技术特征:
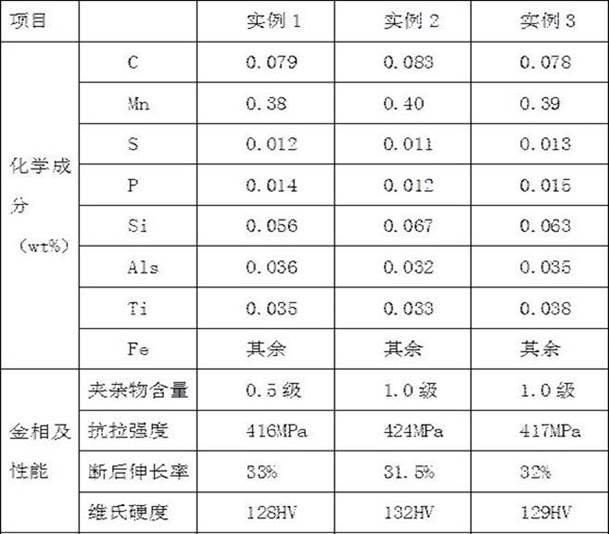
1.一种光面导轨料冷轧带钢生产方法,其特征在于,按以下步骤进行:s1、冶炼钢水,将钢水送入连铸工序浇铸成铸坯;s2、将铸坯送入加热炉进行加热,一加段温度800~1050℃,二加段温度1210~1270℃,均热段温度1210~1260℃,总加热时间>100min;s3、将加热后的铸坯送到热轧工序进行轧制,粗轧入口温度≥1120℃,精轧入口温度≥970℃,终轧温度860~900℃,卷取温度605~635℃,层冷阶段采用前两组集中 后段稀疏冷却的层冷方式卷取成卷;s4、将热轧后得到的热轧带钢送入酸洗冷轧工序,冷轧轧制速度小于等于600m/min,将冷轧后得到的冷硬成品卷取成卷;s5、将冷硬成品卷送入脱脂工序,脱脂机组生产速度小于等于280m/min;s6、使用罩式退火炉对组垛好的冷硬成品卷进行退火,退火温度620℃,保温10小时;s7、退火后的钢卷冷却,再进入平整工序;s8、将平整后的带钢送入拉矫工序,拉矫机采用恒张力模式,生产速度小于等于150m/min,完成光面导轨料冷轧带钢的生产。2.根据权利要求1所述的光面导轨料冷轧带钢生产方法,其特征在于,s1中钢水的主要化学成分及其具体质量百分比为:c:0.06~0.09%,si:0.05~0.12%,mn:0.30~0.45%,s≤0.025%,p≤0.025%,als:0.015~0.045%,ti:0.025~0.040%,其余为fe和不可避免的杂质元素。3.根据权利要求1所述的光面导轨料冷轧带钢生产方法,其特征在于,s1的具体步骤包括:冶炼钢水;出钢:当钢水铺满钢包底时,加入渣洗料2kg/t,顶渣灰2kg/t进行出钢渣洗;吹氩:强吹2~3分钟,软吹13分钟;将钢水吊往连铸工序浇铸成铸坯,连铸过程全程吹氩。4.根据权利要求1所述的光面导轨料冷轧带钢生产方法,其特征在于,s5中脱脂后的冷硬成品卷的反射率大于95%。5.根据权利要求1所述的光面导轨料冷轧带钢生产方法,其特征在于,s6退火过程中持续使用氢气吹扫,氢气纯度≥99.999%,吹扫流量15~25m3/h。6.根据权利要求1所述的光面导轨料冷轧带钢生产方法,其特征在于,s7中平整轧辊要求采用镀铬光辊,表面粗糙度ra=0.3~0.5um,平整机采用恒延伸率控制模式。
技术总结
本发明提供一种光面导轨料冷轧带钢生产方法,涉及金属轧制技术领域。本方法包括出钢、连铸、铸坯加热、热轧、酸洗冷轧、脱脂、退火、平整和拉矫等工序。通过对带钢成分以及生产工艺的优化,实现在无精炼炉条件下,确保冷轧带钢表面质量优良,保证夹杂物含量≤1.5级,抗拉强度>400MPa,维氏硬度达到120~140HV,粗糙度0.3~0.5um,达到400公斤荷载不变形和6万次抽拉无损伤的要求。拉无损伤的要求。
技术研发人员:孙仕良 邓艳通 冉孟伦 刘伟 周兴焘 张龙 徐子娟 刘光磊 黄莎莎 孙玉良 赵荣 杨东 张晓蒙 刘金英 张凯 安建斌 齐超群 侯朝君 张铭志
受保护的技术使用者:唐山瑞丰钢铁(集团)有限公司
技术研发日:2022.11.17
技术公布日:2023/2/3
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。