技术特征:
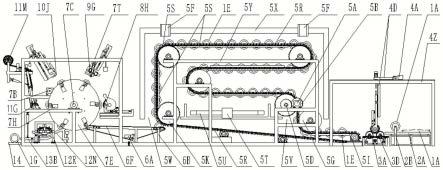
1.一种保温棉管自动生产设备,其特征在于,包括:管芯(1b),管芯(1b)为圆柱状,管芯(1b)的管体外径用于确定成品保温棉管(1g)的内径;辗轧成形装置,对卷绕在管芯(1b)管体外表面上的保温胶棉(1a)进行辗轧成形,并初步控制辗轧成形后的成形保温棉管坯(1e)的长度和壁厚;固化炉装置,对成形保温棉管坯(1e)进行高温固化定型,固化定型完成后成为定型保温棉管坯(1f);后续成型装置,可对定型保温棉管坯(1f)进行卡接、截面齐头、表面磨光、轴向开口、表面覆膜、脱管其中一项或多项工序,工序完成后成为成品保温棉管(1g)。2.根据权利要求1所述的一种保温棉管自动生产设备,其特征在于,所述管芯(1b)包括管体和管芯中心轴(1c),管体两端端面的中心分别固定连接有管芯中心轴(1c),管芯中心轴(1c)自由端的端头直径大于管芯中心轴(1c)卡设部位且呈“t”形,管芯中心轴(1c)自由端的端头还设置有卡接凹槽,管芯中心轴(1c)自由端的中心设置有中心孔,管体与管芯中心轴(1c)为同一个轴心,管芯中心轴(1c)都是统一标准件,尺寸大小一致。3.根据权利要求1所述的一种保温棉管自动生产设备,其特征在于,所述辗轧成形装置包括辗轧成形机架(3p)以及安装在辗轧成形机架(3p)上相互对应且平行的辗轧辊i(3d)和辗轧辊ii(3f),辗轧辊i(3d)和辗轧辊ii(3f)在可同步调节的辗轧辊调节丝杠(3k)的调节下可实现相向或相反的运动,从而调节辗轧辊i(3d)和辗轧辊ii(3f)之间的轴距,辗轧辊i(3d)和辗轧辊ii(3f)在辗轧驱动装置(3a)的驱动下转动,可以在抓取位移装置的辅助下对卷绕在管芯(1b)管体外表面上的保温胶棉(1a)进行辗轧成形,辗轧成形为成形保温棉管坯(1e)。4.根据权利要求1所述的一种保温棉管自动生产设备,其特征在于,所述固化炉装置包括炉体框架(5y),炉体框架(5y)上通过轴承固定座活动连接有一根主动轴(5d)和多根被动轴,主动轴(5d)上设置有一组主动链轮(5e),多根被动轴上相应设置有多组被动链轮,一组主动链轮(5e)和多组被动链轮之间通过两侧可同步循环转动的输送链条(5r)连接,两侧的输送链条(5r)通过连接在主动轴(5d)一端的动力源(5a)提供输送动力,在固化炉装置中设置有可提供热源的供热装置(5t),为使固化炉装置更好的保温节能,在固化炉装置中炉体框架(5y)上还设置有炉体保温层(5x),因加热的热空气上升的自然现象,固化炉装置的入料口(5v)和出料口(5w)分别设置在固化炉装置的相对应两侧的下部,既能保证成形保温棉管坯(1e)输入和定型保温棉管坯(1f)的输出,同时能够减少固化炉装置的热量损失,另外,主动轴(5d)和多根被动轴与炉体框架(5y)活动连接的轴承固定座设置在炉体保温层(5x)的外侧。5.根据权利要求4所述的一种保温棉管自动生产设备,其特征在于,所述两侧可同步循环转动的输送链条(5r)有同样数量的单元,而且两侧的单元之间都互相对应,每个单元上设置有外形及尺寸都相同的“l”形状的槽体,该“l”形状的槽体用于放置管芯(1b)两端的管芯中心轴(1c),管芯中心轴(1c)自由端的端头直径大于管芯中心轴(1c)卡设部位且呈“t”形,管芯中心轴(1c)自由端的端头直径也大于输送链条(5r)每个单元上设置的“l”形状槽体的槽宽,管芯中心轴(1c)卡设部位小于输送链条(5r)每个单元上设置的“l”形状槽体的槽宽,这种结构可以使管芯(1b)等同成形保温棉管坯(1e)牢固的卡设在输送链条(5r)上,
当输送链条(5r)携带着成形保温棉管坯(1e)在输送过程中,不会因成形保温棉管坯(1e)轴向移动导致成形保温棉管坯(1e)脱离输送链条(5r),另外,在输送链条(5r)和托轨(5s)相互配合下可以保证输送链条(5r)携带着成形保温棉管坯(1e)360度翻转并在固化炉内固化定型时,使成形保温棉管坯(1e)不脱离输送链条(5r),成形保温棉管坯(1e)经高温固化定型后成为定型保温棉管坯(1f)。6.根据权利要求1所述的一种保温棉管自动生产设备,其特征在于,所述后续成型装置包括后续成型装置机架(7t),在后续成型装置机架(7t)两侧分别设置有旋转盘(7e),旋转盘(7e)通过转盘轴(7c)和安装在转盘轴(7c)两端的轴承座(7d)与后续成型装置机架(7t)转动连接,转盘轴(7c)的一端还转动连接有气电滑环机构(7f),气电滑环机构(7f)可以源源不断的给固定连接在间歇性旋转的旋转盘(7e)上的卡接机构提供电能和气能,用于驱动卡接机构的气缸和卡接动力源(7h),此外在后续成型装置机架(7t)上还设置有可驱动旋转盘(7e)转动的旋转盘驱动装置(7a)。7.根据权利要求6所述的一种保温棉管自动生产设备,其特征在于,所述后续成型装置中在两侧旋转盘(7e)上对应设置有工位,工位上安装有卡接机构,卡接机构用于对管芯(1b)等同于对定型保温棉管坯(1f)进行卡接,可以使定型保温棉管坯(1f)进行转动,也可以保持静止,不会随意转动。8.根据权利要求7所述的一种保温棉管自动生产设备,其特征在于,所述后续成型装置共分为六个工位,其中第一工位为卡接工位,第二工位为截面齐头工位,第三工位为表面磨光工位、第四工位为轴向开口工位、第五工位为表面覆膜工位、第六工位为脱管工位,其中第二工位、第三工位、第四工位也可以根据生产需求进行设计并任意调换位置。9.根据权利要求8所述的一种保温棉管自动生产设备,其特征在于,所述卡接机构分别安装在两侧的旋转盘(7e)对应工位的两侧,卡接机构包括卡接机构i和卡接机构ii,卡接机构i包括卡接气缸i(7g)和卡接顶尖i(7i),卡接机构ii包括卡接气缸ii(7n)和卡接顶尖ii(7o),在卡接气缸i(7g)和卡接气缸ii(7n)的作用下分别使得卡接顶尖i(7i)和卡接顶尖ii(7o)前后移动,卡接顶尖i(7i)和卡接顶尖ii(7o)前端部分可深入到管芯(1b)两端的管芯中心轴(1c)的中心孔内,在卡接机构i和卡接机构ii的共同配合下完成对管芯(1b)等同于对定型保温棉管坯(1f)的卡接,其中,卡接机构i上还设置有卡接动力源(7h)和动联接机构(7k),在卡接动力源(7h)的驱动下可使卡接顶尖i(7i)转动,从而驱动卷绕并固化定型在管芯(1b)管体上的定型保温棉管坯(1f)进行转动,也可在卡接动力源(7h)作用下使得定型保温棉管坯(1f)保持静止,不会随意转动,为防止定型保温棉管坯(1f)转动或静止时,管芯(1b)的管芯中心轴(1c)与卡接顶尖i(7i)之间的接触面出现打滑现象,特在卡接顶尖i(7i)的杆体上设置有卡接凸块,该卡接凸块与管芯中心轴(1c)上的卡接凹槽相对应,另外,在卡接机构ii上还设置有定位丝杆(7s),通过调整定位丝杆(7s)可以调控卡接顶尖ii(7o)的行程,用来控制管芯(1b)轴向精准定位,为控制管芯(1b)轴向更精准定位,卡接气缸ii(7n)的伸缩力大于卡接气缸i(7g)的伸缩力。10.根据权利要求8所述的一种保温棉管自动生产设备,其特征在于,所述第一工位对应的是卡接工位,当定型保温棉管坯(1f)从输送装置上输送到后续成型装置的第一工位时,两侧的卡接机构在卡接气缸i(7g)和卡接气缸ii(7n)的共同配合下,使卡接顶尖i(7i)和卡接顶尖ii(7o)伸出并深入到管芯(1b)的管芯中心轴(1c)的中心孔内,将定型保温棉管
坯(1f)进行卡接使其不脱落并轴向定位。11.根据权利要求8所述的一种保温棉管自动生产设备,其特征在于,所述第二工位对应的设置有截面齐头装置,截面齐头装置可对定型保温棉管坯(1f)进行截面齐头定长,截面齐头装置包括齐头托架(8b)上设置的切割片(8h)和为切割片(8h)提供旋转动力的齐头电机(8g),通过调整设置在齐头托架(8b)上的两个切割片(8h)之间的距离,从而可以调整定型保温棉管坯(1f)的长度,此外在截面齐头装置的齐头托架(8b)上还设置有可调限位滑轮(8f),可调限位滑轮(8f)用来限制切割片(8h)的切割深度,防止切割片(8h)触碰到管芯(1b)的管体,可调限位滑轮(8f)的位置是可调整的,使可调限位滑轮(8f)的前端与管芯(1b)的管体外表面之间的最短距离小于切割片(8h)的前端与管芯(1b)的管体外表面之间的最短距离,齐头操作时,两个切割片(8h)与可调限位滑轮(8f)同步向前移动,当可调限位滑轮(8f)向前移动接触到管芯(1b)的管体表面时,切割片(8h)无法再向前移动,与此同时对定型保温棉管坯(1f)进行切割,这样的话,既可以完成对定型保温棉管坯(1f)的截面齐头,又可以防止切割片(8h)切割到管芯(1b)的管体,待定型保温棉管坯(1f)旋转一周后切割完成,两个切割片(8h)与可调限位滑轮(8f)同步向后移动,完成截面齐头工序。12.根据权利要求8所述的一种保温棉管自动生产设备,其特征在于,所述第三工位对应的设置有表面磨光装置,表面磨光装置是通过磨光轮(9g)对定型保温棉管坯(1f)的外表面进行磨光,表面磨光装置包括拖架(9b)和设置在拖架(9b)前端的磨光轮(9g),拖架(9b)上还设置有为磨光轮(9g)提供旋转动力的磨光电机(9d),拖架(9b)前端还设置有限位压轮(9i),限位压轮(9i)的位置是可以调整的,限位压轮(9i)和磨光轮(9g)共同配合确定定型保温棉管坯(1f)的壁厚,当对定型保温棉管坯(1f)进行外表面磨光时,拖架(9b)上设置的磨光轮(9g)和限位压轮(9i)同步前进,当限位压轮(9i)抵住管芯(1b)的管体外表面时,磨光轮(9g)就无法往前移动了,也就是说限位压轮(9i)的前端与管芯(1b)的管体外表面之间的最短距离小于磨光轮(9g)前端与管芯(1b)的管体外表面之间的最短距离,两者的距离差确定了定型保温棉管坯(1f)的壁厚,待定型保温棉管坯(1f)旋转一周后表面磨光完成,拖架(9b)上设置的磨光轮(9g)和限位压轮(9i)等机件同步向后移动,完成表面磨光工序。13.根据权利要求8所述的一种保温棉管自动生产设备,其特征在于,所述第四工位对应的设置有轴向开口装置,轴向开口装置包括设置在移动滑框(10e)上开口电机(10i)连接的锯切片(10j),锯切片(10j)可沿定型保温棉管坯(1f)的轴向方向平行运动并将定型保温棉管坯(1f)轴向开口,此外移动滑框(10e)活动连接在拖车(10b)上,拖车(10b)靠近定型保温棉管坯(1f)一侧还设置有可调限位板(10k),当拖车(10b)向前移动时,设置在移动滑框(10e)上的开口电机(10i)连接的锯切片(10j)连同可调限位板(10k)同步向前移动,当可调限位板(10k)抵在管芯(1b)的管体外表面上时,限制拖车(10b)继续向前运动,起到限位的作用,同时锯切片(10j)也停止向前运动,防止锯切片(10j)锯切到管芯(1b)的管体,通过调整可调限位板(10k)的位置,使其可调限位板(10k)接触管芯(1b)的管体外表面时,锯切片(10j)触碰不到管芯(1b)的管体,这样在锯切片(10j)在锯切过程中不会接触到管芯(1b)的管体,但在锯切片(10j)高速旋转作用下剩下距离的保温棉也被挤压切开。14.根据权利要求8所述的一种保温棉管自动生产设备,其特征在于,所述第五工位对应的设置有表面覆膜装置,表面覆膜装置包括设置在覆膜装置主架(11p)上的支点主动辊(11c)、活动连接在支点主动辊(11c)上的摇臂框架(11q)、摇臂框架(11q)上设置的可旋臂
(11u)和测速辊(11t)及编码器(11s)、以及用来为传输薄膜(11m)需驱动支点主动辊(11c)和覆膜辊(11g)的覆膜驱动装置(11a),可旋臂(11u)一端上设置的测速辊(11t)的输出轴与编码器(11s)的输出轴之间互连,测速辊(11t)和编码器(11s)可自由同时转动,编码器(11s)可通过测速辊(11t)检测定型保温棉管坯(1f)的速度,编码器(11s)将实时检测到定型保温棉管坯(1f)外表面的线速度传输到中央控制器,再由中央控制器对覆膜驱动装置(11a)的旋转速度进行控制,使得覆膜驱动装置(11a)带动支点主动辊(11c)和覆膜辊(11g)向前输送薄膜(11m)的速度与薄膜(11m)覆在定型保温棉管坯(1f)外表面的线速度一致,在覆膜过程中,测速辊(11t)紧压在定型保温棉管坯(1f)的外表面上,其用来检测定型保温棉管坯(1f)旋转时外表面的线速度,待中央控制器检测到定型保温棉管坯(1f)旋转一周即表面覆膜完成,中央控制器控制设置在覆膜辊(11g)上方对应的剪切轴(11i)上的剪切刀将薄膜(11m)横向切断。15.根据权利要求8所述的一种保温棉管自动生产设备,其特征在于,所述第六工位对应设置有脱管装置,脱管装置包括可调挡板(12n)和固定挡板(12p),在可调挡板(12n)的一侧设置有脱管装置框架(12r),脱管装置框架(12r)上设置有可前后移动的脱管架(12e),脱管架(12e)上设置有相互对应的卡钳臂(12h),卡钳臂(12h)是用来咬合并钩掐住定型保温棉管坯(1f)中间管芯(1b)端面的管芯中心轴(1c),该管芯中心轴(1c)自由端的端头直径大于管芯中心轴(1c)卡设部位且呈“t”形,而卡钳臂(12h)与管芯中心轴(1c)的咬合处的卡钳臂(12h)上设置有凸块,这种结构可以使卡钳臂(12h)牢固的咬合并钩掐住管芯中心轴(1c),防止卡钳臂(12h)向后拉拽管芯中心轴(1c)时二者脱离,在脱管时,卡钳臂(12h)咬合并钩掐住自由掉落到可调挡板(12n)和固定挡板(12p)之间的定型保温棉管坯(1f)中间管芯(1b)端面的管芯中心轴(1c),在可调挡板(12n)和固定挡板(12p)的配合下,脱管架(12e)在脱管电机(12a)的驱动下向后移动可顺畅的把管芯(1b)从定型保温棉管坯(1f)中拉拽出并将两者分离。16.根据权利要求9所述的一种保温棉管自动生产设备,其特征在于,所述抓取位移装置包括纵向臂(4h),纵向臂(4h)向下移动的可控行程和辗轧辊i(3d)与辗轧辊ii(3f)之间的可调轴距的共同配合下,决定了成形保温棉管坯(1e)的壁厚,在纵向臂(4h)上相对设置并且可相对移动的设置有横向移动臂i(4l)和横向移动臂ii(4m),横向移动臂i(4l)和横向移动臂ii(4m)的下部分别固定连接有法兰i(4n)和法兰ii(4o),法兰i(4n)和法兰ii(4o)其内径大于管芯(1b)的管体外径,其外径等于或小于辗轧成形后的成形保温棉管坯(1e)的直径,在横向移动臂i(4l)和横向移动臂ii(4m)作用下通过法兰i(4n)和法兰ii(4o)对成形保温棉管坯(1e)进行初步定长。17.根据权利要求16所述的一种保温棉管自动生产设备,其特征在于,所述纵向臂(4h)两侧的底部分别固定连接有抓取装置i和抓取装置ii,抓取装置i包括抓取气缸i(4r)和抓取顶尖i(4x),抓取装置ii包括抓取气缸ii(4s)和抓取顶尖ii(4y),在抓取气缸i(4r)和抓取气缸ii(4s)的作用下可分别使得抓取顶尖i(4x)和抓取顶尖ii(4y)前后移动,抓取顶尖i(4x)和抓取顶尖ii(4y)前端部分可深入到管芯(1b)两端的管芯中心轴(1c)的中心孔内,其中抓取装置ii上设置有可调定位螺栓(4w2),通过调整可调定位螺栓(4w2)控制抓取顶尖ii(4y)的行程,用来控制管芯(1b)轴向精准定位,为控制管芯(1b)轴向更精准定位,抓取气缸ii(4s)的伸缩力大于抓取气缸i(4r)的伸缩力,在抓取装置i和抓取装置ii的共同配合下完
成对管芯(1b)的抓取。18.根据权利要求17所述的一种保温棉管自动生产设备,其特征在于,所述纵向臂(4h)上固定连接的抓取装置ii与旋转盘(7e)上安装的卡接机构ii结构相近,都具备将管芯(1b)轴向定位功能,并且抓取装置ii与卡接机构ii都位于该保温棉管自动生产设备的同一侧。19.根据权利要求1所述的一种保温棉管自动生产设备,其特征在于,所述辗轧成形装置前端还包括布棉平台,布棉平台包括平台主架(2c),平台主架(2c)上设置有平台(2a),平台(2a)上可以进行保温胶棉(1a)的铺放,在靠近辗轧成形装置一端的平台主架(2c)两侧对应设置有定位支架(2b),两侧的定位支架(2b)的顶端设置有定位凹槽,管芯(1b)两端的管芯中心轴(1c)可放到定位凹槽内,从而对管芯(1b)起到定位的作用,从而方便抓取位移装置对管芯(1b)的抓取。20.根据权利要求5所述的一种保温棉管自动生产设备,其特征在于,所述固化炉装置与后续成型装置之间还包括输送装置,输送装置是将从固化炉装置出料口(5w)输出的定型保温棉管坯(1f)输送到后续成型装置,输送装置其中包括输送机架(6b),输送机架(6b)两个侧边设置的循环转动的履带(6f)与固化炉装置中两侧的两条输送链条(5r)和后续成型装置的卡接工位相对应,在两侧的履带(6f)上设置有位置相对应的推送板(6m),推送板(6m)与履带(6f)固定连接,推送板(6m)跟随履带(6f)一起转动,当定型保温棉管坯(1f)从固化炉的出料口(5w)处的输送链条(5r)上掉落到输送架(6b)的履带(6f)上,即管芯(1b)两端的管芯中心轴(1c)分别搭设在输送装置两侧的履带(6f)上,输送电机(6a)通过驱动主动履带轮(6e)从而驱动循环转动的履带(6f)及推送板(6m),从而推动管芯(1b)两端的管芯中心轴(1c)从固化炉的出料口(5w)处向后续成型装置第一工位处移动。21.根据权利要求15所述的一种保温棉管自动生产设备,其特征在于,所述后续成型装置中还包括传递装置和传送装置(14),传递装置包括传递翻板(13b),传递翻板(13b)通过传递支点(13c)与后续成型装置机架(7t)活动连接,传递翻板(13b)与后续成型装置机架(7t)之间还设置有传递气缸(13a),在传递气缸(13a)的作用下,可使传递翻板(13b)绕传递支点(13c)转动,传递翻板(13b)位于固定挡板(12p)和可调挡板(12n)之间的下方,当定型保温棉管坯(1f)与管芯(1b)分离后,定型保温棉管坯(1f)成为成品保温棉管(1g)掉落到传递翻板(13b)上,然后在传递气缸(13a)的作用下,传递翻板(13b)承载有成品保温棉管(1g)的一侧翘起,另一侧下压,使得成品保温棉管(1g)从传递翻板(13b)滚落到传送装置(14)上,再由传送装置(14)将成品保温棉管(1g)输送到成品库或者打包装置进行打包装工序。22.根据权利要求1-21任意一项所述的一种保温棉管自动生产设备,其特征在于:所述该保温棉管自动生产设备中的各种类型的电机、动力源、气缸等驱动装置以及电控器件等在生产过程中均由中央控制器控制,中央控制器可对布棉平台、辗轧成形装置、抓取位移装置、固化炉装置、输送装置、后续成型装置、传递装置、传送装置、运送装置进行操控和参数设定,从而实现保温棉管自动生产设备在生产成品保温棉管(1g)过程中的自动化。
技术总结
一种保温棉管自动生产设备,包括:管芯,管芯为圆柱状,管芯的管体外径用于确定成品保温棉管的内径;辗轧成形装置,对卷绕在管芯管体外表面上的保温胶棉进行辗轧成形,并初步控制辗轧成形后的成形保温棉管坯的长度和壁厚;固化炉装置,对成形保温棉管坯进行高温固化定型成为定型保温棉管坯;后续成型装置,可对定型保温棉管坯进行卡接、截面齐头、表面磨光、轴向开口、表面覆膜、脱管等工序后成为成品保温棉管;该设备中的各装置均由中央控制器控制。本发明可自动生产保温棉管,其生产效率高、减少了人工、更加节能环保,解决了传统工艺导致的截面不整齐、长短不一致、壁厚不均等问题,提高产品质量的同时,降低了生产成本。降低了生产成本。降低了生产成本。
技术研发人员:史柏松
受保护的技术使用者:河北久丰节能科技有限公司
技术研发日:2022.09.29
技术公布日:2023/1/31
再多了解一些
本文用于创业者技术爱好者查询,仅供学习研究,如用于商业用途,请联系技术所有人。