1.本发明涉及钨线、锯线及丝网印刷用钨线。
背景技术:
2.以往,已知有由提高了相对于钨的合金比率的具有高抗拉强度的钨合金线形成的医疗用针(例如参照专利文献1)。在专利文献1中,公开了线径为0.10mm的钨合金线,抗拉强度最大成为4459.0n/mm2(=mpa)。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开2014-169499号公报
技术实现要素:
6.发明所要解决的课题
7.为了不限于医疗用针地在各种领域中有效利用,要求与以往相比抗拉强度高的钨线。作为金属线,与具有最大强度的钢琴线相比,对于在化学上稳定、并且具有高弹性模量及高熔点的钨在工业上的期待大。
8.于是,本发明的目的是提供具有比钢琴线的一般的抗拉强度高的抗拉强度的钨线、锯线及丝网印刷用钨线。
9.用于解决课题的手段
10.本发明的一个方案的钨线为由钨或钨合金形成的钨线,上述钨线的与线轴垂直的方向上的表面晶粒的宽度的平均值为98nm以下,上述钨线的抗拉强度为3900mpa以上,上述钨线的线径大于100μm且为225μm以下。
11.此外,本发明的一个方案的钨线为由钨或钨合金形成的钨线,上述钨线的与线轴垂直的方向上的表面晶粒的宽度的平均值为98nm以下,上述钨线的抗拉强度为3900mpa以上,上述钨线的线径为18μm以上且225μm以下,在将上述抗拉强度设定为t[mpa]、将上述线径设定为d[μm]的情况下,t≥4758
×d2-7258.3
×
d 5275.5成立。
[0012]
本发明的一个方案的锯线具备上述钨线。
[0013]
本发明的一个方案的丝网印刷用钨线具备上述钨线。
[0014]
发明效果
[0015]
根据本发明,能够提供具有比钢琴线的一般的抗拉强度高的抗拉强度的钨线等。
附图说明
[0016]
图1是实施方式的钨线的示意性的立体图。
[0017]
图2a是将实施例1的钨线的表面放大而表示的图。
[0018]
图2b是将实施例2的钨线的表面放大而表示的图。
[0019]
图2c是将实施例3的钨线的表面放大而表示的图。
[0020]
图2d是将实施例4的钨线的表面放大而表示的图。
[0021]
图2e是将实施例5的钨线的表面放大而表示的图。
[0022]
图3是表示表面晶粒的宽度的平均值与抗拉强度的关系的图。
[0023]
图4是表示线径与抗拉强度的关系的图。
[0024]
图5是表示实施方式的钨线的制造方法的流程图。
[0025]
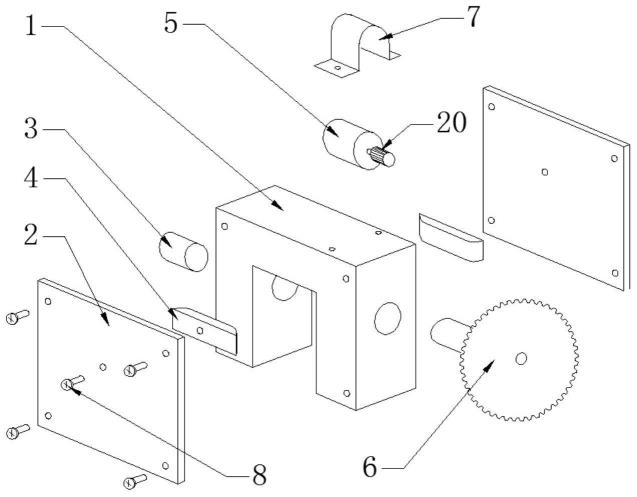
图6是表示实施方式的切断装置的立体图。
[0026]
图7是表示实施方式的丝网的立体图。
具体实施方式
[0027]
以下,对于本发明的实施方式的钨线、锯线及丝网印刷用钨线,使用附图进行详细说明。另外,以下说明的实施方式均表示本发明的一具体例子。因此,以下的实施方式中所示的数值、形状、材料、构成要素、构成要素的配置及连接方式、步骤、步骤的顺序等为一个例子,不是限定本发明的主旨。因而,在以下的实施方式中的构成要素中,关于在独立权利要求中未记载的构成要素,作为任选的构成要素进行说明。
[0028]
此外,各图是示意图,不一定被严密地图示。因此,例如,各图中比例尺等不一定一致。此外,在各图中,对于实质上同一构成标注同一符号,重复的说明省略或简化。
[0029]
此外,在本说明书中,垂直或一致等表示要素间的关系性的术语、及圆形或长方形等表示要素的形状的术语、以及数值范围并非仅表示严格的意思的表述,而是意味着也包含实质上同等的范围、例如数个百分比左右的差异的表述。
[0030]
(实施方式)
[0031]
[钨线]
[0032]
首先,对实施方式的钨线的构成进行说明。
[0033]
图1是本实施方式的钨线10的示意性的立体图。图1中,示出了钨线10被卷绕到卷取用的芯材上的例子,进而,将钨线10的一部分放大而示意性地表示。
[0034]
本实施方式的钨线10由钨(w)或钨合金形成。钨线10中的钨的含有率例如为99重量%以上。钨的含有率可以为99.5重量%以上,也可以为99.9重量%以上,还可以为99.99重量%以上。另外,钨的含有率为钨的重量相对于钨线10的重量的比例。关于后述的铼(re)及钾(k)等其他的金属元素等的含有率也同样。
[0035]
钨合金例如为铼与钨的合金(rew合金)。铼的含有率越高,越能提高钨线10的抗拉强度。另外,在铼的含有率过高的情况下,例如在铼的含有率超过9重量%的情况下,若在保持较高钨线10的抗拉强度的状态下进行钨线的细线化,则会产生断线,长条的拉丝变难。
[0036]
在本实施方式中,钨线10中的铼的含有率为0.1重量%以上且1重量%以下。例如,铼的含有率也可以为0.5重量%以上。
[0037]
另外,在钨线10中,也可以包含在制造上避免不了的不可避免的杂质。此外,钨的含有率也可以低于99重量%。铼的含有率也可以大于1重量%。
[0038]
钨线10的线径为225μm以下。例如,钨线10的线径大于100μm且为225μm以下。另外,钨线10的线径也可以为100μm以下。钨线10的线径也可以为18μm以上且225μm以下。
[0039]
在本实施方式中,钨线10的线径是均匀的。另外,也可以不完全均匀,在沿着线轴方向前进的情况下,根据部位的不同,例如也可以包含1%等数个百分比左右的差。钨线10
如图1中所示的那样例如与线轴p正交的截面中的截面形状为圆形。截面形状也可以为正方形、长方形或椭圆形等。
[0040]
此外,钨线10的弹性模量为350gpa以上且450gpa以下。这里,弹性模量为纵向弹性模量。另外,钢琴线的弹性模量一般为150gpa~250gpa的范围。即,钨线10具有钢琴线的约2倍的弹性模量。所谓弹性模量为约2倍是指,相同线径时钨线的挠曲量成为钢琴线的约1/2。另外,挠曲量是在两端支撑钨线或钢琴线时挠曲的量,通过将各线近似为“梁(横梁)”来求出。若挠曲量设定为相同,则在将钢琴线的线径设定为100%时,钨线10的线径成为约84%,能够变细约16%。在作为锯线来利用的情况下,能够削减切削费。
[0041]
通过弹性模量为350gpa以上,钨线10变得难以变形。即,钨线10变得难以拉伸。另一方面,通过弹性模量为450gpa以下,即使弹性模量高,若抗拉强度(应力)充分高,则由于弹性区域的拉伸(应变)变大,因此也能够使钨线10变形。具体而言,能够使钨线10弯曲,因此,例如,在作为锯线来利用的情况下,能够容易地进行向导辊等上的卷绕。
[0042]
由钨或钨合金形成的钨线10的抗拉强度为3900mpa以上。此外,钨线10的抗拉强度也可以为5000mpa以上,还可以为5300mpa以上。钨线10的抗拉强度相对于钨线10中的铼的含有率、线径及表面晶粒的宽度的平均值各自具有规定的相关关系。因此,钨线10的抗拉强度可以通过适当调整铼的含有率、线径、及表面晶粒的宽度的平均值中的至少1者而设定为所期望的值。例如能够实现具有超过约5500mpa的高抗拉强度的钨线10。以下,对抗拉强度与各种参数的关系进行说明。
[0043]
[表面晶粒的宽度的平均值]
[0044]
首先,对钨线的抗拉强度与表面晶粒的宽度的平均值的关系进行说明。
[0045]
表面晶粒为钨线的表面中的钨或钨合金的晶粒。在本实施方式的钨线中,与线轴p正交的方向上的表面晶粒的宽度的平均值为98nm以下。与线轴p正交的方向上的表面晶粒的宽度是指沿着与线轴p正交的方向的表面晶粒的长度。
[0046]
以下,对发明者们所制造的多条钨线的样品的抗拉强度与表面晶粒的宽度的关系进行说明。
[0047]
图2a~图2e分别是将实施例1~5的钨线的表面放大而表示的图。各图表示钨线的表面的sem(scanning electron microscope,扫描电子显微镜)像。各图所表示的范围例如如图1中所示的那样相当于钨线10的表面20的由虚线所围成的矩形的范围。在各图中,同一浓度(颜色)的范围表示1个晶粒。各图的纸面左右方向为与线轴p平行的方向。晶粒在沿着线轴p的方向上长条状地延伸。
[0048]
在各图中,在中央附近所画的实线l是在与线轴p垂直的方向上延伸的直线。表面晶粒的宽度的平均值通过在各图中所示的范围内,沿着实线l对晶粒与晶粒的边界(即,晶界)的数目进行计数来算出。具体而言,通过将计数范围内的实线l的长度除以“晶界数 1”,从而算出表面晶粒的宽度的平均值。另外,在各图中,与实线l正交的短的多个线段分别表示晶界。
[0049]
将基于晶界数的计数结果而算出的表面晶粒的宽度的平均值与抗拉强度的关系示于表1中。
[0050]
表1
[0051][0052]
另外,表1中所示的实施例1~5为99.5重量%的钨线。表1中的加工率为常温拉丝的加工率。关于加工率的详细情况,与钨线的制造方法一起在下文进行说明。
[0053]
图3是表示表面晶粒的宽度的平均值与抗拉强度的关系的图。在图3中,横轴表示表面晶粒的宽度的平均值[nm],纵轴表示抗拉强度[mpa]。此外,图3的各标绘的旁边所记载的1~8的数值是指各标绘为实施例1~8各自的测定结果。
[0054]
如表1及图3中所示的那样,表面晶粒的宽度的平均值与抗拉强度存在负的相关关系。即,表面晶粒的宽度的平均值越小,则抗拉强度变得越高。特别是如将实施例2与实施例3比较而获知的那样,即使线径为相同的32μm、钨的含有率为相同的99.5重量%,通过表面晶粒的宽度的平均值不同,也能够使抗拉强度不同。另外,表面晶粒的宽度的平均值可通过使常温拉丝的加工率不同来调整。具体而言,常温拉丝的加工率变得越高,则越能够减小表面晶粒的宽度的平均值,越能够提高抗拉强度。
[0055]
图3中还以圆形记号的标绘表示了线径为50μm的多个样品(实施例6~8)。将实施例6~8各自的表面晶粒的宽度的平均值与抗拉强度的关系示于表2中。
[0056]
表2
[0057][0058]
关于实施例6~8的样品的抗拉强度与表面晶粒的宽度的平均值的关系,若通过多项式近似来求出,则在将抗拉强度设定为t[mpa],将表面晶粒的宽度的平均值设定为w[nm]的情况下,以下的式(1)成立。
[0059]
(1)t=0.3088
×w2-72.798
×
w 8516.8
[0060]
另外,若钨线的线径不同,则式(1)的系数也发生变化,但抗拉强度t与表面晶粒的宽度的平均值w具有负的相关关系没有改变。此外,即使是线径较大不同的情况下,如图3中所示的那样,抗拉强度t与表面晶粒的宽度的平均值w也大概具有以式(1)中所示的曲线作为基准而包含于-500mpa~ 200mpa的范围内的关系。即,不管线径如何,抗拉强度t与表面晶粒的宽度的平均值w都满足以下的式(2)的不等式所表示的关系。
[0061]
(2) 0.3088
×w2-72.798
×
w 8016.8≤t≤0.3088
×w2-72.798
×
w 8716.8
[0062]
如以上那样,通过减小表面晶粒的宽度的平均值,能够实现具有高抗拉强度的钨线。
[0063]
[线径]
[0064]
接着,对钨线的抗拉强度与线径的关系进行说明。
[0065]
图4是表示线径与抗拉强度的关系的图。在图4中,横轴表示钨线的线径[μm],纵轴表示钨线的抗拉强度[mpa]。图4的各标绘的旁边所记载的1~5、9~11的数值是指各标绘为实施例1~5、9~11各自的测定结果。
[0066]
如图4中所示的那样,线径与抗拉强度存在负的相关关系。即,线径越小,则抗拉强度变得越高,线径越大,则抗拉强度变得越低。
[0067]
在本实施方式的钨线中,在将线径设定为d[μm]的情况下,满足以下的式(3)的范围。
[0068]
(3)4758
×d2-7258.3
×
d 5275.5≤t≤4758
×d2-7258.3
×
d 6100
[0069]
式(3)的不等式的左侧的二次函数以图4的实线表示。图4的实线是使用常温拉丝的加工率为70%的标绘(圆形记号所示的5个标绘)通过多项式近似而求出的。圆形记号的5个标绘与表1中所示的实施例1、3~5和表3中所示的实施例9相对应。
[0070]
表3
[0071][0072]
式(3)的不等式的右侧的二次函数以图4的虚线表示。图4的虚线是将图4的实线平行移动而得到的线,并且是从相当于实施例2(常温拉丝的加工率为90%)的三角记号的标绘通过的线。即,即使是相同的线径,通过提高常温拉丝的加工率,也能够提高抗拉强度。
[0073]
另外,图4中以点线的框来表示专利文献1中公开的满足以往的线径与抗拉强度的关系的范围。根据本实施方式,通过将常温拉丝的加工率设定为70%以上,并调整表面晶粒的宽度的平均值,能够实现比以往高的抗拉强度的钨线。
[0074]
[铼的含有率]
[0075]
接着,对钨线中的铼的含有率与线径的关系进行说明。
[0076]
图4中以四角记号的标绘来表示图3中所示的实施例10及11。如由图4表明的那样,即使是相同的线径,通过提高铼的含有率,铼钨合金的晶粒也容易变小。由此,能够提高钨线的抗拉强度。
[0077]
另外,如上述那样,在铼的含有率变得过高的情况下,若在保持较高抗拉强度的状态下进行钨线的细线化,则会产生断线,长条的拉丝困难。以往,为了提高钨线的抗拉强度,包含10重量%以上的铼。在像这样包含大量铼的情况下,难以实现低于100μm的线径的钨线。此外,根据本实施方式,获知即使是至多0.5重量%或1重量%左右的铼的含有率,此外即使是99.5重量%以上的钨线,也能够实现比以往高的抗拉强度。
[0078]
[钨线的制造方法]
[0079]
接着,对于本实施方式的钨线10的制造方法,使用图5进行说明。图5是表示本实施方式的钨线10的制造方法的流程图。
[0080]
如图5中所示的那样,首先,准备钨锭(s10)。具体而言,通过准备钨粉末的集合物,对所准备的集合物进行压制及烧结(sinter),从而制作钨锭。
[0081]
另外,在制造由钨合金形成的钨线10的情况下,准备将钨粉末与金属粉末(例如,铼粉末)以规定的比例混合而得到的混合物来代替钨粉末的集合物。钨粉末及铼粉末的平均粒径例如为3μm以上且4μm以下的范围,但不限于此。
[0082]
接着,对所制作的钨锭进行型锻加工(s12)。具体而言,通过对钨锭从周围进行锻造压缩而使其伸展,成形为线状的钨线。代替型锻加工,也可以是轧制加工。
[0083]
例如,通过反复进行型锻加工,将直径为约15mm以上且约25mm以下的钨锭成形为线径为约3mm的钨线。在型锻加工的途中的工序中,通过实施退火处理,确保以后的处理中的加工性。例如,在直径为8mm以上且10mm以下的范围内,实施2400℃的退火处理。但是,为了确保由晶粒微细化带来的抗拉强度,在直径低于8mm的型锻工序中,不实施退火处理。
[0084]
接着,在加热拉丝之前将钨线在900℃下加热(s14)。具体而言,通过燃烧器等直接对钨线进行加热。通过对钨线进行加热,在钨线的表面形成氧化物层,从而在以后的加热拉丝中在加工中不会发生断线。
[0085]
接着,进行加热拉丝(s16)。具体而言,使用1个以上的拔丝模,一边加热一边进行钨线的拉丝、即钨线的拔丝(细线化)。加热温度例如为1000℃。另外,加热温度越高,则钨线的加工性越提高,因此能够容易地进行拉丝。加热拉丝一边更换拔丝模一边反复进行。使用了1个拔丝模的通过1次拉丝得到的钨线的断面减少率例如为10%以上且40%以下。在加热拉丝工序中,也可以使用将石墨分散在水中而得到的润滑剂。
[0086]
反复进行加热拉丝(s16),直至得到所期望的线径的钨线为止(s18中为“否”)。这里的所期望的线径为即将进行最后的拉丝工序(s20)之前的阶段的线径,例如约为712μm以下。
[0087]
在加热拉丝的反复进行中,可使用与跟前的拉丝中使用的拔丝模相比孔径小的拔丝模。此外,在加热拉丝的反复进行中,以比跟前的拉丝时的加热温度低的加热温度对钨线进行加热。例如,最后的拉丝工序的跟前的拉丝工序中的加热温度比之前的加热温度低,例如为400℃,有助于晶粒的微细化。
[0088]
在得到所期望的线径的钨线、下一拉丝工序为最后的情况下(s18中为“是”),以加工率70%以上进行常温拉丝(s20)。即,通过不加热地进行钨线的拉丝,实现进一步的晶粒的微细化。此外,还具有通过常温拉丝而使晶体取向在加工轴方向(具体而言,与线轴p平行的方向)上一致的效果。所谓常温例如为0℃以上且50℃以下的范围的温度,作为一个例子为30℃。具体而言,使用孔径不同的多个拔丝模来进行钨线的拉丝。在常温拉丝中,使用水溶性等的液体润滑剂。由于在常温拉丝中不进行加热,因此可抑制液体的蒸发。因此,作为液体润滑剂可发挥充分的功能。相对于以往的传统的钨线的加工方法即600℃以上的加热拉丝,通过不对钨线进行加热,此外,一边用液体润滑剂冷却一边进行加工,从而抑制动态恢复及动态再结晶,不会断线,有助于晶粒的微细化,可得到高的抗拉强度。
[0089]
加工率使用常温拉丝跟前的线径db和刚常温拉丝后的线径da,通过以下的式(4)来表示。
[0090]
(4)加工率={1-(da/db)2}
×
100
[0091]
如由式(4)获知的那样,通过常温拉丝而线径越大地减小,则该加工率成为越大的值。例如,即使常温拉丝跟前的线径db相同,也是加工率越大,则刚常温拉丝后的线径da变得越小。通过增大加工率,由常温拉丝带来的钨线的细线化的程度变大,即,可得到更细的
钨线。常温拉丝的加工率为70%以上,但也可以为80%以上,也可以为90%以上,还可以为95%以上。
[0092]
为了得到刚常温拉丝后的线径大于100μm的钨线,只要增大常温拉丝跟前的线径即可。例如,为了得到常温拉丝的加工率为70%且线径为大致100μm的钨线,根据式(4)只要对约183μm的线径的钨线开始常温拉丝即可。
[0093]
常温拉丝的加工率可以通过调整拉丝中利用的模的形状及个数来变更。另外,作为所使用的拔丝模,例如,线径0.38mm以下时使用超硬模,线径0.38mm~0.18mm的范围使用烧结金刚石模,线径0.18mm~0.018mm的范围时使用单晶金刚石模。
[0094]
最后,对于通过进行常温拉丝而形成的所期望的线径的钨线,为了对直径进行微调,进行电解研磨(s22)。关于电解研磨,例如在将钨线和对置电极浸渍在氢氧化钠水溶液等电解液中的状态下,通过在钨线与对置电极之间产生电位差来进行电解研磨。
[0095]
经由以上的工序,可制造本实施方式的钨线10。通过经由上述制造工序而刚制造后的钨线10的长度例如为50km以上的长度,可以在工业上利用。钨线10也可以根据所使用的方式而切断成适宜的长度,也可以作为针或棒的形状来使用。像这样,在本实施方式中,可在工业上大量生产钨线10,能够利用于医疗用针、锯线、丝网印刷用网格等各种领域。
[0096]
上述的实施例1~11的钨线10是经由以上的工序而制造的钨线。通过适当调整铼的含有率、常温拉丝的加工率及线径,可制造各实施例的钨线。
[0097]
此外,钨线10的制造方法中所示的各工序例如可以联机进行。具体而言,步骤s16中使用的多个拔丝模在生产线上按照孔径变小的顺序来配置。此外,在各拔丝模间配置有燃烧器等加热装置。此外,也可以在各拔丝模间配置电解研磨装置。在步骤s16中使用的拔丝模的下游侧(后工序侧),步骤s20中使用的多个拔丝模按照孔径变小的顺序配置,在孔径最小的拔丝模的下游侧配置电解研磨装置。另外,各工序也可以个别地进行。
[0098]
[锯线]
[0099]
本实施方式的钨线10例如如图6中所示的那样可以作为切断硅锭或混凝土等物体的切断装置1的锯线2来利用。图6是表示本实施方式的切断装置1的立体图。
[0100]
如图6中所示的那样,切断装置1为具备锯线2的多线锯。切断装置1例如通过将锭30切断成薄板状来制造晶片。锭30例如是由单晶硅构成的硅锭。具体而言,切断装置1通过多条锯线2将锭30切割,同时制造多个硅晶片。
[0101]
另外,锭30不限于硅锭,也可以是碳化硅或蓝宝石等其他的锭。或者,利用切断装置1的切断对象物也可以是混凝土或玻璃等。
[0102]
在本实施方式中,锯线2具备钨线10。具体而言,锯线2为本实施方式的钨线10本身。或者,锯线2也可以具备钨线10和附着于钨线10的表面的多个磨粒。
[0103]
如图6中所示的那样,切断装置1进一步具备2个导辊3、支撑部4和张力缓和装置5。
[0104]
在2个导辊3上,1根锯线2被多次卷绕。这里,为了便于说明,将锯线2的1周量视为1条锯线2,以多条锯线2被卷绕在2个导辊3上的方式来进行说明。即,在以下的说明中,多条锯线2形成1根连续的锯线2。另外,多条锯线2也可以是各自分离的多条锯线。
[0105]
2个导辊3通过在将多条锯线2以规定的张力笔直地张设的状态下各自旋转,从而使多条锯线2以规定的速度旋转。多条锯线2互相平行、并且以等间隔配置。具体而言,在2个导辊3上分别以规定的间距设置有多个用于放入锯线2的槽。槽的间距根据想要切出的晶片
的厚度来决定。槽的宽度与锯线2的线径大致相同。
[0106]
另外,切断装置1也可以具备3个以上的导辊3。也可以在3个以上的导辊3的周围卷绕多条锯线2。
[0107]
支撑部4支撑作为切断对象物的锭30。支撑部4通过将锭30朝向多条锯线2挤压,从而锭30被多条锯线2切割。
[0108]
张力缓和装置5是缓和对锯线2施加的张力的装置。例如,张力缓和装置5为螺旋弹簧或板簧等弹性体。如图6中所示的那样,例如作为螺旋弹簧的张力缓和装置5的一端与导辊3连接,另一端被固定在规定的壁面上。张力缓和装置5可以通过调整导辊3的位置来缓和对锯线2施加的张力。
[0109]
另外,虽然未图示,但切断装置1也可以为游离磨粒方式的切断装置,具备向锯线2供给浆料的供给装置。浆料为在冷却介质等切削液中分散有磨粒的物质。通过使浆料中所含的磨粒附着在锯线2上,能够容易地进行锭30的切断。
[0110]
具备抗拉强度高的钨线10的锯线2能够以强的张力张设在导辊3上。由此,可抑制锭30的切断时的锯线2的振动,因此能够减少锭30的损耗。
[0111]
[丝网]
[0112]
此外,本实施方式的钨线10可以作为丝网印刷用钨线来利用。具体而言,如图7中所示的那样,也可以作为丝网印刷中使用的丝网40等金属制的网格的线材来利用。
[0113]
图7是表示丝网40的图。图7中,仅对丝网40的一部分示意性图示出网眼,但丝网40的整体成为网眼状。例如,丝网40具备作为经纱及纬纱而织造的多条钨线10。
[0114]
丝网40具有多个开口42。开口42是在丝网印刷中油墨所通过的部分。通过将开口42的一部分利用乳剂或树脂(例如聚酰亚胺)等堵塞,从而形成油墨无法通过的非通过部。通过将非通过部的形状以任意的形状图案化,能够以所期望的形状进行丝网印刷。
[0115]
另外,丝网印刷用钨线也可以具备钨线10和覆盖钨线10的表面的覆盖层。覆盖层例如是为了提高乳剂等的保持力而设置的。
[0116]
[效果等]
[0117]
如以上那样,本实施方式的钨线10由钨或钨合金形成。钨线10的与线轴p垂直的方向上的表面晶粒的宽度的平均值为98nm以下。钨线10的抗拉强度为3900mpa以上。钨线10的线径大于100μm且为225μm以下。
[0118]
由此,在线径大于100μm的钨线中,也能够实现比钢琴线的一般的抗拉强度高的抗拉强度。
[0119]
此外,例如,在本实施方式的钨线10中,钨线10的线径为18μm以上且225μm以下,在将抗拉强度设定为t[mpa]、将线径设定为d[μm]的情况下,t≥4758
×d2-7258.3
×
d 5275.5成立。
[0120]
以往也随着线径变小而能够提高抗拉强度,但根据本实施方式,能够以各线径实现比以往的抗拉强度高的抗拉强度。
[0121]
此外,例如,钨线10中的钨的含有率为99重量%以上。
[0122]
由此,即使是在合金化的情况下,也能够将铼等合金材料的含有率设定为1%以下。例如,通过铼的含有率变少,能够容易地进行保持强度的状态的细线化,因此能够实现比以往细且高抗拉强度的钨线。
[0123]
另外,钨线10不仅可以利用于锯线2或丝网40,还可以利用于医疗用针或检查用的探针。此外,钨线10例如也可以作为轮胎、传送带或导管等弹性构件的增强用的线来利用。例如,轮胎具备被捆扎成层状的多条钨线10作为带或胎体帘布。
[0124]
(其他)
[0125]
以上,对于本发明的钨线、锯线及丝网印刷用钨线,基于上述的实施方式进行了说明,但本发明并不限定于上述的实施方式。
[0126]
例如,钨合金中所含的金属也可以不是铼。即,钨合金也可以是钨和与钨不同的1种以上的金属的合金。与钨不同的金属例如为过渡金属,为铱(ir)、钌(ru)或锇(os)等。这些金属的含有率例如为0.1重量%以上且1重量%以下,但并不限于此。例如,与钨不同的金属的含有率也可以小于0.1重量%,也可以大于1重量%。关于铼也同样。
[0127]
此外,例如,钨线10也可以由掺杂有钾(k)的钨形成。所掺杂的钾存在于钨的晶界中。分散于晶界中的钾(k)在高温加热时及加热拉丝的加工时抑制结晶粗大化,但在常温拉丝中,不会产生加工时的结晶粗大化,因此钾(k)量例如可以为0.005重量%以上且0.01重量%以下的范围中的任一者。就钾掺杂钨线而言,也与钨合金线的情况同样地能够实现具有比钢琴线的一般的抗拉强度高的抗拉强度的钨线。
[0128]
钾掺杂钨线可通过利用掺杂有钾的掺杂钨粉末来代替钨粉末,通过与实施方式同样的制造方法来制造。
[0129]
此外,例如,在钨线10的表面,也可以覆盖氧化膜或氮化膜等。
[0130]
此外,对各实施方式实施本领域技术人员想到的各种变形而得到的方式、或通过在不脱离本发明的主旨的范围内将各实施方式中的构成要素及功能任意地组合而实现的方式也包含于本发明中。
[0131]
符号的说明
[0132]
2锯线
[0133]
10 钨线
[0134]
40 丝网。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。