设置有压内袋送料部,物料在送入到存料盒内后,第四驱动单元带动第一压内袋件伸出,压内袋驱动单元带动第四驱动单元和第一压内袋件整体下降,将存料盒内的物料进行向下压的压内袋操作,防止存料盒内的物料卡住或者导致推料过程中卡住推料板,完成一次压袋操作后的第一压内袋件收回,然后横移板带动存料盒进行横移,将存料盒送至支撑架内部,推料板对准存料盒的物料,此时,横移板上另一个完成了推料操作的存料盒则从支撑架内部离开移动到另一侧,进行另一个进料和压内袋操作,如此,就可以实现双工位压内袋推料操作,即实现通过一次直线往复的完整行程来实现完成两次的压内袋以及推料操作,从而充分利用好每一次运动的作用实现双工位操作,将生产效率直接提升一倍,不存在空行程的现象,提高了生产效率,提高了经济效益。
附图说明
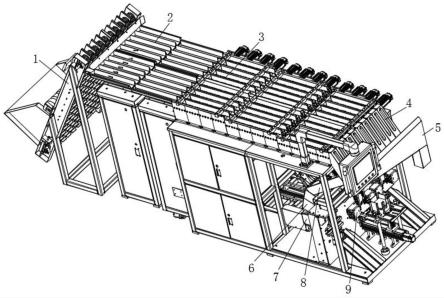
28.图1为本发明立体结构示意图。
29.图2为本发明另一视角下立体结构示意图。
30.图3为本发明另一个视觉角度下立体结构示意图。
31.图4为本发明俯视结构示意图。
32.图5为本发明侧视结构示意图。
33.图6为本发明滚筒位置处立体结构示意图。
34.图7为本发明分拣计数部位置处主视结构示意图。
35.图8为本发明物料从送料箱内通过时主视结构示意图。
36.图9为本发明开袋封袋部位置处立体结构示意图。
37.图10为本发明压内袋送料部位置处立体结构示意图。
38.图11为本发明压内袋送料部另一视角位立体结构示意图。
39.图12为本发明压内袋送料部主视结构示意图。
40.图中所述文字标注表示为:1、多通道提升部;2、直线送料部;3、加速送料部;4、第一运料箱;5、第二运料箱;6、第三运料箱;7、压内袋送料部;8、分拣计数部;9、开袋封袋部;101、料框;102、滚刷;103、第一隔板;104、第一电机;105、输送带;106、送料板;201、振动导杆;202、振动托盘;203、直线振动送料器;301、限位条;302、滚筒;303、第二隔板;304、第一传感器安装座;305、第二电机;701、推料驱动单元;702、第四驱动单元;703、压内袋驱动单
元;704、第一压内袋件;705、前伸板;706、横移板;707、存料盒;708、固定座;709、第五驱动单元;710、支撑架;711、第六驱动单元;712、导向杆;713、第七驱动单元;714、第八驱动单元;715、外袋拨片;716、出料口;717、第二压内袋件;718、推料板;801、送料箱;802、第一驱动单元;803、第二传感器安装座;804、第一挡板;805、第二驱动单元;806、第三驱动单元;807、第二挡板;808、活动板。
具体实施方式
41.为了使本领域技术人员更好地理解本发明的技术方案,下面结合附图对本发明进行详细描述,本部分的描述仅是示范性和解释性,不应对本发明的保护范围有任何的限制作用。
42.如图1-图12所示,本发明的具体结构为:一种分拣计数包装设备,包括:
43.多通道提升部1,多通道提升部1将物料提升输送至直线送料部2上,直线振动送料部2输出端设置加速送料部3,多通道提升部1设置有多个输送通道对物料进行输送操作,对大批量的小包装物料进行分通道输送,极大地提高了输送效率,直线振动送料部2用于实现对物料进行直线方向上的输送操作,多组加速送料部3的转速沿着输送方向递增,在输送物料时,物料做匀加速直线运动,而堆叠在上层的物料在惯性的作用下,并不能保持下层物料一样快的速度,因此实现对堆叠在一起的物料进行迅速分离,分离的效率高,分离的效果好,对一些具有独立包装的物料或者食品袋,对大批量物料的分离输送的效果显著,能够有效避免出现物料堆叠在一起输送的现象;
44.多组加速送料部3沿着输送方向高度逐渐降低,通过在高度上沿着输送方向设置有落差,能有效拉开物料在输送过程中的差距,出现物料在落差位置处速度缓解一下,然后继续加速输送的技术效果,其输送终点设置第一运料箱4,第一运料箱4侧部设置将物料送入第二运料箱5或者第三运料箱6内的分拣计数部8,分拣计数部8用于实现将第一运料箱4输送过来的物料进行分拣计数操作,确保使不正常的物料从第二运料箱5处输送而出,比如使两个粘结在一起的物料或者堆叠在一起输送的物料从第二运料箱5处输送而出,而正常的物料从第三运料箱6内通过进入到压内袋送料部7内,进行后续的压袋送料操作;
45.第三运料箱6输出端设置压内袋送料部7,压内袋送料部7将物料推送至开袋封袋部9内进行包装,压内袋送料部7实现对从第三运料箱6内输送而来的物料进行压袋操作和送料操作,将物料送至开袋封袋部9内进行包装,压内袋送料部7通过一次直线往复的完整行程来实现完成两次的压内袋以及推料操作,从而充分利用好每一次运动的作用来实现双工位操作,将生产效率直接提升一倍,不存在空行程的现象,提高了生产效率,提高了经济效益,开袋封袋部9可以采用cn112623369b所记载的机构或其他现有技术来实现。
46.作为本发明具体的一个实施例,为了有利于实现对物料进行多通道的提升运输操作,多通道提升部1包括料框101,料框101上方设置输送带105,输送带105上设置送料板106,多个第一隔板103与输送带105构成多条输送通道,输送带105上设置滚刷102,滚刷102端部连接第一电机104输出轴端,更具体的是,输送带105向着倾斜向上的方向做输送运动,送料板106将料框101内的物料带动输送至直线送料部2上,驱动第一电机104,滚刷102做旋转运动,滚刷102将输送带105上堆叠的物料进行阻挡,从而实现避免物料在输送带105上发生堆叠输送的现象。
47.作为本发明具体的一个实施例,为了有利于实现将物料进行直线送料操作,实现将物料输送至加速送料部3上,直线送料部2沿输送方向设置一个或者多个,设置为多个时其高度沿着输送方向递减,直线送料部2包括直线振动送料器203,直线振动送料器203上方设置振动托盘202,振动托盘202内壁上设置振动导杆201,更具体的是,直线振动送料器203为本领域技术人员已知现有的技术手段,是一种将物料进行直线传送的机械装置,振动托盘202起到传递振动直线输送物料的作用,振动导杆201的作用是防止物料在输送过程中贴住振动托盘202的内壁,从而无法实现输送操作。
48.作为本发明具体的一个实施例,为了有利于实现防止出现物料堆叠输送的现象,加速送料部3包括组成输送面的多个滚筒302,多个滚筒302与第二隔板303构成多条输送通道,滚筒302通过齿轮传动机构与第二电机305输出轴端传动连接,沿着输送方向第二电机305的转速递增,滚筒302上方设置限位条301,限位条301上设置第一传感器安装座304和第一传感器,第一传感器的感应端面向滚筒302与第二隔板303构成的输送通道,第二电机305输出轴端带动滚筒302做旋转运动,沿着物料的输送方向,物料做匀加速直线运动,而堆叠在上层的物料在惯性的作用下,并不能保持下层物料一样快的速度,因此实现对堆叠在一起的物料进行迅速分离,分离的效率高,有效避免出现物料堆叠在一起输送的现象,第一传感器安装座304上安装的第一传感器,检测通道内通过的物料是否正常,为后续的分拣计数操作提供判断依据。
49.作为本发明具体的一个实施例,为了有利于实现对物料进行分拣计数操作,分拣计数部8包括铰接于第一运料箱4侧部的活动板808,活动板808连接第一驱动单元802输出端,第一驱动单元802铰接于送料箱801上,送料箱801上设置第二驱动单元805和第三驱动单元806,更具体的是,各个驱动单元可以采用气缸、电动推杆、直线电机等任意一种做往复直线运动的机构或者驱动元件,第一传感器安装座304上安装的第一传感器检测到物料输送过程不正常,比如两个物料粘接在一起或者堆叠通过,物料从第二运料箱5处输送而出,而正常的物料通过时,物料从第一运料箱4进入到送料箱801内,然后进入到压内袋送料部7的存料盒707内,为后续的压内袋送料操作提供条件。
50.作为本发明具体的一个实施例,为了有利于实现对物料进行分拣计数操作,实现将一定数量的物料进行计数操作,第二驱动单元805和第三驱动单元806输出端设置的第一挡板804和第二挡板807控制送料箱801内部的通断,送料箱801上设置第二传感器安装座803和第二传感器,第二传感器安装座803上设置的第二传感器面向送料箱801内部,更具体的是,输送过程中,第二挡板807阻止物料从送料箱801内排出,第二传感器检测到物料通过的数量,达到一定的数量要求后,第一挡板804下降打开,第二挡板807向上打开,从而实现将一定数量的物料送入到压内袋送料部7的存料盒707内。
51.作为本发明具体的一个实施例,为了有利于实现对物料进行压内袋送料操作,压内袋送料部7包括固定座708和第五驱动单元709,第五驱动单元709输出端设置的横移板706带动存料盒707从支撑架710内部贯穿做往复直线运动,支撑架710侧部设置推料驱动单元701,存料盒707侧部设置第一压内袋件704,物料在送入到存料盒707内后,第四驱动单元702带动第一压内袋件704伸出,压内袋驱动单元703带动第四驱动单元702和第一压内袋件704整体下降,将存料盒707内的物料进行向下压的压内袋操作,防止存料盒707内的物料卡住或者导致推料过程中卡住推料板718,甚至无法实现后续的推料和送料操作,造成工序的
停滞,完成一次压袋操作后的第一压内袋件704收回,然后横移板706带动存料盒707进行横移,将存料盒707送至支撑架710内部,推料板718对准存料盒707的物料,此时,横移板706上另一个完成了推料操作的存料盒707则从支撑架710内部离开移动到另一侧,如此,就可以实现双工位压内袋推料操作,即实现通过一次直线往复的完整行程来实现完成两次的压内袋以及推料操作,从而充分利用好每一次运动的作用实现双工位操作,将生产效率直接提升一倍,不存在空行程的现象,提高了生产效率,提高了经济效益。
52.作为本发明具体的一个实施例,为了有利于实现对物料进行压内袋送料操作,支撑架710顶部设置第六驱动单元711的输出端设置第二压内袋件717,推料驱动单元701输出端的推料板718将存料盒707内的物料从前伸板705上的出料口716位置处推出,出料口716侧部设置外袋拨片715,外袋拨片715连接第八驱动单元714输出端,更具体的是,第二压内袋件717能够对存料盒707内的物料进行第二次压内袋操作,第七驱动单元713输出端能够带动前伸板705向前伸出一段距离,将出料口716插入撑开的外包装袋内,外袋拨片715能够向两侧张开,起到将外包装袋两侧扩大的作用,从而使物料能够顺利从出料口716内推送进入到外包装袋内,外袋拨片715的设置能够有效的防止内袋物料与外包装袋边缘发生碰触,从而极大的提高了包装的可靠性和稳定性。
53.作为本发明具体的一个实施例,为了有利于实现对物料进行压内袋送料操作,前伸板705上设置导向杆712滑动设置于支撑架710顶部的导向座内,前伸板705连接第七驱动单元713输出端,导向杆712起到导向的作用,第七驱动单元713是本领域技术人员所熟知的常规直线推动元件,可以采用气缸、电动推杆、直线电机等任意一种做往复直线运动的机构或者驱动元件。
54.作为本发明具体的一个实施例,为了有利于实现对物料进行压内袋送料操作,第一压内袋件704设置于第四驱动单元702输出端,第四驱动单元702底部设置压内袋驱动单元703。
55.需要说明的是,在本文中,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
56.本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实例的说明只是用于帮助理解本发明的方法及其核心思想。以上所述仅是本发明的优选实施方式,应当指出,由于文字表达的有限性,而客观上存在无限的具体结构,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进、润饰或变化,也可以将上述技术特征以适当的方式进行组合;这些改进润饰、变化或组合,或未经改进将发明的构思和技术方案直接应用于其它场合的,均应视为本发明的保护范围。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。