tp保护膜斜切工艺
技术领域
1.本发明涉及模切生产的技术领域,具体为tp保护膜斜切工艺。
背景技术:
2.现有的tp保护膜加工工艺,都是垂直冲压平面,从保护膜硬化面下刀,垂直冲切出产品外形,这种通用的加工工艺,模切剖面与保护膜硬化面形成90
°
夹角,帖屏后保护膜边缘刮手感明显,容易出现割伤接触皮肤风险,产品体验感较差。
技术实现要素:
3.针对上述问题,本发明提供了tp保护膜斜切工艺,其使得保护膜的边缘为钝角结构,有效解决保护膜边缘刮手的问题。
4.tp保护膜斜切工艺,其特征在于:将需要冲切边缘的保护膜置于带有向下外扩弧边的下模支承块上,之后将刀模上而下向下冲切,刀模的刀锋对应于保护膜的外缘位置为偏向外向下倾斜设置。
5.其进一步特征在于:
6.所述下模支承块的对应于保护膜边缘的位置设置有向下外扩弧边结构,所述向下外扩弧边为向上拱起的弧边;
7.所述tp保护膜的下层胶面复合托底载膜后再进行刀模的冲切作业;
8.所述刀模向下冲切的距离确保将tp保护膜冲切断、但不会冲切断托底载膜,从而保证下模支承块的表面不会被损坏,确保长期稳定可靠作业;
9.在进行tp保护膜的边缘冲切时,刀模包括至少两组,所有的刀模冲切完成后使得tp保护膜的四边边缘成型;
10.每组刀模对应于tp保护膜的至少一边;
11.优选地,刀模包括两组,其具体为两组l型刀模,两组l型刀模拼合形成tp保护膜的四边;
12.优选地,刀模包括两组,其具体为一三边刀模、一直边刀模,两组刀模拼合形成tp保护膜的四边;
13.所述tp保护膜的边缘部分沿着下模支承块的向下外扩弧边结构布置,之后通过斜面刀锋冲切形成100
°
~135
°
的斜切角;
14.所述刀模的两侧为相同角度刀锋,确保刀模可以双面使用作业。
15.采用本发明后,刀模板在上部驱动件的驱动下下压,通过斜面刀锋对tp保护膜进行冲切,由于边缘的保护膜置于带有向下外扩弧边的下模支承块上,向下冲切过程后,tp保护膜复位,其使得保护膜的边缘为钝角结构,有效解决保护膜边缘刮手的问题。
附图说明
16.图1为成品tp保护膜的结构示意图;
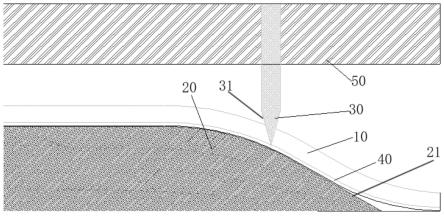
17.图2为本发明的斜切示意图;
18.图3为斜切完成后的切面放大示意图。
具体实施方式
19.tp保护膜斜切工艺,见图1-图3:将需要冲切边缘的保护膜10置于带有向下外扩弧边21的下模支承块20上,之后将刀模30上而下向下冲切,刀模30的刀锋31对应于保护膜10的外缘位置为偏向外向下倾斜设置。
20.具体实施时,下模支承块20的对应于保护膜10边缘的位置设置有向下外扩弧边结构21,向下外扩弧边21为向上拱起的弧边;
21.tp保护膜10包括上层硬化面11、中部膜12、下层胶面13,中部膜12在冲切后其边缘形成斜切面14,具体实施时tp保护膜10的下层胶面13复合托底载膜40后再进行刀模30的冲切作业;
22.刀模板50固接刀模30的上部,刀模30的下部刀锋31朝向下布置,刀模30向下冲切的距离确保将tp保护膜10冲切断、但不会冲切断托底载膜40,从而保证下模支承块30的表面不会被损坏,确保长期稳定可靠作业;
23.在进行tp保护膜10的边缘冲切时,刀模30包括至少两组,所有的刀模30冲切完成后使得tp保护膜10的四边边缘成型;每组刀模30对应于tp保护膜10的至少一边。
24.具体实施例中,刀模30包括两组,其具体为两组l型刀模,两组l型刀模拼合形成tp保护膜的四边。
25.另一具体实施例中,刀模30包括两组,其具体为一三边刀模、一直边刀模,两组刀模拼合形成tp保护膜的四边。
26.具体实施时,tp保护膜10的边缘部分沿着下模支承块20的向下外扩弧边结构21布置,之后通过斜面刀锋冲切形成和上层硬化面11成角为100
°
~135
°
的斜切面14;刀模30的两侧为相同角度刀锋31,确保刀30模可以双面使用作业。
27.其工作原理如下:刀模板在上部驱动件的驱动下下压,通过斜面刀锋对tp保护膜进行冲切,由于边缘的保护膜置于带有向下外扩弧边的下模支承块上,向下冲切过程后,tp保护膜复位,其使得保护膜的边缘为钝角结构,有效解决保护膜边缘刮手的问题。
28.对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
29.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
技术特征:
1.tp保护膜斜切工艺,其特征在于:将需要冲切边缘的保护膜置于带有向下外扩弧边的下模支承块上,之后将刀模上而下向下冲切,刀模的刀锋对应于保护膜的外缘位置为偏向外向下倾斜设置。2.如权利要求1所述的tp保护膜斜切工艺,其特征在于:所述下模支承块的对应于保护膜边缘的位置设置有向下外扩弧边结构,所述向下外扩弧边为向上拱起的弧边。3.如权利要求1所述的tp保护膜斜切工艺,其特征在于:所述tp保护膜的下层胶面复合托底载膜后再进行刀模的冲切作业。4.如权利要求3所述的tp保护膜斜切工艺,其特征在于:所述刀模向下冲切的距离确保将tp保护膜冲切断、但不会冲切断托底载膜,从而保证下模支承块的表面不会被损坏。5.如权利要求1所述的tp保护膜斜切工艺,其特征在于:在进行tp保护膜的边缘冲切时,刀模包括至少两组,所有的刀模冲切完成后使得tp保护膜的四边边缘成型。6.如权利要求5所述的tp保护膜斜切工艺,其特征在于:每组刀模对应于tp保护膜的至少一边。7.如权利要求5所述的tp保护膜斜切工艺,其特征在于:刀模包括两组,其具体为两组l型刀模,两组l型刀模拼合形成tp保护膜的四边。8.如权利要求5所述的tp保护膜斜切工艺,其特征在于:刀模包括两组,其具体为一三边刀模、一直边刀模,两组刀模拼合形成tp保护膜的四边。9.如权利要求1所述的tp保护膜斜切工艺,其特征在于:所述tp保护膜的边缘部分沿着下模支承块的向下外扩弧边结构布置,之后通过斜面刀锋冲切形成100
°
~135
°
的斜切角。10.如权利要求1所述的tp保护膜斜切工艺,其特征在于:所述刀模的两侧为相同角度刀锋,确保刀模可以双面使用作业。
技术总结
本发明提供了TP保护膜斜切工艺,其使得保护膜的边缘为钝角结构,有效解决保护膜边缘刮手的问题。将需要冲切边缘的保护膜置于带有向下外扩弧边的下模支承块上,之后将刀模上而下向下冲切,刀模的刀锋对应于保护膜的外缘位置为偏向外向下倾斜设置。为偏向外向下倾斜设置。为偏向外向下倾斜设置。
技术研发人员:王春生 王改名
受保护的技术使用者:深圳安洁电子有限公司
技术研发日:2022.11.17
技术公布日:2023/2/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。