1.本发明属于电弧增材制造技术领域,具体涉及一种超声辅助复合高熵合金粉芯丝材的电弧熔覆装置及方法。
背景技术:
2.随着各工程领域对金属材料需求的多样性和性能要求的提高,利用增材制造技术直接成形性能优良的金属复杂构件成为当下最为前沿和最具应用前景的研究方向之一,金属增材制造常用的热源有激光、电子束和电弧。其中,以电弧为热源的增材制造技术具有熔敷效率高、成形件冶金结合性好、 设备运行成本低、在制造中大型复杂构件方面潜力大的特点,而引入超声冲击可以有效的抑制晶粒的外延生长,使焊层内的柱状晶碎裂成细小的等轴晶,研究结果表明,与未加超声振动的成形件相比,超声振动成形件的晶粒尺寸减小、力学性能显著提高。
3.中国专利公开了一种(申请号为:202210162544.2,申请公开号为:cn 114525508 a)超声冲压复合电弧制备高熵合金熔覆层的方法,主要包括如下步骤: 1)对基材进行预处理,将模具置于基材表面;2)将fecrmncusi(alx)高熵合金粉末置于模具中并压制成块; 3)将无水乙醇滴于块状粉末表面渗透成型,放入微型压力机中冲压; 4)把基材放入烘箱中烘干; 5)将预置有高熵合金粉末的基材置于电弧熔覆工作台上,调整钨极电弧熔覆设备参数获得高熵合金焊缝; 6)调整冲压设备冲击区域位置为焊趾,将冲压针对准焊趾,冲压针在焊趾上沿焊缝纵向反复来回冲压; 7)冲压完成后,待熔覆层冷却后取下基材即完成基材表面高熵合金熔覆层的制备。
4.上述专利一种超声冲压复合电弧制备高熵合金熔覆层的方法通过制作高熵合金粉末,并将高熵合金粉末铺设在基材上,进行电弧熔覆,同时使用超声冲压,会使得铺设在基材上的高熵合金粉末在超声冲压的情况下铺设不均匀,同时会将高熵合金粉末震散,造成基材进行电弧熔覆时不利于成型和基材上的熔覆层厚度不均匀;其次,上述方法中需要将基材放入烘箱中烘干,方法复杂,操作不便。
技术实现要素:
5.本发明针对上述的不足之处提供一种基材的熔覆层均匀,操作简单,使用方便的超声辅助复合高熵丝材的电弧熔覆装置及方法。
6.本发明目的是这样实现的:一种超声辅助复合高熵合金粉芯丝材的电弧熔覆方法,其特征在于:该方法包括如下步骤:步骤s1:制作高熵合金粉芯丝材,将获得的初始高熵合金粉芯丝材进行抛光打磨处理,并用无水乙醇进行擦拭,得到处理后的高熵合金粉芯丝材;步骤s2:将处理后的高熵合金粉芯丝材装入送丝机构中,送丝机构通过送丝软管将高熵合金粉芯丝材输出至焊枪的下方;步骤s3:将基材进行预处理,将预处理后的基材放置在工作台1上,基材放置在焊
枪下方;步骤s4:调整焊枪的设备参数,调整保护气体的流量,对基材进行电弧增材;步骤s5:将超声冲压装置的冲压区域调整为焊趾,冲击针对准焊趾,沿焊缝纵向反复来回冲击;步骤s6:当超声冲压装置的冲压完成后,关闭超声冲压装置;待熔覆层冷却后取下基材,则完成对基材表面高熵合金粉芯丝材熔覆层的制备。
7.优选的,步骤s1中制作高熵合金粉芯丝材,具体包括以下步骤:步骤s1-1:取fe、cr、mn、cu、ni、al六种金属元素的单质粉末进行混合均匀;步骤s1-2:将混合均匀的金属粉末以边震荡边填充的方式填装入铁管内,并进行封口;获得初始的fecrmncuni(al
x
)高熵合金粉芯丝;步骤s1-3:将获得的fecrmncuni(al
x
)高熵合金粉芯丝材进行500℃低温热处理,得到用于电弧熔覆增材制造的高熵合金粉芯丝材。
8.优选的,所述高熵合金粉芯丝材是将fe、cr、mn、cu、ni、al六种金属元素的单质粉末原子比为1:1:1:1:1:0.6配置。
9.优选的,所述送丝机构中的送丝端口与焊枪角度呈60度平齐设置。
10.优选的,所述送丝机构的送丝速度为180mm/min。
11.优选的,所述保护气体采用氩气,在基材表面试起弧时,把保护气体的氩气流量调整至10-15l/min。保护气体增加焊道的成型,同时保护气体的流量调整,防止保护气流量太大,影响基材表面电弧熔覆的焊道成型质量。
12.一种超声辅助复合高熵丝材的电弧熔覆装置,其特征在于:该装置包括工作台,工作台上设有用于电弧覆盖时进行超声冲压的超声冲压装置;以及设有用于传送高熵合金粉芯丝材的送丝机构;以及对基材进行电弧熔覆的焊枪;所述焊枪与送丝机构连接。
13.优选的,所述送丝机构包括用于收卷高熵合金粉芯丝材的送丝卷筒;以及用于传送高熵合金粉芯丝材的送丝绞轮,送丝绞轮的出口端连接送丝软管;所述送丝铰轮通过送丝软管将高熵合金粉芯丝材送至焊枪的侧方;所述焊枪与送丝软管通过连接头固定连接。
14.优选的,所述焊枪设有用于输送保护气体的分流管路,分流管路连接装有保护气体的储气罐。
15.优选的,所述工作台上设有滑轨,滑轨上设有用于移动焊枪位置的移动小车;所述焊枪与移动小车连接。
16.本发明的有益效果:1、通过将高熵合金粉芯粉末制作成高熵合金粉芯丝材,简化了对基材电弧增材制造步骤,同时设置送丝机构,对高熵合金粉芯丝材进行稳定输出,使得基材的熔覆层容易成型、厚度均匀。
17.2、通过熔覆成型阶段使用超声冲压装置,消除表面应力,从而达到细化晶粒,抑制晶粒尺寸生长,提高电弧熔覆层的力学性能;同时,将超声振动传递至熔池内部,利用空化效应减少非金属夹杂物的含量。
18.3、通过焊枪与超声冲压装置不直接连接,超声冲压装置的独立闭环运行,有效避免超声振动对钨针的影响,维持了电弧熔覆的稳定,使焊道的成型更加均匀,确保了焊道的路径轨迹稳定;并且分别调至电弧熔覆速度及超声冲压的速度,可以根据材料及实际工况
实现个性化调节,综合提升了移动过程中冲击针对焊道的冲压形变及残余应力消除的效果。
附图说明
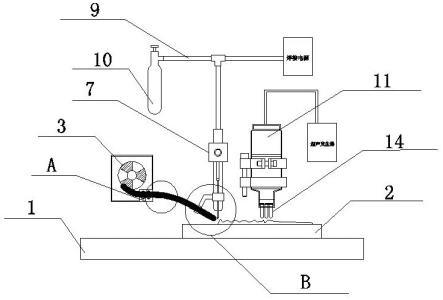
19.图1为本发明整体结构示意图。
20.图2为a处放大图。
21.图3为b处放大图。
22.其中,1、工作台;2、基材;3、送丝卷筒;4、送丝绞轮;5、送丝软管;6、高熵合金粉芯丝材; 7、焊枪;8、连接头;9分流管路;10、储气罐;11、超声冲压装置;12、接头;13、钨针;14冲击针。
具体实施方式
23.以下结合附图对本发明做进一步概述。
24.如图1所示,一种超声辅助复合高熵丝材的电弧熔覆装置,包括工作台1,工作台1上设置有用于电弧覆盖时进行超声冲压的超声冲压装置11,超声冲压装置11选用驰奥co-200的型号;超声冲压装置11的冲压区域为焊趾,超声冲压装置11中的冲击针14对准焊趾;同时,超声冲压装置11中的冲击针14可以沿着焊缝对焊趾反复来回冲击。
25.进一步,工作台1上设置有滑轨,滑轨与焊趾平行,滑轨上连接移动小车,移动小车连接对基材2进行电弧熔覆的焊枪7,焊枪7采用德国lorch v24型氩弧焊枪7;焊枪7的头部为钨针13,钨针13面向工作台1,并且高于基材22-3mm;移动小车带动焊枪7在滑轨上移动,同时对焊趾的基材2进行电弧增材。
26.进一步,工作台1上设置有用于传送高熵合金粉芯丝材6的送丝机构,送丝机构包括用于收卷高熵合金粉芯丝材6的送丝卷筒3和用于传送高熵合金粉芯丝材6的送丝铰轮,送丝铰轮的输入端连接送丝软管5,通过送丝软管5将高熵合金粉芯丝材6传送至钨针13侧方;送丝软管5在靠近钨针13的一端设置有接头12,接头12方便送丝软管5与焊枪7通过连接固定,使得接头12与钨针13呈60
°
连接,并且接头12与钨针13齐平;如图1所示,通过连接头8使得送丝机构与焊枪7连接。
27.进一步,焊枪7上设置有用以输送保护气体的分流管路9,分流管路9一端连接焊枪7,另一端连接储气罐10,储气罐10内储存的保护气体为氩气。
28.一种超声辅助复合高熵合金粉芯丝材的电弧熔覆方法,该方法包括如下步骤:步骤s1:制作高熵合金粉芯丝材6,将获得的初始高熵合金粉芯丝材6进行抛光打磨处理,并用无水乙醇进行擦拭,得到处理后的高熵合金粉芯丝材6;制作高熵合金粉芯丝材6,具体包括以下步骤:步骤s1-1:取fe、cr、mn、cu、ni、al六种金属元素的单质粉末进行混合均匀;将fe、cr、mn、cu、ni、al六种金属元素的单质粉末按原子比为1:1:1:1:1:0.6配置;步骤s1-2:将混合均匀的金属粉末以边震荡边填充的方式填装入铁管内,并进行封口;获得初始的fecrmncuni(al
x
)高熵合金粉芯丝;将混合均匀的铁粉、铬粉、铝粉、铜粉、镍粉、锰粉以边震荡边填充的方式填装入直径为8mm,壁厚为0.6mm的铁管内,填装完成后,采用4mm的攻螺纹进行两端封口。
29.步骤s1-3:将获得的fecrmncuni(al
x
)高熵合金粉芯丝材6进行500℃低温热处理,得到用于电弧熔覆增材制造的高熵合金粉芯丝材6。
30.将初始粉芯丝进行多次旋锻加工,分别经过7mm、5mm、3mm的模具,并配合0.5mm、0.3mm的垫片,最终获得直径为2.5mm的fecrmncuni(al
x
)高熵合金粉芯丝材6;将获得获得直径为2.5mm的fecrmncuni(al
x
)高熵合金粉芯丝材6行500℃低温热处理,得到用于电弧熔覆增材制造的高熵合金粉芯丝材6。
31.步骤s2:将处理后的高熵合金粉芯丝材6装入送丝机构中,送丝机构通过送丝软管5将高熵合金粉芯丝材6输出至焊枪7的下方;送丝机构中的送丝软管5通过将焊枪7进行连接,使得焊枪7的钨针13与送丝软管5角度呈60
°
连接,但送丝软管5内的高熵合金粉芯丝材6与钨针13齐平。
32.步骤s3:将基材2进行预处理,将预处理后的基材2放置在工作台1上,基材2放置在焊枪7下方;将基材2进行预处理包括,对基材2抛光打磨,先用粒度较大的砂纸去除基材2表面裂痕、氧化物杂质,接着用角磨机进行抛光处理,提高表面质量,去除表面杂质以及氧化物锈渍残留,并用无水乙醇擦拭。
33.步骤s4:调整焊枪7的设备参数,调整保护气体的流量,对基材2进行电弧增材;焊枪7的设备参数调整为:电压为10v、熔覆电流180-240a、电弧弧长2mm、焊接速度150mm/min;保护气体采用氩气,在能够起弧后,把储气罐10内的氩气流量调整为10-15l/min,防止保护气流量太大,影响基材2表面电弧熔覆的焊道成型质量。
34.步骤s5:将超声冲压装置11的冲压区域调整为焊趾,冲击针14对准焊趾,沿焊缝纵向反复来回冲击;焊趾为焊道和基材2交界的地方;将超声冲压装置11设定额定输出频率20khz(
±
0.1khz),输出功率设为500w。将冲击针14对准焊趾,保证焊道横向表面均能被超声冲压装置11头部覆盖,冲击针14的轴线与焊道纵向基本垂直;冲击针14抬高的距离取决于焊趾的情况,大多情况下,冲击针14与母材表面的距离在1mm-2mm范围内,视焊层高度进行设定。冲击针14在焊趾上沿焊缝纵向一定范围内反复来回冲击,冲击处理速度设为100mm/min;可根据工艺需求自由调整。
35.步骤s6:当超声冲压装置11的冲压完成后,关闭超声冲压装置11;待熔覆层冷却后取下基材2,则完成对基材2表面高熵合金粉芯丝材6熔覆层的制备。
36.工作过程及其原理:使用时,电弧增材制造的焊枪7通过移动小车牵引至基材2处,将制作好的高熵合金粉芯丝材6放置到送丝机构中,通过送丝机构稳定输出;焊枪7内的钨针13对高熵合金粉芯丝材6进行熔融,将熔融后的高熵合金粉芯丝材6覆盖在基材2上,形成焊道;移动小车带动焊枪7稳定移动,基材2持续进行电弧增材;当焊枪7对基材2进行后,打开超声冲压装置11,超声冲压装置11由电动机驱动丝杠带动工作平台跟随电弧增材制造的焊枪7同向移动,对处于热塑性阶段的电弧增材制造层进行超声振动和冲压,使其在焊道内部半熔融状态下引入振动,并使焊道发生塑性变形消除表面残余应力,并利用二者综合作用使电弧增材层的组织和性能得到改改善;冲击针对准焊趾,保证超声振动能精准覆盖焊道的表面,当超声冲压装置11的冲压完成后,关闭超声冲压装置11;待熔覆层冷却后取下基材2,则完成对基材2表面高熵合金粉芯丝材6熔覆层的制备。
37.以上所述仅为本发明的实施方式而已,并不用于限制本发明。对于本领域技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原理内所作的任何修改、等同替换、改进等,均应包括在本发明的权利要求范围之内。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。