1.本发明涉及塑料光纤加工技术领域,具体为一种挤压法制备塑料光纤的设备。
背景技术:
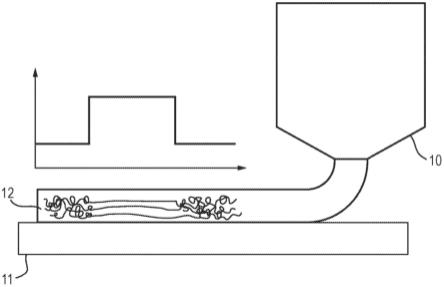
2.塑料光纤是由高透明聚合物如聚苯乙烯、聚甲基丙烯酸甲酯、聚碳酸酯作为芯层材料,氟塑料等作为皮层材料的一类光纤(光导纤维),不同的材料具有不同的光衰减性能和温度应用范围,塑料光纤不但可用于接入网的最后100~1000米,也可以用于各种汽车、飞机、等运载工具上,是优异的短距离数据传输介质,现今社会的大部分光纤多采用石英光纤,由高纯度二氧化硅加入适量掺杂剂组成,但石英光纤不仅芯径小,且耦合损耗和成本较高,,因此逐步开发出了塑料光纤,塑料光纤模量低,芯径大,接续时可使用简单的连接器,即使是光纤接续中心对准产生30μm的偏差也不会影响耦合损耗;数值孔径大,受光角可达六十度,而石英光纤只有十六度,并且耦合效率高;挠曲性好,易于加工和使用;在可见光区有低损耗窗口;重量轻;成本及加工费用低,因此塑料光纤正在逐步的替代石英光纤。
3.现阶段制备塑料光纤的方法主要分为两种:挤压法和界面凝胶法,这两种都由塑料生产加工工艺演变而来,其中的挤压法需要先将原料加热到指定温度,然后通过设备的挤压小嘴(即口模)处挤出一根塑料光纤,通过口模控制塑料光纤的大小,但由于市场需求的塑料光纤大小往往不一,因此在塑料光纤的生产过程中需要依据生产要求更换指定大小的口模,但现阶段的塑料光纤制备设备对于口模通常采用双向固定,因此在进行口模更换时,需要先拆开加热仓的螺纹,然后再拆开机头,随后才能从两个方向对旧的口模进行拆除更换,拆除的过程不仅十分繁琐,还十分缓慢,在更换为完成时,整个设备处于停工状态,从而降低生产效率。
技术实现要素:
4.针对现有技术的不足,本发明提供了一种挤压法制备塑料光纤的设备,解决了现阶段制备塑料光纤的方法主要分为两种:挤压法和界面凝胶法,这两种都由塑料生产加工工艺演变而来,其中的挤压法需要先将原料加热到指定温度,然后通过设备的挤压小嘴(即口模)处挤出一根塑料光纤,通过口模控制塑料光纤的大小,但由于市场需求的塑料光纤大小往往不一,因此在塑料光纤的生产过程中需要依据生产要求更换指定大小的口模,但现阶段的塑料光纤制备设备对于口模通常采用双向固定,因此在进行口模更换时,需要先拆开加热仓的螺纹,然后再拆开机头,随后才能从两个方向对旧的口模进行拆除更换,拆除的过程不仅十分繁琐,还十分缓慢,在更换为完成时,整个设备处于停工状态,从而降低生产效率的问题。
5.为实现以上目的,本发明通过以下技术方案予以实现:一种挤压法制备塑料光纤的设备,包括底座,所述底座一端设置有若干伸缩固定脚和若干万向轮,所述底座远离万向轮的一端设置有电机和机头,所述机头一端设置有口模固定机构,所述口模固定机构内设置有口模,所述电机和机头之间设置有加热螺杆仓,所述底座靠近加热螺杆仓的一端设置
有控制屏,所述加热螺杆仓远离底座的一端设置有混合上料斗。
6.作为优选,所述电机与加热螺杆仓固定连接,所述加热螺杆仓远离电机的一端与机头固定连接,所述加热螺杆仓远离底座的一端与混合上料斗固定连接。
7.作为优选,所述口模固定机构包括机构底座,所述机构底座远离机头的一端设置有第一凹槽,所述第一凹槽内设置有口模安装固定器,所述机构底座靠近口模安装固定器的一端设置有若干第二凹槽,所述第二凹槽内设置有按钮,所述按钮靠近机头的一端设置有楔形推柱,所述按钮靠近楔形推柱的设置有若干导向限位块,两个所述第二凹槽之间设置有若干第三凹槽,所述第三凹槽内设置有卡扣机关,两个所述第三凹槽之间设置有第四凹槽,所述第四凹槽内设置有回弹柱。
8.作为优选,所述第二凹槽和第三凹槽相互连通,所述回弹柱靠近机头的一端与第四凹槽固定连接。
9.作为优选,所述口模安装固定器包括固定器底座,所述固定器底座内设置有口模安装槽,所述固定器底座靠近第三凹槽的一端设置有若干第一楔形卡件和若干第五凹槽。
10.作为优选,所述第五凹槽位于两个第一楔形卡件之间,所述第一楔形卡件为钩形。
11.作为优选,所述卡扣机关包括机关底座,所述机关底座远离第二凹槽的一端设置有若干第一弹簧,所述机关底座远离第一弹簧的一端设置有第二楔形卡件和楔形推块,所述机关底座靠近和远离口模安装固定器的两端设置有若干导向槽,所述楔形推块靠近机关底座的一端设置有第六凹槽。
12.作为优选,所述第二楔形卡件与机关底座固定连接,所述第二楔形卡件形状与第一楔形卡件相同。
13.作为优选,所述所述第二楔形卡件的楔形面与第一楔形卡件楔形面相互平行,所述楔形推块的楔形面与楔形推柱的楔形面相互平行。
14.作为优选,所述回弹柱包括回弹柱底座,所述回弹柱底座内设置有滑槽,所述滑槽远离口模安装固定器的一端内壁设置有第二弹簧,所述第二弹簧靠近口模安装固定器的一端设置有t形压柱,所述t形压柱靠近滑槽的一端设置有若干导向滑槽,所述导向滑槽内设置有导向滑块,所述导向滑块与滑槽内壁固定连接。
15.本发明提供了一种挤压法制备塑料光纤的设备。具备以下有益效果:
16.本方案根据上述背景技术中提出的现阶段制备塑料光纤的方法主要分为两种:挤压法和界面凝胶法,这两种都由塑料生产加工工艺演变而来,其中的挤压法需要先将原料加热到指定温度,然后通过设备的挤压小嘴(即口模)处挤出一根塑料光纤,通过口模控制塑料光纤的大小,但由于市场需求的塑料光纤大小往往不一,因此在塑料光纤的生产过程中需要依据生产要求更换指定大小的口模,但现阶段的塑料光纤制备设备对于口模通常采用双向固定,因此在进行口模更换时,需要先拆开加热仓的螺纹,然后再拆开机头,随后才能从两个方向对旧的口模进行拆除更换,拆除的过程不仅十分繁琐,还十分缓慢,在更换为完成时,整个设备处于停工状态,从而降低生产效率的问题;
17.本方案首先利用万向轮将底座移动至指定位置,然后启动伸缩固定脚,将底座固定在指定位置处,随后通过控制屏启动电机和加热螺杆仓,对加热螺杆仓进行预热,当加热螺杆仓预热完成时,通过控制屏启动混合上料斗,然后将原料倒入混合上料斗中,利用混合上料斗对原料进行混合,随后混合上料斗将混合完成的原料送入加热螺杆仓中进行热熔,
然后加热螺杆仓将加热完成的原料送入机头中,随后机头通过口模固定机构中的口模,将原料挤压成指定形状和大小的塑料光纤,当需要对口模进行更换时,首先将新的口模安装在口模固定机构可更换的部件中,随后利用控制屏关闭所有装置,然后按压口模固定机构中的部件,随后旧的口模会自动从口模固定机构中弹出,然后即可通过按压将新的口模安装在口模固定机构中,可快速对更换口模进行更换,无需进行繁琐的拆卸安装步骤,加快口模更换效率,减少设备停工时间,从而增加生产效率。
18.其中,当对口模进行更换时,回弹柱远离机构底座的一端会自动进入第五凹槽中,起到额外的导向作用。
19.其中,按压口模安装固定器即可使卡扣机关进入锁紧状态,当需要解除锁紧状态时,按压按钮即可解除锁紧状态,操作简单快捷。
20.其中,当口模安装固定器挤压t形压柱时,第二弹簧回弹,然后形压柱将口模安装固定器从第一凹槽中顶出,方便工作人员将口模安装固定器从第一凹槽内取出。
附图说明
21.图1为本发明的整体结构示意图;
22.图2为本发明中口模固定机构的分离剖面立体结构示意图;
23.图3为本发明中口模固定机构的闭合剖面立体结构示意图;
24.图4为本发明中口模安装固定器的剖面立体结构示意图;
25.图5为本发明中卡扣机关的剖面立体示意图;
26.图6为本发明中卡扣机关的俯视示意图;
27.图7为本发明中回弹柱的剖面立体结构示意图。
28.其中,1、底座;2、伸缩固定脚;3、万向轮;4、电机;5、机头;6、口模固定机构;601、机构底座;602、第一凹槽;603、口模安装固定器;60301、固定器底座;60302、口模安装槽;60303、第一楔形卡件;60304、第五凹槽;604、第二凹槽;605、按钮;606、楔形推柱;607、导向限位块;608、第三凹槽;609、卡扣机关;60901、机关底座;60902、第一弹簧;60903、第二楔形卡件;60904、楔形推块;60905、导向槽;60906、第六凹槽;6010、第四凹槽;6011、回弹柱;601101、回弹柱底座;601102、滑槽;601103、第二弹簧;601104、t形压柱;601105、导向滑槽;601106、导向滑块;7、口模;8、加热螺杆仓;9、控制屏;10、混合上料斗。
具体实施方式
29.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
30.实施例:
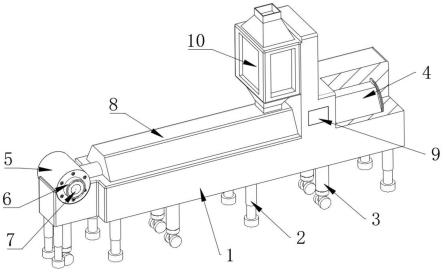
31.如图1所示,本发明实施例提供一种挤压法制备塑料光纤的设备,包括底座1,所述底座1一端设置有若干伸缩固定脚2和若干万向轮3,所述底座1远离万向轮3的一端设置有电机4和机头5,所述机头5一端设置有口模固定机构6,所述口模固定机构6内设置有口模7,所述电机4和机头5之间设置有加热螺杆仓8,所述底座1靠近加热螺杆仓8的一端设置有控
制屏9,所述加热螺杆仓8远离底座1的一端设置有混合上料斗10。
32.如图2和图3所示,所述口模固定机构6包括机构底座601,所述机构底座601远离机头5的一端设置有第一凹槽602,所述第一凹槽602内设置有口模安装固定器603,所述机构底座601靠近口模安装固定器603的一端设置有若干第二凹槽604,所述第二凹槽604内设置有按钮605,所述按钮605靠近机头5的一端设置有楔形推柱606,所述按钮605靠近楔形推柱606的设置有若干导向限位块607,两个所述第二凹槽604之间设置有若干第三凹槽608,所述第三凹槽608内设置有卡扣机关609,两个所述第三凹槽608之间设置有第四凹槽6010,所述第四凹槽6010内设置有回弹柱6011。
33.通过上述技术方案,当需要更换口模7时,首先将口模7安装在新的口模安装固定器603中,然后按压按钮605,随后按钮605带动楔形推柱606向机头5的方向移动,楔形推柱606挤压卡扣机关609,使卡扣机关609向远离第二凹槽604的方向移动,此时卡扣机关609解除锁紧状态,然后回弹柱6011转动回弹,将口模安装固定器603顶出第一凹槽602内,此时松开按钮605,随后取出旧的口模安装固定器603,将新的口模安装固定器603放入第一凹槽602内,然后向机头5的方向按压新的口模安装固定器603,此时回弹柱6011被压缩,即可将新的口模安装固定器603和口模7快速固定在第一凹槽602内。
34.如图4所示,所述口模安装固定器603包括固定器底座60301,所述固定器底座60301内设置有口模安装槽60302,所述固定器底座60301靠近第三凹槽608的一端设置有若干第一楔形卡件60303和若干第五凹槽60304。
35.通过上述技术方案,当对口模7进行更换时,将口模7安装在口模安装槽60302中,然后将第一楔形卡件60303放入第三凹槽608中,然后按压固定器底座60301,使固定器底座60301向第一凹槽602的方向移动,利用第一楔形卡件60303将固定器底座60301固定在第一凹槽602内,此时回弹柱6011远离机构底座601的一端会自动进入第五凹槽60304中,起到额外的导向作用。
36.如图5和图6所示,所述卡扣机关609包括机关底座60901,所述机关底座60901远离第二凹槽604的一端设置有若干第一弹簧60902,所述机关底座60901远离第一弹簧60902的一端设置有第二楔形卡件60903和楔形推块60904,所述机关底座60901靠近和远离口模安装固定器603的两端设置有若干导向槽60905,所述楔形推块60904靠近机关底座60901的一端设置有第六凹槽60906。
37.通过上述技术方案,当按压口模安装固定器603时,第一楔形卡件60303利用与第二楔形卡件60903相互平行的楔形面,挤压第二楔形卡件60903,使第二楔形卡件60903向第一弹簧60902的方向移动,此时第一弹簧60902收缩,第一楔形卡件60303在第六凹槽60906中移动,当第一楔形卡件60303楔形面的一端移动到指定位置时,第二楔形卡件60903离开挤压状态,此时第一弹簧60902回弹,卡住第一楔形卡件60303此时位置,使卡扣机关609进入锁紧状态,当需要解除锁紧状态时,利用楔形推柱606挤压楔形推块60904,楔形推块60904挤压机关底座60901,使机关底座60901向第一弹簧60902的方向移动,即可解除锁紧状态。
38.如图7所示,所述回弹柱6011包括回弹柱底座601101,所述回弹柱底座601101内设置有滑槽601102,所述滑槽601102远离口模安装固定器603的一端内壁设置有第二弹簧601103,所述第二弹簧601103靠近口模安装固定器603的一端设置有t形压柱601104,所述t
形压柱601104靠近滑槽601102的一端设置有若干导向滑槽601105,所述导向滑槽601105内设置有导向滑块601106,所述导向滑块601106与滑槽601102内壁固定连接。
39.通过上述技术方案,当口模安装固定器603挤压t形压柱601104时,t形压柱601104向第二弹簧601103的方向移动,第二弹簧601103收缩,当卡扣机关609解除锁紧状态时,第二弹簧601103回弹,使t形压柱601104向远离第二弹簧601103的方向移动,使t形压柱601104回归原位,然后t形压柱601104将口模安装固定器603从第一凹槽602中顶出,方便工作人员将口模安装固定器603从第一凹槽602内取出。
40.工作原理:
41.本方案首先利用万向轮3将底座1移动至指定位置,然后启动伸缩固定脚2,将底座1固定在指定位置处,随后通过控制屏9启动电机4和加热螺杆仓8,对加热螺杆仓8进行预热,当加热螺杆仓8预热完成时,通过控制屏9启动混合上料斗10,然后将原料倒入混合上料斗10中,利用混合上料斗10对原料进行混合,随后混合上料斗10将混合完成的原料送入加热螺杆仓8中进行热熔,然后加热螺杆仓8将加热完成的原料送入机头5中,随后机头5通过口模固定机构6中的口模7,将原料挤压成指定形状和大小的塑料光纤,当需要对口模7进行更换时,首先将新的口模7安装在口模固定机构6可更换的部件中,随后利用控制屏9关闭所有装置,然后按压口模固定机构6中的部件,随后旧的口模7会自动从口模固定机构6中弹出,然后即可通过按压将新的口模7安装在口模固定机构6中,可快速对更换口模7进行更换,无需进行繁琐的拆卸安装步骤。
42.其中,当需要更换口模7时,首先将口模7安装在新的口模安装固定器603中,然后按压按钮605,随后按钮605带动楔形推柱606向机头5的方向移动,楔形推柱606挤压卡扣机关609,使卡扣机关609向远离第二凹槽604的方向移动,此时卡扣机关609解除锁紧状态,然后回弹柱6011转动回弹,将口模安装固定器603顶出第一凹槽602内,此时松开按钮605,随后取出旧的口模安装固定器603,将新的口模安装固定器603放入第一凹槽602内,然后向机头5的方向按压新的口模安装固定器603,此时回弹柱6011被压缩,即可将新的口模安装固定器603和口模7快速固定在第一凹槽602内。
43.其中,当对口模7进行更换时,将口模7安装在口模安装槽60302中,然后将第一楔形卡件60303放入第三凹槽608中,然后按压固定器底座60301,使固定器底座60301向第一凹槽602的方向移动,利用第一楔形卡件60303将固定器底座60301固定在第一凹槽602内,此时回弹柱6011远离机构底座601的一端会自动进入第五凹槽60304中,起到额外的导向作用。
44.其中,当按压口模安装固定器603时,第一楔形卡件60303利用与第二楔形卡件60903相互平行的楔形面,挤压第二楔形卡件60903,使第二楔形卡件60903向第一弹簧60902的方向移动,此时第一弹簧60902收缩,第一楔形卡件60303在第六凹槽60906中移动,当第一楔形卡件60303楔形面的一端移动到指定位置时,第二楔形卡件60903离开挤压状态,此时第一弹簧60902回弹,卡住第一楔形卡件60303此时位置,使卡扣机关609进入锁紧状态,当需要解除锁紧状态时,利用楔形推柱606挤压楔形推块60904,楔形推块60904挤压机关底座60901,使机关底座60901向第一弹簧60902的方向移动,即可解除锁紧状态。
45.其中,当口模安装固定器603挤压t形压柱601104时,t形压柱601104向第二弹簧601103的方向移动,第二弹簧601103收缩,当卡扣机关609解除锁紧状态时,第二弹簧
601103回弹,使t形压柱601104向远离第二弹簧601103的方向移动,使t形压柱601104回归原位,然后t形压柱601104将口模安装固定器603从第一凹槽602中顶出,方便工作人员将口模安装固定器603从第一凹槽602内取出。
46.显然,本发明的上述实施例仅仅是为清楚地说明本发明所做的举例,而并非是对本发明实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本发明的技术方案所引申出的显而易见的变化或变动仍处于本发明的保护范围之列。
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。